


Сверление VS развертывание VS растачивание VS хонингование, в чем разница?
В зависимости от требований к размеру и точности для обработки отверстий макроразмеров на твердых поверхностях требуется несколько различных операций резания металла. Сверление, растачивание, развертывание и хонингование — обычные процессы, используемые производственными компаниями. Все процессы в той или иной степени связаны с созданием новых отверстий в заготовке или изменением существующих отверстий. Сверление — это процесс сверления, а сверление увеличивает диаметр существующего отверстия. Расширение и хонингование используются для улучшения чистоты поверхности и допусков существующих отверстий. В следующих разделах обсуждаются сходства и различия между процессами сверления, развертывания, растачивания и хонингования.
Сверление
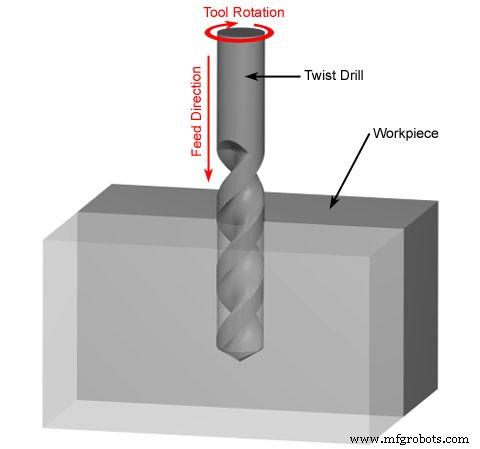
Точность бурения низкая, обычно только IT13~IT11, а шероховатость поверхности также относительно велика, Ra обычно составляет 50~12,5 мкм. Но скорость удаления металла при сверлении высока, а эффективность резания высока. Сверление в основном используется для обработки отверстий с низкими требованиями к качеству, таких как отверстия под болты, забойные отверстия с резьбой и отверстия под смазку. Для отверстий, требующих высокой точности обработки и качества поверхности, их следует реализовывать развёртыванием, растачиванием или шлифованием при последующей обработке.
Бурение имеет следующие технологические характеристики:
1. Сверло легко отклоняется.
При сверлении на сверлильном станке легко сделать ось отверстия смещенной и не прямой, но диаметр отверстия существенно не меняется; при сверлении на токарном станке легко вызвать изменение диаметра отверстия, но ось отверстия остается прямой. Поэтому перед сверлением торец должен быть обработан, а конусное отверстие предварительно просверлено дрелью или центровым сверлом для облегчения центрирования сверла. При сверлении небольших отверстий и глубоких отверстий, во избежание отклонения и непрямолинейности оси отверстия, для сверления следует максимально использовать метод вращения заготовки.
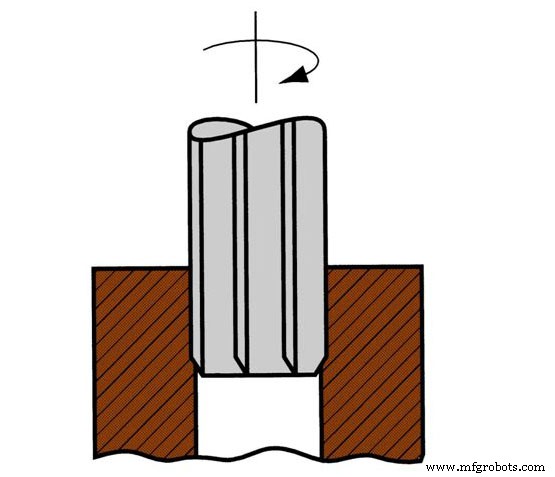
2. Апертуру легко расширить.
Неравные радиальные силы двух режущих кромок сверла во время сверления вызывают увеличение диаметра отверстия; отклонение резания при сверлении горизонтального токарного станка также является важной причиной увеличения диаметра отверстия; кроме того, радиальное биение сверла также является причиной увеличения диаметра отверстия.
3. Качество поверхности отверстий низкое.
Сверлильная стружка относительно широкая и вынуждена закручиваться по спирали в отверстие. Вытекая, они будут тереться о стенку отверстия и царапать обрабатываемую поверхность.
4. Большое осевое усилие при сверлении.
В основном это вызвано режущей кромкой сверла. Поэтому при диаметре сверления d> 30 мм сверление обычно выполняется два раза. Просверлите (0,5~0,7)d в первый раз и просверлите отверстие до необходимого диаметра во второй раз. Так как кромка долота не участвует в резании во второй раз, можно использовать большую подачу для улучшения качества поверхности и производительности отверстия.
Расширение
Развёртывание — это процесс резки, который включает использование вращающегося режущего инструмента для создания гладкой внутренней стенки в существующем отверстии в заготовке. Вращающиеся режущие инструменты, используемые для развертывания, называются развертками. Как и сверла, развертки также могут удалять материал с заготовки, на которой они используются. Однако расширитель удаляет гораздо меньше материала, чем сверло. Основная цель развертывания — создание гладких стенок в существующих отверстиях.
Развёртывание — способ чистовой обработки отверстий на основе получистовой обработки (рассверливание или получистовое растачивание). По сравнению со шлифованием и растачиванием производительность развертывания выше, а точность отверстия легко гарантируется. Однако развертывание не может исправить ошибку положения оси отверстия, и точность положения отверстия должна быть гарантирована предыдущим процессом. Допуск на размер отверстия для развертывания может достигать IT9~IT6, а значение шероховатости поверхности может достигать Ra3,2~0,2 мкм.
Скучно
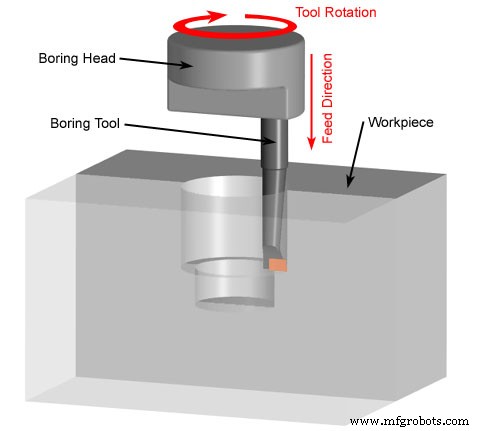
Растачивание — это процесс резания, который включает использование одноточечного режущего инструмента или расточной головки для увеличения существующего отверстия в заготовке. Это резко отличается от сверления, которое должно создать начальное отверстие в заготовке.
Диаметр расточки не ограничивается размером инструмента, а возможность коррекции ошибок расточки высока. Многократная резка может исправить ошибку отклонения оси исходного отверстия, а расточенное отверстие соответствует поверхности позиционирования. Высокая точность позиционирования.
Диапазон обработки расточки очень широк, и можно обрабатывать отверстия разных размеров и разной степени точности. Для отверстий и серий отверстий, требующих большого диаметра, размера и точности положения, хорошим методом обработки является растачивание. Точность бурения IT9~IT7, шероховатость поверхности Ra 3,2~0,8м. Сверление можно использовать в расточных станках, токарных станках, фрезерных станках и других станках с высокой гибкостью и широкими производственными применениями.
Характеристики процесса расточки
(1) Сверление обладает высокой адаптивностью.
Сверление может осуществляться на основе сверления, литья и ковки отверстий. Диапазон достижимых классов допуска размеров и значений шероховатости поверхности широк; за исключением маленьких и глубоких отверстий, отверстия различного диаметра и различных типов конструкций практически не поддаются растачиванию.
(2) Сложно контролировать качество растачивания
Растачивание может эффективно исправить ошибку положения исходного отверстия, но поскольку диаметр расточной оправки ограничен диаметром отверстия, ее жесткость, как правило, низкая, она легко изгибается и вибрирует, поэтому контроль качества расточки (особенно длинной и тонкой отверстий) не так удобно, как развертывание.
(3) Производительность бурения низкая.
Поскольку расточка требует многократных проходов с меньшей глубиной резания и подачей для уменьшения деформации изгиба инструментальной балки, а расточка на расточных и фрезерных станках требует регулировки радиального положения расточного инструмента на инструментальной балке, то операция усложняется и отнимает много времени.
(4) Растачивание широко применяется при обработке отверстий различных деталей в штучном и мелкосерийном производстве.
В массовом производстве для растачивания отверстий под подшипники в кронштейне и корпусе короба требуется сверлильный штамп.

(источник с сайта https://thehemloft.com/drilling-vs-boring-vs-reaming/)
Оттачивание
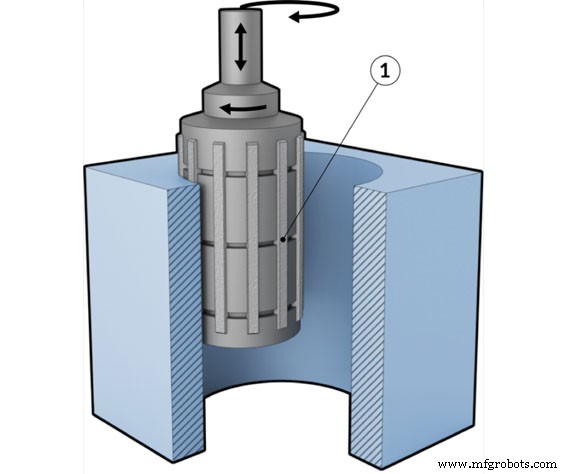
Хонингование — это использование хонинговальной головки с хонинговальным стержнем для полировки отверстия. Хонингование имеет широкий спектр применения. Он может обрабатывать чугун, закаленную и незакаленную сталь, бронзу и т. д., но не подходит для обработки пластмассовых металлов, которые легко блокируются нефтяным камнем. Диаметр процесса хонингования составляет Φ5~Φ500 мм, также можно обрабатывать глубокие отверстия с L/D>10. Поэтому его широко применяют для обработки цилиндров двигателей, гидроцилиндров и различных отверстий стволов.
Характеристики процесса хонингования
- Хонингование позволяет достичь более высокой точности размеров и формы, а точность обработки составляет IT7~IT6. Округлость и цилиндричность отверстия можно контролировать, но хонингование не может улучшить точность положения обрабатываемого отверстия.
- Высокое качество поверхности может быть получено путем хонингования, шероховатость поверхности Ra составляет 0,2~0,025 мкм, а глубина поверхностного дефектного слоя износа металла очень мала (2,5~25 мкм).
- По сравнению со скоростью шлифования окружная скорость хонинговальной головки невелика (VC=16~60 м/мин). Однако из-за большой площади контакта между хонинговальной лентой и заготовкой и высокой скорости возвратно-поступательного движения (VA=8~20 м/мин) эффективность хонингования остается относительно высокой.
Производственный процесс
- Термопласт и термореактивные материалы:в чем разница?
- Сварка справа и сварка слева:в чем разница?
- Железо против стали:в чем разница?
- Cut vs Wire Nails:в чем разница?
- Плазменная и лазерная резка:в чем разница?
- Фрезерование против шлифования:в чем разница?
- Двигатель постоянного тока и переменного тока:в чем разница?
- В чем разница между полировкой и полировкой?
- Прогрессивная штамповка и штамповка с переносом штампа:в чем разница?
- Разница между сверлением, растачиванием и развертыванием