


Как лить алюминий:сравнение методов литья алюминия
Методы литья алюминия различаются в зависимости от различных производственных процессов:литье в песчаные формы, литье под давлением, литье под давлением, непрерывное литье и т. д. литье в оболочковые формы и т. д. Каждая алюминиевая отливка процесс будет иметь свои преимущества и недостатки. Д в зависимости от размера и сложности отливки мы можем выбрать наиболее подходящий метод.
Алюминий широко применяется в различных отливках, используемых в различных отраслях промышленности, как непромышленных, так и промышленных. Для тех, кто часто сомневается в «Как отлить алюминиевые детали» , ответ заключается в том, что в алюминиевых литейных цехах используются различные технологии литья, и качество является одним из ключевых факторов при выборе подходящей технологии.
Качество отливки является мерой как внутренней, так и внешней отливки, а также ее прочности и пластичности. Инженеры должны всегда продвигать преимущества и преодолевать недостатки методов литья алюминия, чтобы улучшить качество продукции и оптимально удовлетворить потребности клиентов.
Сравните методы литья алюминия:
| Процесс кастинга | Диапазон размеров | Допуски | Стоимость инструментов | Относительная стоимость в большом количестве | Относительная стоимость в небольшом количестве | Отделка поверхности | Минимальный черновой запрос | Минимальная толщина сечения |
|---|---|---|---|---|---|---|---|---|
| Отливка в песчаные формы | Все размеры | 0-3″ =1/32″ 3″- 6″=3/64″ 6+”=1/18″. Поперек линии разъема добавьте 0,020 дюйма к небольшим отливкам. 0,090″ до крупных отливок. | 50–15 000 долл. США | Низкий | Самый низкий | 175–350 RMS | <тд>1-5⁰0,125’’-0,25’’ | |
| Литье под давлением | Маленький размер | Не менее 0,002″. Дополнительные 0,010″ на размеры, на которые влияет линия разъема. | 5 000–150 000 долл. США | Самый низкий | Самый высокий | 20–90 RMS | <тд>1-3⁰0,050″ Мелкие детали 0,080″ Средние детали | |
| Отливка в оболочковые формы | Нормальный максимум 80 см 2 полезная площадь пресс-формы. | 1″ =0,004″ 1″-3″ =0,010″ 3″-6″ =0,013″ 6″-12″ =0,016″ 12″-20″ =0,020″. Добавьте 0,005″– 0,010″ поперек линий разъема. | 1500–25 000 долл. США | Средний | Средний | <тд>75-125Снаружи:от 0 до 1 1/2⁰. Внутри:от 0 до 2⁰ | 0,100’’ | |
| Постоянное литье | 0,25-50 кг | 0,015’’ до 1″. Поперек линии разъема добавьте +/- 0,010″, если малая отливка, +/- 0,030″, если большая отливка. | 1500–55 000 долл. США | Низкий | Самый низкий | 125–200 RMS | <тд>2-4⁰0,100″-0,150″ | |
| Литье по выплавляемым моделям | 1 унция-100 фунтов | +/-0,005″-3″ +/- 0,002″ туда после | 500–20 000 долл. США | Самый высокий | Средний | 60-120RMS | Нет | 0,3’’ |
| Центробежное литье | Диаметр:1 – 120’’. Длина:до 50 футов. Вес:до 5 тонн | ± 0,01″ для цилиндрической формы. ± 0,002″ для сложной формы. | Нет информации | Низкий | Средний | 63 – 500 микродюймов для цилиндрической формы 32 – 500 микродюймов для сложной формы. | Нет | 0,1 – 5,0’’ |
| Непрерывное литье | До 0,2-1 м | <тд> <тд>Низкий | Высокий | <тд>Нет | Зависит от формы |
Обсуждение методов литья алюминия
1. Литье алюминия в песчаные формы
Литье в песчаные формы — один из старейших методов литья. который появился около 2000 лет назад. Литье в песчаные формы использовалось для отливки алюминия. поскольку металлический алюминий стал популярным с начала 20-го века.
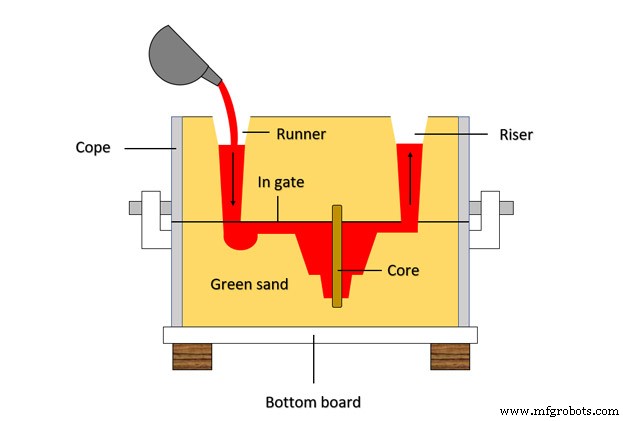
В отливке алюминия в песчаные формы , форма изготовлена из песка и связующих веществ; выкройки помещаются внутрь формы и плотно прижимаются.
После извлечения шаблона создается полость пресс-формы, которая является точной копией формы алюминиевой отливки.
Через литниковую систему расплавленный алюминий заливается в полость формы и застывает. Когда отливка остывает, литейщик разбивает песчаную форму, и отливка собирается.
В настоящее время усовершенствования в технологии литья в песчаные формы увеличили вес и средний размер алюминиевого литья в песчаные формы. Многие алюминиевые изделия, отлитые в песчаные формы, весят более 50 кг, даже некоторые отливки размером до 100 м 3 .
См. статью о литье в песчаные формы здесь.
Преимущества литья алюминия в песчаные формы
- Низкая стоимость.
- Гибкость для изготовления количества отливок, будь то малый или крупный заказ.
- Любой алюминиевый сплав может быть отлит в песчаные формы, в том числе сплавы с горячекатаными сплавами.
- Зеленый песок имеет низкую прочность на сжатие, что сводит к минимуму риск появления дефектов горячего растрескивания.
- Гибкость настройки дизайна шаблона.
Недостатки литья алюминия в песчаные формы
- Поверхность не гладкая. Его можно обработать пескоструйной обработкой для улучшения качества поверхности.
- Размер отливки имеет более высокий допуск, чем другие методы литья алюминия.
Как рассчитать усадку алюминиевого литья:https://vietnamcastiron.com/aluminum-casting-shrinkage/
Применение литья алюминия в песчаные формы
Трудно назвать большинство применений алюминиевого литья в песчаные формы, потому что этот процесс литья алюминия позволяет производить почти все детали. любых размеров.
Если у вас умеренный бюджет и вы хотите отливать алюминиевые изделия, не предъявляющие слишком высоких требований к чистоте поверхности, то метод литья в песчаные формы — лучший выбор.
Деталь металлического литья из зеленого песка:
2. Литье алюминия под давлением
Существует два типа литья под давлением:литье алюминия под высоким давлением. и литье алюминия под низким давлением .
Литье алюминия под высоким давлением
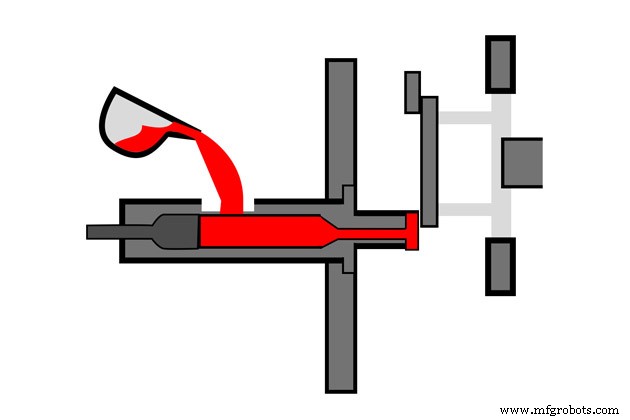
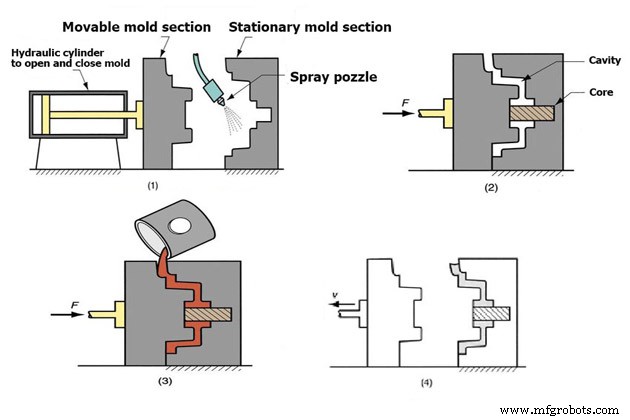
Литье алюминия под высоким давлением — это процесс литья алюминия, при котором изготавливаются отливки. путем вдавливания алюминиевой жидкости под высоким давлением (около 1200 бар) в стальную форму через цилиндр-пистолет.
Жидкий алюминий перекачивается с высокой скоростью и быстро затвердевает, образуя алюминиевые отливки.
Есть два типа литых камер высокого давления алюминий умереть <эм> приведение запись :
- Горячая камера :литейная камера, в которой цилиндр и пистолет расположены в системе печей и имеют ту же температуру, что и температура плавления алюминиевого сплава.
- Холодная камера :представляет собой литейную камеру, в которой расплавленный алюминиевый сплав заливается в цилиндр, затем поршень проталкивает металл в форму под большим давлением. Этот пистолет не ставится в духовку и считается крутым. Холодильная камера в основном используется для алюминиевых сплавов.
Литье алюминия под высоким давлением подходит для массового производства мелких деталей , весом около 5 кг, тонкой режущей поверхностью и толщиной около 0,4 мм. Чем больше алюминиевая отливка, тем выше стоимость.
Литье алюминия под низким давлением
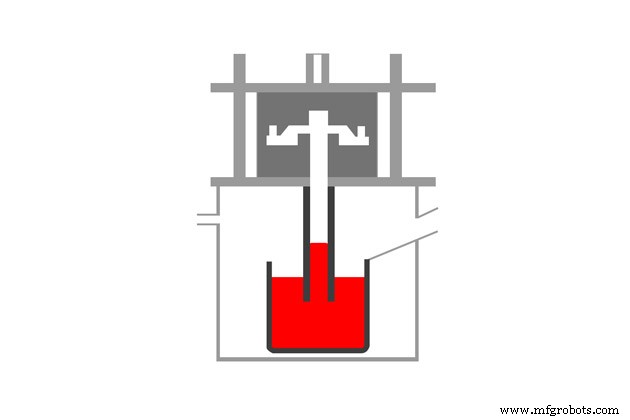
При литье алюминия под низким давлением форма заполняется жидким металлом из тигля с регулируемым давлением (обычно 0,7 бар).
Печь для отжига металла расположена внизу (а не горизонтально, как при литье алюминия под высоким давлением), расплавленный алюминий закачивается прямо снизу вверх, чтобы заполнить форму .
Литье алюминия под низким давлением подходит для изготовления алюминиевых отливок с толщиной стенки 3 мм. и более, а объем может достигать 150 кг.
При литье под давлением алюминиевый сплав является одним из наиболее часто отливаемых металлов, на его долю приходится вдвое больше, чем при использовании других методов литья металлов.
Типы алюминиевых сплавов, используемых при литье под давлением
- 380.0 (Al + Si + Cu + Mg):литой алюминиевый сплав, высокая механическая прочность, хорошая коррозионная стойкость, высокое разбавление, низкая цена. Часто используется для литья редукторов. На этот тип сплава приходится 85 % алюминиевых сплавов, которые сегодня используются для литья алюминия под прессами.
- A360.0 (уменьшить количество Cu):высококачественный литой алюминиевый сплав, меньше примесей, лучшая коррозионная стойкость, чем у 380. Используется для литья музыкальных инструментов, антикоррозийных деталей.
- 413.0 (Al + Si):литой сплав, более устойчивый к коррозии, чем 360. Часто используется для литья пистолета, коленчатого вала.
- 518 (Al + Mg):лучший сплав для слитков (слитков), с лучшей износостойкостью, но с низким разбавлением и сложностью отливки, высокой стоимостью.
Преимущества литья под давлением
- Жесткий допуск алюминиевого литья.
- Поверхность гладкая и блестящая, с небольшим количеством дефектов на поверхности, что облегчает нанесение на изделие лакокрасочного покрытия.
- Алюминиевые зерна имеют плотную текстуру, плотные и мелкие, гладкие, что помогает отливке иметь высокие механические свойства и хорошую износостойкость.
- Подходит для автоматических производственных линий.
Недостатки литья под давлением
- Поскольку расплавленный алюминий перекачивается с высокой скоростью и быстро остывает, он увлекает конденсат в отливку, что затрудняет сварку и термическую обработку. Для обработки газа, оставшегося в отливке, литейное производство может использовать технологию вакуумного удаления окалины. Следует выбирать алюминиевые сплавы с коротким диапазоном температур замерзания.
- Инвестиционные затраты на операцию и пресс-форму высоки и подходят только для больших объемов заказа.
- Очень сложно адаптировать дизайн продукта к методу литья в песчаные формы.
- Из-за течения сплава под высоким давлением форма быстро изнашивается.
Применение литья под давлением
Этот процесс литья алюминия имеет широкий спектр применения. от простых компонентов, таких как компоненты освещения, до сложных компонентов, таких как двигатели, картеры трансмиссии, колеса, автомобильная подвеска и космический корабль.
3. Алюминиевое литье в обечайки
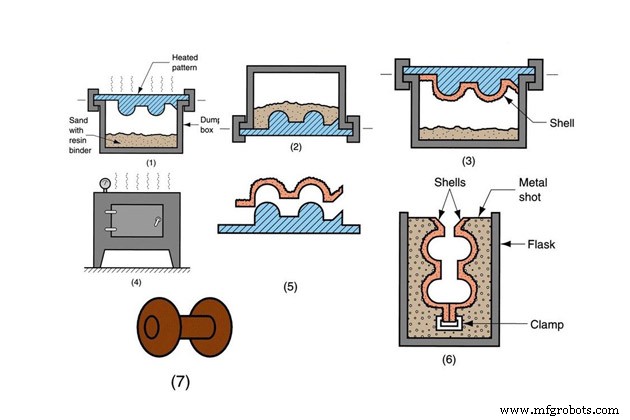
Формование в оболочке – это технология формования с использованием формы из термореактивной фенольной смолы. .
Сначала две половинки шаблона проектируются и создаются из металла, а затем нагреваются и покрываются смазкой. Затем поместите выкройку в подготовленную выше камеру с термореактивным песком и переверните ее вверх дном. Смесь смоляного песка прилипает к рисунку и затвердевает, образуя оболочку.
Выкройку удаляют, оставляя ракушку. Две половины шаблона образуют две формы-оболочки толщиной около 10-20 мм. Эти две оболочковые формы собираются в единую форму. Жидкий алюминий заливается в форму и затвердевает в отливке.
На данный момент, просто разбивая оболочку формы, мы можем собрать отливку. .
Литье алюминия в оболочковые формы — это один из методов литья алюминия, который подходит для изготовления полых стержней или отливок под давлением. .
Преимущества литья в оболочковые формы
- Уровень совершенства отделки поверхности относительно высок.
- Размер отливки более точен; допуск жесткий.
- Шаблон можно использовать повторно.
Недостатки литья в оболочковые формы
- Высокие производственные затраты.
- С крупными и сложными отливками литье будет непросто.
Применения для литья в оболочковые формы
Этот процесс литья алюминия применим для литья головок цилиндров, шатунов, блоков цилиндров и коллекторов, оснований машин, капотов грузовиков, корпусов клапанов и т. д.
4. Литье алюминия в постоянную форму
Литье алюминия в постоянную форму, также известное как литье в металлическую форму, является одним из методов литья алюминия, в котором используется металл в качестве материала формы. аналогично литью под давлением. Соответственно, жидкий алюминий проталкивается в форму под действием силы тяжести. , поэтому скорость заливки довольно низкая.
Благодаря металлической форме скорость охлаждения отливки высокая. Пресс-формы имеют длительный срок службы, поэтому их называют постоянными формами. .
Литье алюминия в постоянную форму подходит для литья больших масс, чем литье под высоким давлением, около 10 кг. Чем выше объем, тем выше стоимость.
В сочетании с методами термообработки механические свойства металлических форм увеличатся. Небольшие отливки быстро остывают, поэтому термическая обработка не требуется.
Для достижения максимальных механических свойств обработайте специальным раствором при высоких температурах, затем охладите и дайте естественному или искусственному старению .
Алюминиевый сплав, используемый при литье алюминия в постоянные формы
- 366:производство пистолетов и автомобилей.
- 355.0, C355.0, A357.0:производство редукторов для высокопрочных компонентов, таких как детали ракет.
- 356.0, A356.0:детали машин, колеса самолетов,…
Преимущества литья алюминия в постоянные формы
- Свойства алюминиевого литья высоки благодаря высокой скорости охлаждения литья.
- Низкая скорость усадки алюминия и дефект газовой пористости. Допустимое отклонение составляет всего около 1 мм.
- Хорошее качество поверхности Ra 1–6 мкм.
- Меньше брака.
Недостатки алюминиевого корпуса с несъемной пресс-формой
- Высокая стоимость.
- Сложно изготавливать изделия из алюминиевого литья высокой сложности и больших размеров.
- Сложно настроить дизайн продукта.
Применение алюминиевого литья в постоянные формы
В автомобильной промышленности создание таких деталей, как шестерни, отливки, подвески, корпуса впрыска топлива и поршни двигателя. Детали самолетов также часто изготавливаются путем литья алюминия в неразъемные формы.
Этот процесс литья алюминия используется в автомобильной и авиационной промышленности для создания таких деталей, как шестерни, подвески, пистолеты, корпуса топливных баков и т. д.
5. Литье алюминия по выплавляемым моделям
Алюминиевое литье по выплавляемым моделям, также известное как алюминиевое литье по выплавляемым моделям. , метод литья алюминия путем помещения воска или термопластов в предварительно изготовленную металлическую или резиновую форму.
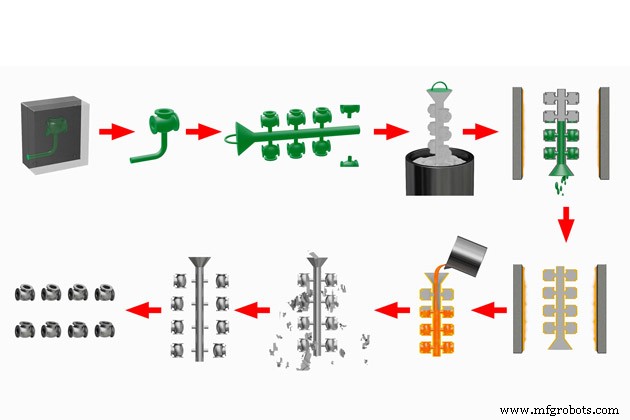
Восковые фигуры собираются и собираются в ветку дерева. подключены к литниковой системе для отливки в одной партии. Восковая модель теперь будет накладываться с помощью огнеупорных материалов. . Этот процесс повторяется до тех пор, пока внешняя оболочка не достигнет толщины 5-15 мм. Эта оболочка является формой для инвестиций. .
Затем высушите и нагрейте дерево, чтобы воск внутри расплавился, оставив внутреннюю камеру формы в форме желаемой отливки.
Затем форму для выплавки нагревают перед заливкой алюминиевой жидкости. Любые трещины, появившиеся в форме, можно отремонтировать с помощью керамических или специальных материалов. .
Расплавленный алюминий заливают в форму, после высыхания только разрушают внешнюю керамическую оболочку. Отливка снимается с дерева и передается в отделку.
Преимущества алюминиевого литья по выплавляемым моделям
- Высокая чистота поверхности, высокая точность размеров.
- Возможно литье сложных алюминиевых отливок.
- Многие алюминиевые отливки отливаются одновременно.
Недостатки алюминиевого литья по выплавляемым моделям
- Высокие производственные затраты.
- Поскольку отливка включает сердечник, отливка будет сложной и трудной.
- Требуется более длительный производственный цикл.
- Обычно подходит только для небольших алюминиевых отливок.
Литье алюминия по выплавляемым моделям
Технология литья по выплавляемым моделям имеет множество применений, таких как производство алюминиевых отливок в аэрокосмической промышленности, электроэнергетике, оружейной, автомобильной, военной, газовой и нефтяной промышленности...
6. Центробежное литье алюминия
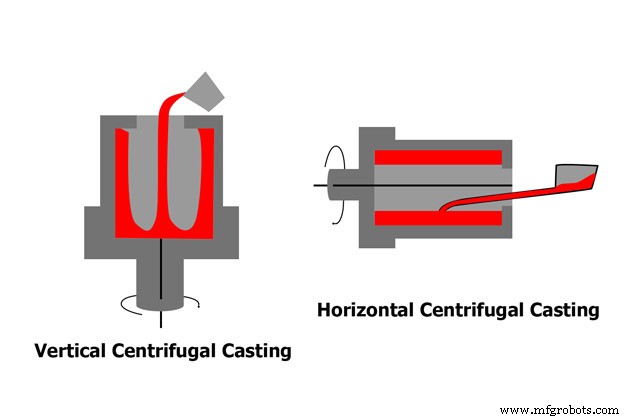
Центробежное литье алюминия — это процесс литья алюминия, при котором форма изготавливается из металла, гипса или графита. Форма повернута на машине центробежного литья, при этом снаружи в форму заливается расплавленный алюминий. Жидкий алюминий будет равномерно распределяться по стенкам пресс-формы под действием центробежной силы. и затвердевает в соответствии с формой формы.
Существует два типа форм для центробежного литья:вертикальное центробежное литье. с вертикальной осью и горизонтальным центробежным литьем с горизонтальной осью. Вращательный двигатель формы вращает форму, чтобы равномерно распределить металл по поверхности формы.
Преимущества центробежного литья алюминия
- Размер алюминиевой отливки очень точен из-за ограниченной центробежной силы, а металл плотно закрыт.
- Алюминиевая отливка имеет высокие механические свойства, небольшую мелкую организацию металла снаружи.
- Нет необходимости использовать сердцевину, но ее можно опустошить посередине, чтобы снизить затраты на производство сердцевины.
- Нет необходимости в системе заливки для экономии металла.
Недостатки центробежного литья алюминия
- Внутренняя поверхность алюминиевых деталей центробежного литья имеет плохую отделку, много загрязнений и неправильный внутренний диаметр.
- Обычно подходит только для литья круглых или цилиндрических алюминиевых деталей. При сложных формах отливок необходимо сочетать их с методом литья в оболочковые формы.
Центробежное литье
Центробежное литье используется алюминиевыми литейными заводами для производства алюминиевых отливок деталей компрессоров реактивных двигателей, нефтехимических печей и многих частей военного и оборонного оборудования.
7. Непрерывное литье алюминия
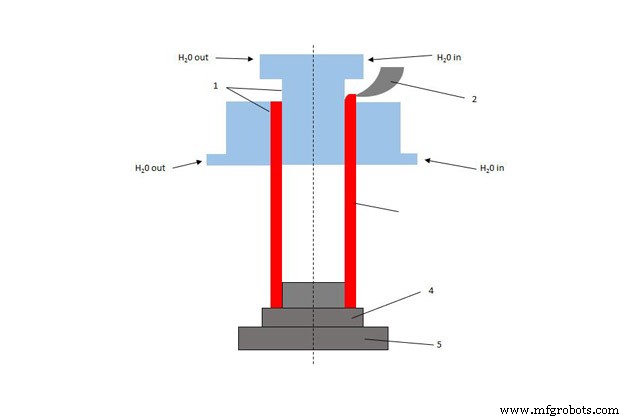
Непрерывное литье алюминия — это процесс литья, при котором алюминиевый сплав непрерывно заливают в форму. с циркуляционной системой водяного охлаждения. Где бы ни производилась отливка, ее немедленно охлаждают и удаляют.
Сразу за системой литья будет располагаться непрерывная линия штамповки и прокатки. Литые изделия представляют собой алюминиевые прутки, пластины или трубы размером до 0,2х1м.
Это очень эффективная система литья, широко используемая в алюминиевых и сталелитейных производствах. .
Преимущества непрерывного литья
- Благодаря быстрому охлаждению непрерывное литье алюминия обладает высокими механическими свойствами.
- Простая автоматизация обеспечивает высокую производительность.
- Поверхность отливки идеальна, металлическая зернистость организована плотно.
Недостатки непрерывного литья алюминия
- Подходит только для изделий из алюминиевого литья простой формы.
- Невозможно отливать объекты с длинами поперечного сечения.
- Высокие первоначальные затраты на строительство.
Непрерывное литье алюминия
Непрерывное литье алюминия используется для литья металлических прутков, металлических труб различных размеров.
Кроме того, существует несколько других методов литья алюминия, используемых для изготовления алюминиевых отливок, таких как процесс литья под вакуумом, литье с абляцией, литье по выплавляемым моделям и т. д. Они также имеют много преимуществ, аналогичных описанным выше процессам литья.
Рассмотрение подходящих технологий литья алюминия

Каждый процесс литья алюминия имеет свои преимущества и недостатки. Внимательно изучив информацию, сравнивающую различные методы литья алюминия в статье, сделайте выбор для своего литейного производства, исходя из вашего бюджета, типа изделий из алюминиевого литья, которые вы хотите настроить, требований к точности и годовой производительности.
Многие другие факторы влияют на выбор технологий литья алюминия. . Однако мы надеемся, что благодаря информации, представленной в статье, VIC частично помогла читателям лучше понять методы литья алюминия, а также принять правильные решения.
В VIC у нас есть система литейных цехов с различными технологиями обработки. В частности, в литье алюминия VIC использует технологии литья в сырой песок и литье по газифицируемым моделям и находится на пути к расширению производственной линии за счет других технологий литья, которые соответствуют требованиям рынка.
VIC рада сотрудничеству с партнерами по всему миру, чтобы помочь клиентам продавать изделия из металлического литья по разумным ценам и качеству.
Контактная информация:
Вьетнамская чугунная компания с ограниченной ответственностью
- Адрес:Лай Суан, район Туи Нгуен, город Хайфон, Вьетнам.
- Телефон:+84 86 543 0133
- Электронная почта:[email protected]
Производственный процесс
- Как защитить алюминий от коррозии
- Как полировать анодированный алюминий
- Как паять алюминий — полное руководство
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- 5 методов литья алюминия
- Магний против. Алюминий:как выбрать сплав для индивидуального проекта литья
- Допуски на алюминиевое литье для аэрокосмической промышленности
- Что такое кастинг CI?
- Как изготавливаются детали для литья по выплавляемым моделям?
- Точное литье:как это работает?