


Инструмент для контроля обработки - штангенциркуль
Качество – залог успеха компании. Любая обрабатывающая промышленность придает большое значение качеству продукции. Таким образом, контрольный инструмент для продукта особенно важен, поэтому сегодня я познакомлю вас с штангенциркулем, основным контрольным инструментом в обрабатывающей промышленности.
В этой статье мы представим определение, метод чтения, метод хранения и меры предосторожности для штангенциркуля. Надеюсь, это поможет вам.
Определение штангенциркуля
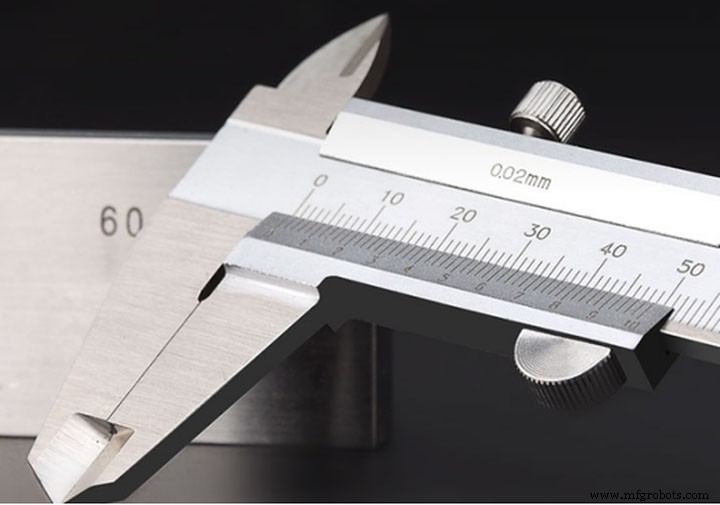
Штангенциркуль (VERNIER CALIPER) - это оборудование, используемое для проверки и подтверждения обрабатываемых деталей при черновой и получистовой обработке механической обработки, а также для измерения размеров обрабатываемых деталей с большими допусками. Это измерительный инструмент для измерения длины, внутреннего диаметра и внешнего диаметра, а также глубины. Штангенциркуль включает в себя основную линейку и скользящий штангенциркуль, соединенный с основной линейкой. Основная линейка обычно в миллиметрах. Нониус имеет 10, 20 или 50 делений. В соответствии с различными подразделениями, штангенциркули можно разделить на 10-мерные штангенциркули, 20-мерные штангенциркули, 50-позиционные штангенциркули и т. Д. Нониус составляет 9 мм для 10 делений, 19 мм для 20 делений и 49 мм для 50 делений. На основной линейке и нониусе штангенциркуля имеются две подвижные измерительные губки, а именно внутренняя измерительная губка и внешняя измерительная губка. Внутренняя измерительная губка обычно используется для измерения внутреннего диаметра, а внешняя измерительная губка обычно используется для измерения длины и внешнего диаметра. Минимальные показания бывают двух типов:0,05 мм и 0,02 мм.
Как читать штангенциркуль
При использовании штангенциркуля для измерения размера отсчет величины осуществляется с помощью двух шкал, основной линейки и вспомогательной линейки (нониуса).
・Шкала стандартной вспомогательной шкалы (нониусная шкала) – это шкала, полученная путем деления шкалы n-1 основной шкалы на n равных частей.
・Стандартная вспомогательная линейка (нониусная линейка) бывает двух типов:1/20 и 1/50.
Как читать шкалу, как показано ниже
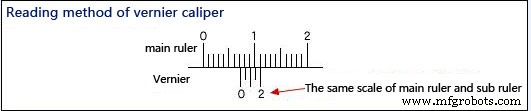
- Прочитайте значение шкалы основной шкалы, обозначенной вспомогательной шкалой «ноль».
→В настоящее время, поскольку оно находится между 7 мм и 8 мм, измеренное значение должно быть (7+α) мм.
<старт ="2">→В настоящее время, согласно изображению, 4-я линия вспомогательной шкалы соответствует основной шкале.
<старт ="3">→В настоящее время α=0,05×4=0,20 мм
<старт ="4">Меры предосторожности во время измерения
・Перед измерением убедитесь, что базовая точка штангенциркуля совпадает? Уточните точность нулевого значения.
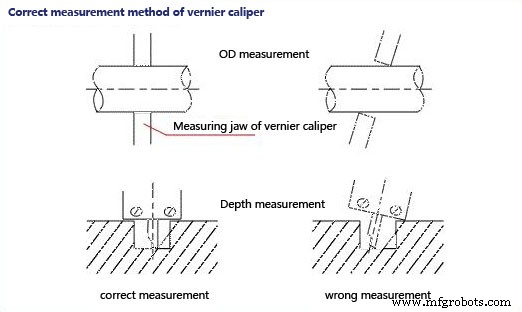
・Часть, удерживающая измеряемый объект (внутренняя и внешняя губки штангенциркуля), должна располагаться как можно ближе к основной линейке.
・Измерительная поверхность измерительной части (внутренняя и внешняя губки, глубиномер) штангенциркуля должна правильно соприкасаться с измеряемым объектом.
・Измерительное усилие не может быть слишком сильным/слишком слабым, и для измерения следует использовать постоянную силу, насколько это возможно.
・Значение шкалы должно считываться под прямым углом.
・После использования сотрите грязь и храните в месте с небольшими перепадами влажности и температуры, чтобы предотвратить деформацию.
Хранилище М метод
После использования штангенциркуля протрите его хлопчатобумажной пряжей. Если он не используется в течение длительного времени, протрите его маслом или моторным маслом. Две измерительные губки должны быть закрыты и крепежные винты должны быть затянуты, а затем поместите его в коробку штангенциркуля и накройте его.
Меры предосторожности:
- Штангенциркуль является более точным измерительным инструментом. С ним следует обращаться осторожно, его нельзя ударять или ронять на землю. Не используйте его для измерения грубых объектов во время использования, чтобы не повредить измерительный захват и не помещать его в режущий инструмент. Вместе, чтобы не поцарапать поверхность штангенциркуля, его следует помещать в сухое и нейтральное место, когда он не используется, вдали от кислотных и щелочных веществ для предотвращения коррозии.
- Протрите штангенциркуль начисто перед измерением и проверьте, чтобы две измерительные поверхности и измерительная кромка штангенциркуля были прямыми и неповрежденными. При плотном прилегании двух измерительных губок не должно быть зазора, а нулевое положение нониуса и главной линейки должно совпадать друг с другом. Этот процесс называется калибровкой нулевого положения штангенциркуля.
- При перемещении рамки линейки движения должны быть свободными, а не слишком свободными или слишком тугими, не говоря уже о тряске. При фиксации рамки линейки фиксирующим винтом показание штангенциркуля не должно изменяться. При перемещении рамки линейки не забудьте ослабить фиксирующий винт, и он не должен быть слишком ослаблен, чтобы предотвратить его падение.
- При измерении деталей штангенциркулем не допускается чрезмерное давление. Давление должно быть таким, чтобы две измерительные губки едва касались поверхности детали. Если измерительное давление слишком велико, не только измерительные губки будут изгибаться или изнашиваться, но и измерительные губки будут находиться под давлением. Произвести упругую деформацию и сделать измеренный размер неточным (внешний размер меньше фактического размера, а внутренний размер больше фактического размера).
- При чтении по штангенциркулю держите его горизонтально в направлении яркого света, чтобы линия взгляда человека была максимально перпендикулярна к выгравированной поверхности штангенциркуля, чтобы избежать ошибок при чтении.
- Чтобы получить правильные результаты измерений, можно измерять несколько раз, то есть измерять в разных направлениях на одном и том же участке детали. Для более длинных деталей следует измерять различные части по всей длине, чтобы получить более точные результаты измерений.
Производственный процесс
- Что такое VMC Machining?
- Важные аспекты контроля качества обработки на станках с ЧПУ
- Основы контроля качества и контроля при обработке с ЧПУ
- Приложения для обрабатывающих центров. Модели и приложения?
- Что такое вертикальная обработка?
- Что такое 5-осевая обработка с ЧПУ?
- Понимание штангенциркуля
- Понимание контроля сварки
- Понимание нетрадиционного процесса обработки
- Прототипирование