


6 шагов электроэрозионной обработки
Не все можно сделать с помощью проволочной электроэрозионной обработки. Проанализируйте и просмотрите чертежи обработки. По существующему технологическому оборудованию рассмотрите целесообразность этого технологического метода. Обработка невозможна в следующих ситуациях:
Узкий зазор меньше, чем диаметр электродной проволоки плюс разрядный зазор. Внутренний угол шаблона не должен иметь угол R или требуемый угол R внутреннего угла меньше диаметра электродной проволоки. Заготовки из непроводящих материалов. Заготовки, толщина которых превышает пролет проволочного каркаса. Длина обработки превышает эффективную длину хода каретки X и Y станка, а заготовка требует высокой точности.
При условии соблюдения обработки проволочной электроэрозионной обработки, в соответствии с требованиями к механической обработке деталей, такими как требования к качеству поверхности и точности размеров, необходимо решить, следует ли выбрать процесс электроэрозионной обработки со средней проволокой или процесс электроэрозионной обработки с низкой скоростью. Для деталей с высокой точностью размеров и хорошей шероховатостью поверхности следует использовать низкоскоростные станки для резки проволоки.

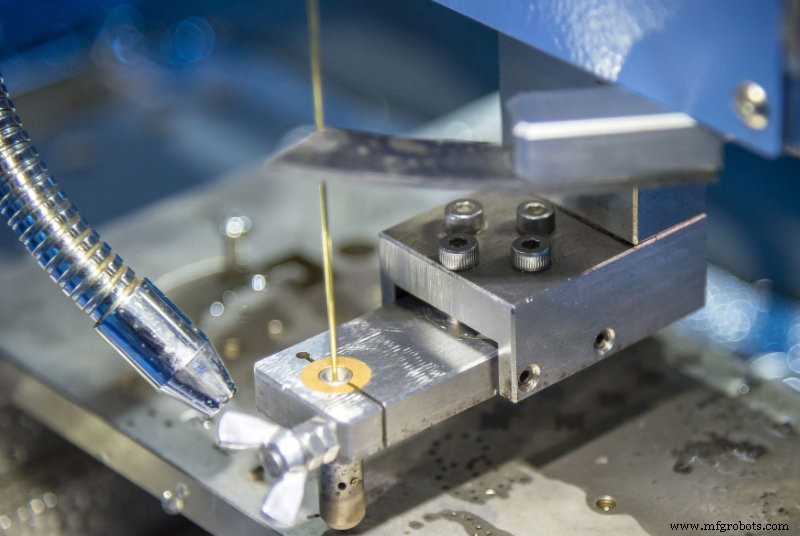
Проводная электроэрозионная обработка
1) Разумно С выборы О ж В оружие М материалы
Чтобы уменьшить деформацию заготовки, вызванную проволочной электроэрозионной обработкой, следует выбирать материалы с хорошими характеристиками ковки, хорошей проницаемостью и небольшой деформацией при термообработке. Материал заготовки должен быть термообработан в соответствии с техническими требованиями.
2) Обработка резьбовых отверстий
Для обработки закрытых отверстий и некоторых пуансонов отверстия для проволоки необходимо обработать перед онлайн-резкой. Положение резьбового отверстия должно соответствовать начальной точке обработки, указанной во время программирования.
3) Выберите тип электродной проволоки
Среднескоростная электроэрозионная обработка обычно использует молибденовую проволоку диаметром 0,18 мм в качестве электродной проволоки, низкоскоростная электроэрозионная обработка обычно использует латунную или оцинкованную проволоку и т. д. Диаметр электродной проволоки может быть основан на требованиях к точности обработки. Старайтесь выбирать электродную проволоку диаметром не менее 0,2 мм, чтобы получить более высокую скорость резки и снизить риск обрыва проволоки во время обработки.
4) Зажим и коррекция заготовки
В зависимости от формы обработки и размера заготовки выберите соответствующий метод зажима, чтобы определить положение заготовки. Если методы зажима пластинчатых деталей, вращающихся деталей и блочных деталей различаются, вы можете выбрать специальные приспособления или приспособления собственной разработки для зажима заготовки. После того, как заготовка зажата, ее необходимо поправить. Как правило, это проверка перпендикулярности и плоскостности зажима заготовки, а также корректировка осевой параллельности базовой плоскости заготовки и станка.
5) Т чтение и обучение
Правильно намотайте проволочный электрод на каждую часть механизма подачи проволоки, чтобы удерживать проволочный электрод с определенным натяжением. Используйте соответствующие методы для исправления вертикальности электродной проволоки, например, выравнивание проволоки с помощью приспособления для выравнивания, выравнивание проволоки с помощью искр и т. д.
6) Расположение проволоки электрода
Перед проволочной электроэрозионной обработкой проволочный электрод должен быть точно установлен в исходную координатную позицию резки. Методы регулировки включают визуальный осмотр, искровой метод и автоматическое выравнивание. Все современные станки для резки проволоки с ЧПУ имеют функцию определения контакта, и все они имеют функции автоматического определения кромки и автоматического определения центра. Они обладают высокой точностью юстировки и очень удобны для позиционирования электродной проволоки. Метод работы зависит от машины.
Советы по электроэрозионной обработке
Программирование WEDM находится в центре внимания всего процесса. Станок обрабатывается по программе числового программного управления. Правильность программы напрямую влияет на форму обработки и точность обработки. Большая часть фактического производства использует методы автоматического программирования.
После завершения программирования и перед формальным процессом резки программа ЧПУ должна быть проверена и проверена, чтобы определить ее правильность. Система числового программного управления электроэрозионного станка обеспечивает метод проверки программы. Обычно используются следующие методы:один из них — метод проверки чертежа, который в основном используется для проверки наличия синтаксиса ошибки в программе и соответствия ее контуру обработки шаблона. Другой метод - это метод проверки пустого хода, он может проверять фактическую обработку программы, проверять наличие столкновений или помех в обработке, а также соответствие хода станка требованиям обработки и т. д. посредством моделирования ситуация динамической обработки, программа и путь обработки полностью проверены.
Для некоторых штампов с высокими требованиями к точности размеров и небольшими зазорами между выпуклыми и вогнутыми штампами вы можете сначала попробовать вырезать тонкий лист, чтобы проверить точность размеров и соответствие зазоров. Если вы обнаружите, что она не соответствует требованиям, вы должны вовремя пересмотреть программу, пока проверка не будет квалифицирована. Во время обработки электрические и неэлектрические параметры можно регулировать в соответствии с состоянием обработки, чтобы поддерживать обработку в наилучшем состоянии разрядки. После окончания формальной резки не спешите снимать заготовку, проверьте соответствие начальной и конечной координатных точек. При обнаружении каких-либо проблем следует своевременно принимать «лечебные» меры.
Производственный процесс
- Электроэрозионная резка проволоки:что это такое?
- Различия и области применения Sinker EDM и Wire EDM
- Введение в резку проволокой
- Чем может помочь станок для резки проволоки?
- Что такое резка проволоки с ЧПУ?
- Станки для резки проволоки EDM - лучшие!
- Мифический электроэрозионный резак
- Проволочная электроэрозионная обработка:взгляд на металлургическую промышленность Тайваня
- Ultimate Wire EDM Machine на Тайване
- CNC Wire EDM:ваш лучший друг в мастерской