


Вторичная обработка
Обработка, сборка и герметизация отливки

Есть разные отрасли металлообработки. Одна ветвь включает в себя резку, формовку, соединение или герметизацию металлов в их твердом состоянии. Отливки - еще одна отрасль, в которой объекты изготавливаются путем заливки жидкого металла в формы и их охлаждения. Эти два направления работы с металлом могут быть отдельными, но изделия из металла обычно имеют как литье, так и обработку как часть своей истории.
Машинно-обработанные металлы часто начинают свой путь в виде заготовок, слябов или блюмов из МНЛЗ или в виде труб или колес из центробежной МНЛЗ. Этот этап «литья» в обработанный металл ограничен и упрощен и обычно называется производством металла, но технически это литье сырья.
С другой стороны, большинство отливок обрабатываются на завершающих стадиях. Отливки в песчаные формы обычно имеют шероховатую поверхность, и часто части отливки обрабатываются, чтобы сделать их более гладкими или подходящего размера. Многие чугунные и стальные отливки будут ржаветь, если их каким-либо образом не загерметизировать, и защита от этого окисления является еще одним почти универсальным этапом отделки. У домашних поваров есть опыт завершения этого шага, когда они приносят домой чугунную сковороду и «приправляют» ее маслом. Это потребительская форма вторичной обработки, но аналогичная обработка может быть выполнена на литейном заводе.
Обработка
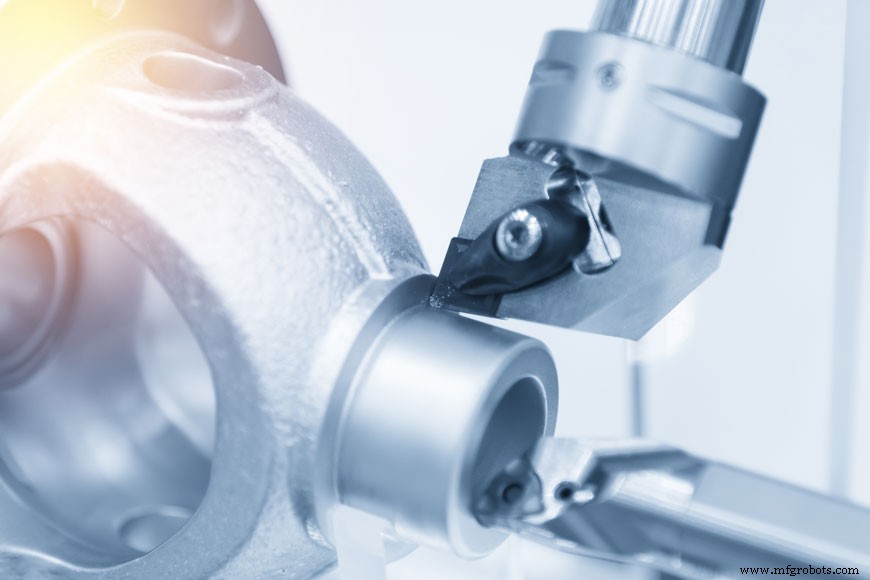
Для работы многих металлических отливок необходимо соблюдать точные допуски на размеры, поскольку они в конечном итоге станут частями более крупных промышленных машин. Технические спецификации могут быть очень точными для удовлетворения механических и структурных потребностей, но литье не обеспечивает такой точности размеров. Поэтому механическая обработка часто выполняется для создания точных размеров поверхности. Литье также оставляет шероховатую поверхность. Шероховатые поверхности также могут увеличить трение в движущихся частях или создать неравномерность измерений, что очень нежелательно.
Механическая обработка также может обработать поверхность некоторых сплавов путем шлифовки и полировки металла до блеска. Мелкие детали или острые кромки, которые невозможно получить в пресс-форме, также могут быть получены в рамках вторичных процессов.
В зависимости от завода эта работа может выполняться литейным цехом или специализированными мастерскими за пределами площадки. Большинство литейных заводов имеют некоторые возможности для зачистки или очистки своих отливок, но это не всегда означает наличие всех необходимых отделочных возможностей. Какая механическая обработка выполняется внутри компании, а какая выполняется на стороне, зависит от специализации литейного производства, а также от потребностей и возможностей клиента. Если литейный завод снабжает другой завод, они могут отправлять только отливки, очищенные от заусенцев и припусков:если они предоставляют готовый продукт, они могут выполнять всю вторичную обработку собственными силами или координировать аутсорсинг, в зависимости от ниши литейного производства и регулярности. клиентская база.
На данном этапе не существует единого способа работы литейных цехов. Все литейные заводы заливают расплавленный металл в формы в качестве основной деятельности, но насколько точны размеры и отделка перед доставкой, зависит от специализации.
Герметизация металлов:масло, оксиды, краска, гальваническое или порошковое покрытие
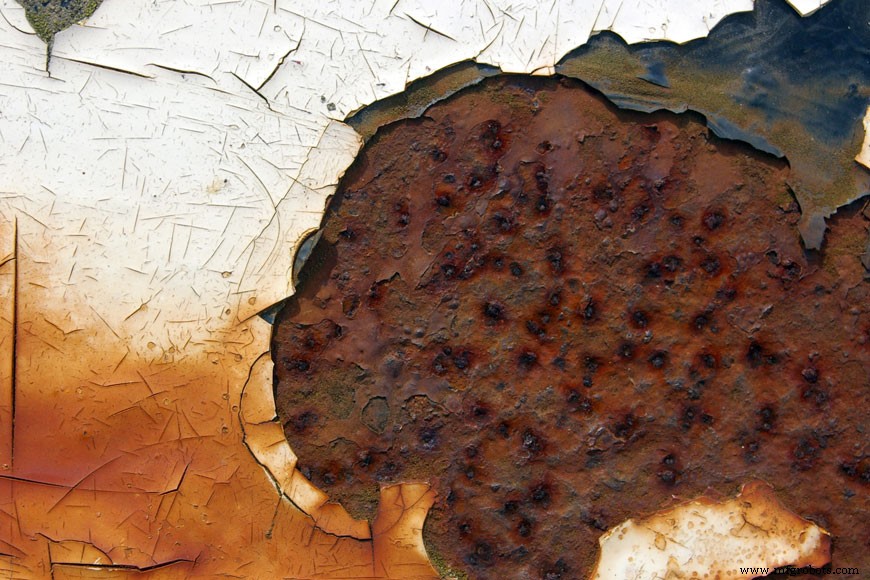
Большинство сплавов, выходящих из литейных цехов, ржавеют в присутствии кислорода и воды. Оксиды железа образуются быстро и легко и отслаиваются, позволяя в свою очередь окисляться следующей поверхности. То, что начинается как поверхностная проблема, вскоре может стать структурной, поскольку ржавая поверхность начинает изнашиваться и изнашиваться.
Нержавеющая сталь и другие коррозионно-стойкие сплавы часто защищаются с помощью процесса, называемого пассивацией:они могут окисляться, но оксидный слой не отслаивается, а прилипает к металлу, создавая уплотнение. Аналогично действуют алюминий и хром. С этими металлами даже резка или царапание объекта не вызовет процесс ржавчины, потому что открытый металл быстро окисляется и герметизируется. Для склонных к коррозии сплавов, которые не обладают этой способностью, необходимо использовать герметики для предотвращения коррозии. Есть несколько способов сделать это.
Воронение
Воронение стали — это процесс защиты от коррозии путем создания пассивного оксидного слоя в качестве герметика. Оксид железа, образующийся в нормальных условиях, представляет собой красный чешуйчатый оксид, известный нам как ржавчина, который отпадает, подвергая металл под ним дальнейшей коррозии. Химический состав этого оксида Fe2 О3 .
При воронении рабочий по металлу заставляет производить магнетит, черный оксид железа, с химическим составом Fe2. О4. Этот магнетит останется связанным с поверхностью под ним. Есть несколько способов получить этот слой магнетита, но один из наиболее распространенных — это создание красных оксидов в кислотной ванне или газе, а затем кипячение железа в воде для преобразования ржавчины в магнетит. Вороненую сталь часто смазывают маслом для дополнительной защиты.
Обработка маслом
Вареное льняное масло и тунговое масло являются традиционными покрытиями для кованого железа. Оба являются «высыхающими» маслами, которые отверждаются и создают полимерное покрытие при нагревании. Как правило, эти масла образуют коричнево-черную патину, которая защищает металлические предметы внутри помещений в течение десятилетий, а наружные - в течение нескольких лет, прежде чем вода начнет проникать внутрь. .
Литые сковороды из серого чугуна также обрабатывают маслом в домашних условиях с помощью процесса, известного как приправа. Масляная приправа для сковороды может быть сделана с льняным маслом, которое является пищевым льняным маслом. Тем не менее, другие пищевые жиры приправляют сковороду, и с ними просто нужно хорошо обращаться, чтобы поддерживать их в течение долгого времени, поскольку они не полимеризуются всухую, как это делает льняное масло. Снова на сковороду наносят жир, а затем нагревают.
Рисовать
Окрашивание, лакирование, лакировка или чернение железа и стали - другие традиционные методы герметизации. В каждом из них на поверхность наносится покрытие из материала, а затем ему дают высохнуть. Краска и лак сегодня более распространены, но традиционным рецептом для железного оружия и наружных предметов было чернение, которое представляло собой смесь лака и оксидов железа магнетита.
Эти применяемые методы герметизации дешевы и могут быть легко переделаны, поэтому они очень популярны на этапах отделки. Недостатки заключаются в том, что большинство герметиков могут быть сколоты или поцарапаны, что позволяет закрепиться ржавчине. Герметики такого типа также могут иметь очень маленькие точечные отверстия, где поверхность металла обнажается и может начаться ржавление.
Гальваническое и порошковое покрытие
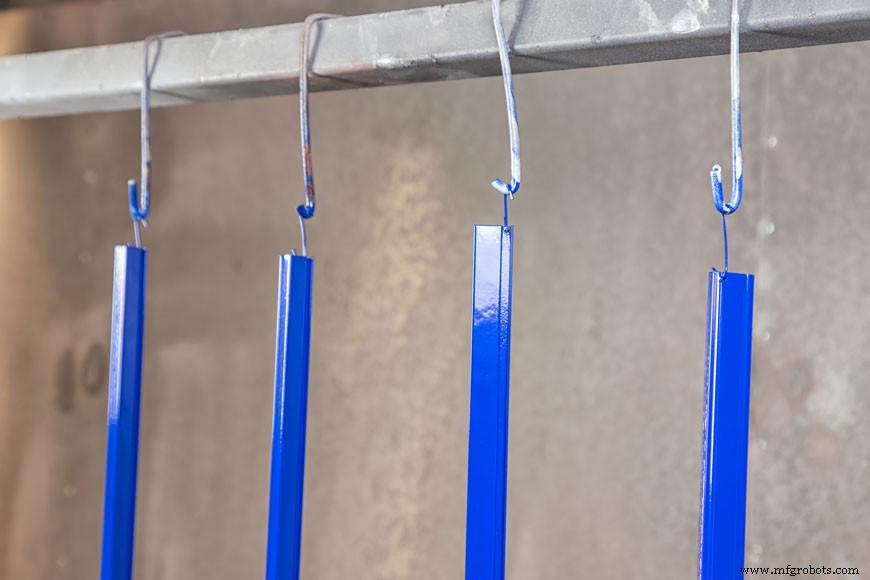
Как при гальваническом, так и при порошковом покрытии тонкий слой материала прикрепляется к верхнему уровню отливки с помощью электричества для достижения равномерного распределения по каждой открытой поверхности. Когда объемы пластины или порошка достаточны по объему, они гарантированно покрывают каждую открытую молекулу металла.
При гальванике объект, на который нужно нанести покрытие, заряжается, а затем погружается в ванну, содержащую металлические частицы, имеющие противоположный заряд. Чем дольше металл находится в ванне, тем толще слой. Когда его снова подняли, объект был покрыт сплошным слоем частиц металла в ванне.
Порошковая окраска работает почти так же, только вместо ванны с металлическими частицами на объект наводится струя заряженных цветных частиц смолы. Когда объект приобретает нужную толщину покрытия, его отправляют в печь для отверждения.

Сборка
В литейных цехах, выполняющих отливки для других заводов в рамках сложных производственных систем, вся сборка может выполняться клиентами за пределами площадки. Многие отлитые детали попадают на другие заводы в качестве исходных материалов для сборочной линии.
Тем не менее, некоторые литейные заводы осуществляют сборку на месте, особенно если они предлагают стандартные линейки продуктов для более широкой клиентской базы. В этом случае литейный цех должен быть дотошным с рабочими местами, так как углерод, тепло и ряд сплавов, обрабатываемых на литейном полу, могут привести к перекрестному загрязнению. Если сталь хорошо очищена и находится в хорошем состоянии, а углеродистая и нержавеющая стали разделены, это может обеспечить хорошие результаты сварки.
Вторичная переработка в литейном цехе и вне его
Во вторичной обработке могут участвовать многие другие специалисты и эксперты. Почти все отливки подвергаются какой-либо вторичной обработке, даже если это просто окончательная полировка нержавеющей стали, но уровень этой отделки и профессионализма очень зависят от проекта. У литейных заводов обычно есть сеть других рабочих по металлу, которым они доверяют выполнение этих рабочих и чистовых операций, если они не могут этого сделать.
Чернолитейщики обычно знают, как металл будет защищен от окисления железа, так как ржавый металл ни у кого не вызывает доверия. Другая вторичная обработка будет определена в ходе переговоров между клиентом и литейным цехом. Какие услуги предлагаются? Каковы потребности проекта? Литейный завод может выполнить отливку самостоятельно, отправить заказчику как есть или согласовать дальнейшие действия с другими экспертами в отрасли.
Предыдущий пост:InspectionMetal Casting Process
Производственный процесс
- Керамический фильтр
- 16 кузнечных приемов
- Резка металла
- Экономическая эффективность штамповки листового металла
- Что такое штамповка листового металла?
- Перфорированные металлические машины и приложения
- Что такое Литейный завод?
- Введение в чугунное литье
- Обзор тонколистового металла
- Что такое выпрямление листового металла?