


Возможна точная центровка вала
Я тренер по центровке валов. Мое представление о реальном состоянии методов промышленной центровки основано на многих часах, потраченных на проверки и корректировки центровки на технологическом оборудовании. Вот некоторые из моих наблюдений:
-
Большая часть внимания к точной центровке сосредоточена на больших машинах, критичных к технологическому процессу.
-
Большинство отделов технического обслуживания были сокращены и тратят большую часть своего человеческого капитала на внеплановое обслуживание.
-
Большая часть внепланового технического обслуживания приходится на небольшое оборудование, такое как насосы и смесители ANSI.
-
На большинстве заводов очень мало людей, способных добиться точной центровки.
-
Еще меньше людей, которые действительно понимают центровку валов.
-
Большинство торговцев умны и могут научиться выравниванию за один или два дня.
-
Центровка валов машин с прямым соединением может выполняться быстро, не жертвуя точностью.
ДУМАЙТЕ МАЛЕНЬКОЕ
Маленькие вращающиеся машины часто плохо отрегулированы. Я вижу ужасные вещи:груды обломков муфты, запасные части муфты в механическом отделении, обильную утечку набивки и уплотнений и настолько серьезную несоосность, что ее можно увидеть невооруженным глазом. Несомненно, большие машины важны, но они редко бывают сильно смещены. Огромная окупаемость может быть достигнута за счет настройки множества небольших машин, которые часто катастрофически выходят из строя. Насколько велика может быть окупаемость? Переработчик кукурузы на Среднем Западе с населением около 800 насосов ремонтировал от двух до трех насосов каждый день. После того, как мы сосредоточились на регулировке небольших насосов, теперь на объекте ремонтируется один-два раза в месяц, что позволяет сэкономить более 4000 часов обслуживания в год. Это эквивалентно добавлению двух человек в обслуживающий персонал.
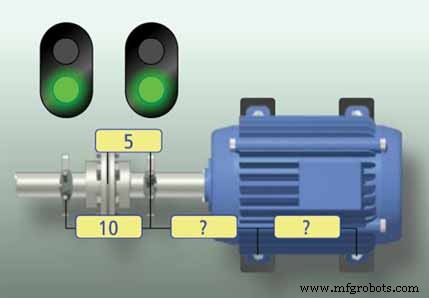
Рис. 1. Размеры вводятся.
ПОЧЕМУ ВЫРАВНИВАНИЕ?
Целью точной центровки валов является устранение разрушающих сил, которые вызывают преждевременный выход из строя подшипников и сокращают срок службы уплотнения. При соединении машин в плоскостях передачи мощности возникают разрушительные силы перекоса.
Каждый вал вращается вокруг оси, образующей прямую линию. Если две оси вращения валов расположены так, что они коллинеарны, когда машины находятся в рабочих температурах и условиях, силы на силовых плоскостях будут минимальными. В результате увеличивается срок службы подшипников и уплотнений.
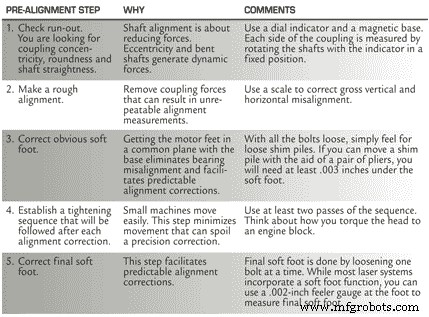
ПЕРВЫЙ, ПРЕДВАРИТЕЛЬНЫЙ ВЫБОР
Практически каждый раз вы можете выполнить точное выравнивание за один или два хода. Множественные корректирующие действия расстраивают торговцев и тратят время. Но перед использованием прецизионных инструментов выполните действия по предварительному выравниванию, иначе ваши корректировки выравнивания будут непредсказуемыми. В рамке на стр. 36 показаны пять простых шагов, которые устраняют большинство ненужных корректирующих действий.

Рис. 2. Измерение -12,4 показывает необходимость прибавить 0,012 дюйма к передним ножкам; +9,7 означает удаление 0,010 дюйма от задних ножек.
ИЗМЕРЕНИЕ НЕИСПРАВНОСТИ
Лазерные датчики крепятся к валам на муфтах или рядом с ними. Введите размеры от датчиков до муфты и опор оборудования в лазерную систему (Рисунок 1). Большинство допусков центровки вала основаны на оборотах в минуту (об / мин), поэтому также введите эти данные.
Поверните валы от 60 до 180 градусов, чтобы определить вертикальное и горизонтальное положение двух осей вращения на датчиках. Лазерная система рассчитывает рассогласование в муфте (где возникают силы), чтобы определить качество центровки. В этом случае цветовая подсказка указывает на то, что допуски выравнивания не соблюдены. Лазер также вычисляет вертикальное и горизонтальное положение ножек машины, потому что именно там можно выполнять регулировку.



Рис. 3. Измерьте перекос.
ОБЫЧНЫЙ ПОДХОД
При центровке валов принято считать, что сначала необходимо полностью устранить вертикальное несоосность. Горизонтальные корректировки выполняются только после соблюдения допусков по вертикали. Многих беспокоит то, что после регулировки по горизонтали допуски по вертикали больше не соблюдаются. Следовательно, после того, как будет потрачено время на точное выравнивание по вертикали и после того, как будет выполнено выравнивание по горизонтали, вертикальное положение снова потребует корректировки. Это связано с тем, что смещение по вертикали влияет на выравнивание по горизонтали и наоборот.
НОВЫЙ ПОДХОД
Составное перемещение - это процесс, при котором как вертикальное, так и горизонтальное выравнивание выполняется из одного набора данных выравнивания. После измерения перекоса выполняется регулировка вертикальной прокладки.
Перед повторной проверкой вертикального результата и перед повторной затяжкой болтов также выполните горизонтальное выравнивание (Рисунки 4-5). Данные коррекции в реальном времени дают оператору обратную связь о коррекции. Цветовая подсказка указывает, когда допуски соблюдены.
Только после этого, после внесения как вертикальной, так и горизонтальной коррекции, вы можете повторно выполнить выравнивание данных. Выполняя сложные вертикальные и горизонтальные поправки, вы минимизируете «перекрестный эффект». Первое сложное движение должно максимально приблизить вас к допуску в обеих плоскостях. Следовательно, повторение процедуры со вторым составным движением приведет к точному выравниванию практически каждый раз.
КЛЮЧИ К УСПЕХУ
Вот мой вам совет:
- Думайте о малом, чтобы добиться больших результатов: Идите за маленькими машинами, которые крадут ваши человеческие ресурсы.
- Создайте основную группу: Найдите трех человек, которые готовы поделиться информацией и которых уважают в вашем отделе технического обслуживания. Я не видел ни одной действительно успешной программы выравнивания, в которой не было бы хотя бы одного человека, который бы помогал другим с проблемной работой.
- Ожидайте широкого распространения знаний в области согласования: Если только один или два человека могут выполнить удовлетворительную центровку, то только критически важные машины будут выровнены должным образом. Таланта выравнивания не хватит, чтобы добраться до маленьких машин. Каждый человек, занимающийся техническим обслуживанием механического оборудования, должен быть компетентен в регулировке оборудования.
- Установите допуски выравнивания: Установка допусков указывает на то, что вы хотите выполнить обслуживание точности. Сделайте допуски разумными и достижимыми. Если вы сделаете спецификации слишком жесткими, вы только расстроите своих сотрудников.
- Обучение компетентности: Найдите компетентного инструктора, который обучит как концепциям центровки, так и лазерным методам работы с конкретным оборудованием. Практика - ключевой элемент обучения. Никогда не ставьте более трех человек на тренировочную установку. Два дня профессионального обучения должны стоить от 500 до 600 долларов на одного стажера.
- Инструменты: В дополнение к лазерной системе или инструменту для выравнивания циферблатного индикатора вам потребуются, как минимум, прокладки, движители (гидравлические, монтировки, отбойные молотки) и циферблатный индикатор с магнитным основанием.
- Дайте людям возможность и время обрести уверенность: После тренировки людям нужна реальная практика, чтобы обрести уверенность. Кроме того, новым слушателям потребуется больше времени для точной настройки. При использовании подходящих инструментов регулировка одной муфты редко занимает более 45 минут, независимо от размера оборудования. Однако новые стажеры будут медленнее. Кроме того, вы должны понимать, что препятствия, такие как привязка к основанию или привязка к болтам, замедлят процесс.
- Данные выравнивания документа: Сопоставьте выравнивание с характеристиками оборудования и данными о вибрации и используйте их для анализа основных причин отказов.
- Температурный рост и динамическое движение: Некоторые машины намеренно смещены при температуре окружающей среды, так что оси вращения коллинеарны во время работы машины. После того, как ваши люди смогут продемонстрировать свою компетентность в согласовании, подумайте об определении данных о состоянии автономной работы (OL2R), необходимых для этой практики.
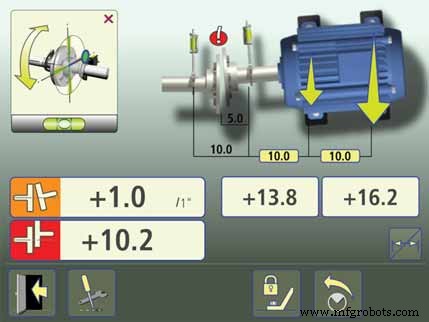
Рис. 4.
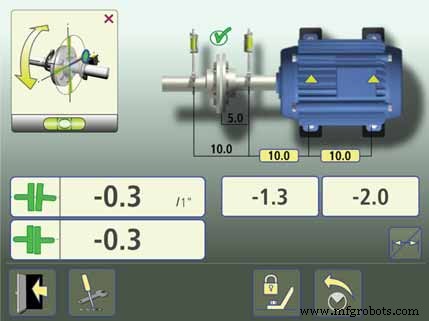
Рисунок 5.
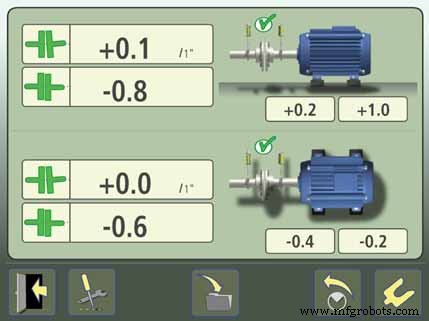
Рис. 6. Окончательные данные выравнивания.
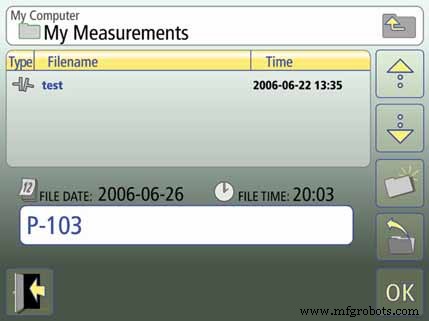
Рис. 7. Документ сохранен.
Дэвид Здроевски - основатель и генеральный директор VibrAlign Inc., образовательного ресурса и дистрибьютора оборудования для анализа вибрации. Чтобы узнать больше, позвоните по телефону 804-379-2250 или посетите www.vibralign.com .
Техническое обслуживание и ремонт оборудования
- Как добиться вертикального отвеса вала с помощью лазерной центровки
- За пределами швейцарской точности
- Руководство по точному литью
- Поддержание порядка:почему центровка является важной частью профилактического обслуживания турбины
- Что такое зубчатый вал?
- Что такое подшипник вала?
- Что такое прецизионная обработка?
- Терминология прецизионной обработки
- Что такое прецизионный фрезерный станок?
- Введение в прецизионную линию продольной резки