


Машина для литья под давлением:конструкция, работа, применение, преимущества и недостатки
Литье под давлением — важный промышленный метод. Он немного похож на литье под давлением, но разница заключается в используемом сырье. формование в основном выполняется на стекле, эластомерах и, чаще всего, на термопластичных и термореактивных полимерах, но этот метод широко используется для изготовления термопластичных материалов.Этот процесс осуществляется путем нагревания сырья и его впрыскивания в полость формы путем приложения давления при определенной температуре. без изменения их химического состава.
Литье под давлением:
Основные части термопластавтомата:
Основными частями машины для литья под давлением являются бункер для материала, цилиндр, плунжер для впрыска / вращающийся винтовой плунжер, нагревательное устройство (нагреватель), подвижная модель, выталкиватели и форма внутри полости формы. .
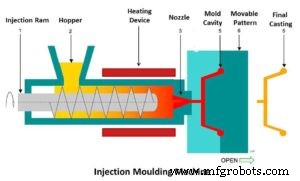
Как правило, машины для литья под давлением работают горизонтально. Машина для литья под давлением состоит из бочки (цилиндрической трубы). Бункер расположен на одном конце бочки. электродвигатель, обеспечивающий усилие, расположен внутри бочки, к бочке прикреплен нагревательный элемент (нагреватель), косвенно используемый для расплавления формовочного материала, спускающегося из бункера.
С другой стороны ствола прикреплена полость формы. Форма расположена внутри полости формы, и во всем производстве используется подвижная модель. Форма обычно изготавливается из меди, алюминия и инструментальной стали. . Жизненный цикл пресс-форм из разных материалов различается. Его можно выбрать в соответствии с требованиями.
Работает:
Работа литья под давлением аналогична экструзии и работает как впрыск, как следует из названия. Формовочный материал/сырье засыпается в бункер с помощью подающего устройства. После этого литьевой материал опускается под действием в цилиндр (бочку) как показано на схеме.Для расплавления материала используется круговой нагреватель, который расположен на бочке.Когда порошкообразная форма формовочного материала попадает в бочку из бункера, он начинает плавиться и гидравлический поршень или вращающийся винт проталкивает материал вперед в форму, прикладывая некоторое давление. Расплавленный пластиковый материал впрыскивается в закрытую форму, прикрепленную с другой стороны цилиндра, в этой разъемной форме используется. Формовочный материал непрерывно продвигается вперед с помощью вращающегося винта. Давление применяется гидравлической системы. Давление впрыска обычно составляет 100-150 МПа. После впрыска давление прикладывается на некоторое время или фиксируется в том же положении с некоторым усилием.
После завершения всего процесса изготовленные детали достаточно охлаждаются. Затем пресс-форма открывается, и используются эжекторы для правильного удаления детали без повреждений. После удаления детали пресс-форма снова закрывается. Этот процесс очень быстрый и автоматически повторяется, здесь легко изготавливаются детали сложной формы, производственная мощность литья под давлением составляет 12-16 тысяч деталей за цикл.
Параметры процесса:
- Параметры процесса варьируются в зависимости от условий и требований.
- Вес деталей, изготовленных с помощью этого процесса, обычно составляет от 100 до 500 г.
- Время цикла изготовления одной детали обычно составляет от 5 до 60 секунд в зависимости от производителя детали.
- Температура нагрева формовочного материала 150-350 градусов по Цельсию.
- Пропускная способность литьевой машины составляет от 12 000 до 2,2×〖10〗^6 〖 мм〗^3.
- Давление закачки 100-150 МПа.
- Усилие блокировки составляет от 0,1 до 8,0 МН.
Преимущества:
- Основным преимуществом этого процесса является то, что детали сложной формы с малой толщиной стенки (5-15 мм) легко формуются и извлекаются из штампа без повреждений.
- Детали, изготовленные методом литья под давлением, имеют хорошую точность размеров.
- Основным преимуществом этого метода является то, что образующийся при этом брак очень мал по сравнению с некоторыми другими процессами.
- Детали, изготовленные методом литья под давлением, конкурируют с деталями, изготовленными методом литья по выплавляемым моделям и деталями сложной механической обработки.
- Этот процесс имеет высокую производительность по сравнению с другими методами.
Недостаток:
- Первоначальная стоимость/затраты на настройку этого процесса очень высоки из-за проектирования, тестирования и оснастки всего оборудования.
- Литье по выплавляемым моделям обычно ограничивается некоторыми особыми видами материалов, такими как термопластические материалы или только некоторые полимеры.
- Высокая стоимость оснастки, т. е. используемая пресс-форма изготавливается в несколько процессов, а общая стоимость тестирования изготовления одной пресс-формы очень высока. Для разных деталей требуются разные формы.
Применения:
- Литье под давлением используется для изготовления деталей сложной формы различных размеров с меньшей толщиной стенки.
- Обычные детали, такие как чашки, контейнеры, игрушки, сантехника, электрические компоненты, телефонные трубки, крышки для бутылок, автомобильные запчасти и компоненты.
Это все о процессе литья под давлением. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на нашу веб-сайт для более информативных статей. Спасибо, что прочитали его.
Производственный процесс
- Преимущества и недостатки токарного станка
- Гидроабразивная и водоструйная обработка:принцип, работа, оборудование, применение, преимущества и недостат…
- Электронно-лучевая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Обработка лазерным лучом:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Электрошлаковая сварка:принцип работы, применение, преимущества и недостатки
- Принципы работы, преимущества и недостатки сварки MIG
- Принцип работы, преимущества и недостатки дизельного двигателя