


3 ключа к проектированию успешной HDI-печатной платы
HDI, сокращение от High Density Interconnection, представляет собой тип технологии печатных плат, начавший развиваться в конце 20-го века. Для традиционных печатных плат используется механическое сверление, имеющее некоторые недостатки, включая высокую стоимость при апертуре 0,15 мм и сложность улучшения из-за влияния сверлильного инструмента. Однако для печатных плат HDI используется лазерное сверление, и как только оно было представлено, оно получило огромную популярность. Платы HDI также называют лазерными платами, апертура которых обычно находится в диапазоне 3,0-6,0 мил (0,076-0,152 мм) и ширина линии 3,0-4,0 мил (0,076-0,10 мм), что приводит к тому, что размер площадки может быть резко уменьшено, так что больше макета может быть организовано в каждой единице площади. Технология HDI адаптирует и подталкивает развитие индустрии печатных плат, и теперь печатные платы HDI широко применяются во всех типах устройств.
С точки зрения конструкции платы, по сравнению с обычными печатными платами, существенное отличие состоит в том, что печатные платы HDI получают межсоединения через глухие отверстия и заглубленные отверстия, а не сквозные отверстия. Кроме того, в дизайне печатных плат HDI используется более тонкая ширина линий и меньший интервал, чтобы можно было полностью использовать пространство для компоновки и дорожек. Таким образом, новички в проектировании HDI должны знать, как организовать пространство для компонентов, как переключать приложения глухих отверстий, заглубленных отверстий и сквозных отверстий, а также как распределять пространство для сигнальных линий. Тем не менее, первой и самой важной задачей является понимание соответствующих технологических параметров в процессе производства HDI PCB.
Производственный процесс
• Диафрагма
Соотношение отверстий необходимо учитывать при проектировании сквозных и глухих/заглубленных отверстий. Для традиционного механического сверления, используемого в обычных печатных платах, отверстие сквозного отверстия должно быть более 0,15 мм, а отношение толщины платы к отверстию должно быть более 8:1 (в некоторых особых случаях этот параметр может быть 12:1 или более). Тем не менее, для лазерного сверления апертура лазерного отверстия должна быть в диапазоне от 3 до 6 мил, из которых рекомендуется 4 мил, а соотношение глубины отверстия для заполнения гальванического покрытия к апертуре должно быть не более 1:1.
Чем толще доска, тем меньше отверстие. В процессе нанесения покрытия химическому раствору трудно проникнуть на глубину сверления отверстий. Несмотря на то, что устройства для покрытия контуров прижимают раствор к центру просверливаемых отверстий посредством колебаний или нажатия, градиент концентрации делает центральное покрытие относительно тонким, что приводит к небольшому открытию контура на слоях просверливаемых отверстий. Что еще хуже, когда повышается напряжение или платы подвергаются ударам в суровых условиях, дефекты становятся более очевидными, что в конечном итоге приводит к разрыву цепи и выходу платы из строя. Поэтому проектировщики печатных плат должны полностью знать технические возможности производителей печатных плат заранее, в противном случае добавятся трудности с изготовлением печатных плат, увеличится процент брака или даже возникнет отказ в изготовлении.
• Стек
Стек слоев HDI PCB можно классифицировать на основе порядка слоев с глухими отверстиями. Вот некоторые типичные категории:
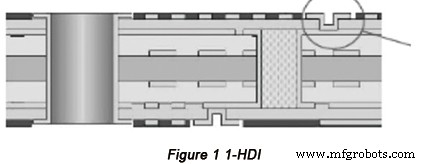
а. 1-HDI (с заглубленными отверстиями). На рисунке ниже показана структура 1-HDI с заглубленными отверстиями:1–2 глухих отверстия, 6–5 глухих отверстий, 2–5 заглубленных отверстий, 1–6 сквозных отверстий.
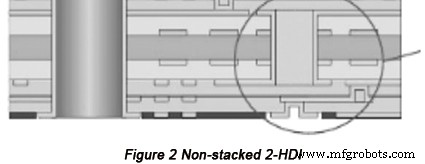
б. 2-HDI без штабеля (со скрытыми отверстиями). На следующем рисунке показана структура неуложенного 2-HDI с заглубленными отверстиями:глухое отверстие 1-2 (неуложенное), глухое отверстие 2-3 (неуложенное), глухое отверстие 8-7 (неуложенное), 7–6 глухих отверстий (не в стопку), 3–6 заглубленных отверстий, 1–8 сквозных отверстий.
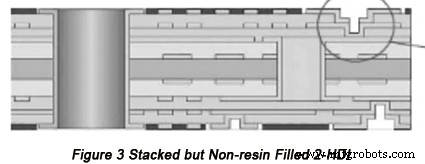
в. Составной, но не наполненный смолой 2-HDI. На рис. 3 показана структура сложенных друг в друга, но не заполненных смолой 2-HDI:1-2 глухих отверстия (в пакете), 2-3 глухих отверстия (в пакете), 8-7 глухих отверстий (в пакете), 7-6 глухих отверстий (в пакете) , 3–6 заглубленных отверстий, 1–8 сквозных отверстий.
д. Сложенный и наполненный смолой 2-HDI. На Рисунке 4 показана структура сложенных и наполненных смолой 2-HDI:1-2 глухих отверстия (уложены друг на друга), 2-3 глухих отверстия (уложены друг на друга и заполнены смолой), 8-7 глухих отверстий (уложены друг на друга), 7-6 глухих отверстий (уложены друг на друга) сложены и заполнены смолой), 3–6 заглубленных отверстий, 1–8 сквозных отверстий.
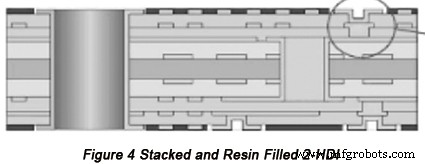
На доски обычно воздействуют давление и температура в процессе штабелирования, после чего в досках все еще остается напряжение. Если уложенные доски асимметричны, то есть распределение напряжений по обеим сторонам доски неравномерно, будет образовываться одностороннее коробление, резко снижающее выход плиты. Поэтому проектировщики должны подобрать асимметричную конструкцию стека и учитывать распределение глухих/заглубленных отверстий.
• Процесс
Технологический процесс будет обсуждаться на примере 4-слойного HDI с 1 стеком и 6-слойного HDI с 2 стеками в качестве примеров.
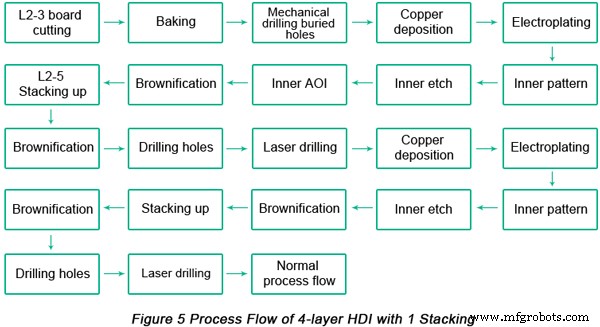
а. 4-слойный HDI с 1 укладкой. На следующем рисунке показан процесс 4-слойного HDI с 1 стеком.
Технологический процесс четырехслойного HDI очень похож на обычную печатную плату, за исключением последовательности сверления отверстий. Сначала идет механическое бурение заглубленных скважин 2-3 слоя, затем идет сквозное механическое бурение 1-4 слоя, затем идут 1-2 глухие скважины и 4-3 глухие скважины.
Если проектировщики напрямую просверливают 1-3 отверстия или 4-2 отверстия без преобразования 2-3 только на основании конструктивных требований или характеристик, такая конструкция создаст чрезвычайные трудности при изготовлении, что приведет к увеличению производственных затрат и количества брака. Поэтому при выборе метода сквозных отверстий необходимо учитывать существующую технологию и требования к изготовлению.
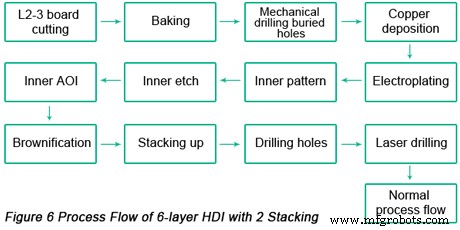
б. 6-слойный HDI с 2 укладками. На рис. 6 показан процесс 6-слойного HDI с 2 стеками.
Технологический процесс 6-слойного HDI с 2 укладками аналогичен процессу обычной печатной платы, за исключением последовательности сверления отверстий. Сначала идет механическое бурение заглубленных скважин на 3-4 слой, затем идет бурение заглубленных скважин на 2-5 слой, затем глухие скважины на 2-3 слой и 5-4 слой, затем сквозные скважины на 1-6 и в последнюю очередь бурение. из 1-2 глухих отверстий и 6-5 глухих отверстий.
Лазерное сверление используется в глухих отверстиях на плитах HDI, и высокая температура в процессе лазерного сверления прижигает стенку отверстия, в результате чего образуется коксовая пуговица, которая поглощается стенкой отверстия. Между тем, высокотемпературное прижигание сделает медь на втором слое окисленной. Поэтому после лазерного сверления перед гальванопокрытием следует провести предварительную операцию. Поскольку отверстие глухих отверстий относительно невелико, удалить коксовую кнопку сложно. Для 2-HDI требуется профессиональное покрытие и заполнение глухих отверстий, что существенно увеличивает стоимость.
Что еще хуже, поток процесса 6-слойного HDI с 2 укладками требует некоторых контрапунктов, так что накопленные ошибки контрапунктов будут расти, а процент брака продукта возрастет. Поэтому 2-HDI не рекомендуется, за исключением очень продвинутых продуктов.
Макет
Компоновка компонентов на платах HDI обычно имеет такую высокую плотность, что необходимо обеспечить возможность последующей установки, пайки и ремонтопригодности. Расстояние между компонентами можно определить на основе следующей таблицы.
| Компоненты на HDI | Интервал |
| Обычные стандартные процедуры и PIN-код других компонентов | >40 миль |
| BGA и PIN-код других компонентов | >80 миль |
| PIN в обычных компонентах | >20 миль |
Параметры, перечисленные в таблице 1, являются ограниченными значениями, отвечающими обычным требованиям пайки. В реальном производстве, с учетом возможности установки и обслуживания, интервалы должны быть максимально увеличены в пространстве, чтобы облегчить сборку, доработку и пайку.
Есть и другие аспекты, которые необходимо принимать во внимание с точки зрения макета:
• ВЧ/аналоговая/аналогово-цифровая преобразователь/цифровая часть должны быть строго разделены в пространстве. Расстояние между ними должно быть увеличено независимо от того, находятся они на одной или разных сторонах.
• Расположение одного и того же модуля должно быть расположено на одной стороне, чтобы уменьшить площадь сверления или смены слоев. Поэтому в процессе компоновки необходимо определить ключевые цепи и в соответствии с уровнем значимости сигналов расположить их вокруг ключевых компонентов.
• Мощные сигналы должны располагаться вдали от других сигналов.
Отслеживать
В процессе отслеживания необходимо учитывать некоторые элементы, включая минимальную ширину линии, контроль безопасного расстояния и однородность пути. Если расстояние слишком короткое, в процессе внутренней сухой пленки может образоваться клиппинг. Остатки пленки вызовут короткое замыкание. Если ширина линии слишком мала, пленка имеет настолько слабое поглощение, что может возникнуть обрыв цепи. Неравномерность контура приведет к неравномерности распределения толщины меди и скорости истечения смолы в разных точках. Поэтому в процессе проектирования необходимо учитывать неравномерность дорожек и меди.
Есть и другие аспекты, которые необходимо учитывать при отслеживании:
• Компоненты верхнего и нижнего слоев имеют относительно хороший эффект изоляции, поэтому взаимные перекрестные помехи между сигналами внутреннего слоя должны быть уменьшены.
• Для важных радиочастотных и аналоговых сигналов вокруг каждого сигнала должен быть обеспечен короткий путь оплавления "земля-земля".
• Глухие отверстия без помех физического соединения не должны добавляться к области дорожек важных сигналов, чтобы избежать взаимных помех, но глухие отверстия, принадлежащие заземляющей сети, могут быть.
• Из-за ограниченного пространства для отслеживания это в первую очередь пространство для отслеживания важных сигналов и сигналов с требованиями к импедансу.
• Исходя из способности источника питания выдерживать ток, следует избегать моноблочного покрытия, чтобы уменьшить помехи другим сигналам.
• Если качество сигнала стоит на первом месте, глухие отверстия можно просверлить непосредственно на контактной площадке. Для области BGA глухие отверстия и контактная площадка могут оставаться касательными, чтобы избежать влияния на пайку BGA.
• Глухие/заглубленные отверстия хуже сквозных с точки зрения непрерывности. Следовательно, для сигналов с требованием импеданса длина проводов между контактной площадкой и глухими отверстиями, глухими отверстиями и скрытыми отверстиями должна быть укорочена, а верхняя и нижняя поверхности сигналов должны быть завершены.
В заключение, в процессе проектирования плат HDI необходимо заранее полностью учитывать сложную технологичность. Технологические параметры обычных печатных плат знакомы большинству дизайнеров, в то время как новички в проектировании HDI должны знать спецификацию HDI PCB производителей нестандартных печатных плат, чтобы обеспечить свои проекты.
Свяжитесь с PCBCart, чтобы получить индивидуальное предложение по изготовлению печатных плат HDI
Компания PCBCart имеет более чем десятилетний опыт производства и сборки печатных плат HDI. У нас есть все, что нужно, чтобы профессионально и в то же время экономично превратить вашу схему межсоединений высокой плотности в полнофункциональные печатные платы. Только что закончили проектирование печатной платы HDI? Свяжитесь с нами на этой странице, чтобы получить индивидуальное предложение по производству печатных плат HDI. Вам ничего не стоит узнать цену печатной платы!
Полезные ресурсы
• Что-то, что вы должны знать о HDI
• Важные элементы, которые вы не знаете о встроенных и слепых печатных платах HDI Flex-rigid
• Как оценить производителя автомобильных HDI-печатных плат
• Высокотехнологичная услуга по изготовлению печатных плат HDI от PCBCart
Промышленные технологии
- 4 ключа к успешному подсчету потенциальных клиентов в B2B
- Печатная плата радиатора
- Целостность сигнала и печатная плата
- Безгалогенная печатная плата
- Рекомендации по панелеванию печатных плат
- Руководство по элементам жесткости для печатных плат
- Типы отверстий для печатных плат
- Подсчет прыжков на печатной плате
- Толщина печатной платы
- Текст легенды печатной платы:несколько важных моментов, о которых следует помнить при разработке легенды печ…