


Вы действительно знаете, что такое EDM?
Возможно, вы ежедневно сталкиваетесь с EDM в процессе производства, но много ли вы знаете об EDM?
Во-первых, знаете ли вы, как появилась технология EDM? В 1943 году, когда Лазаренко и его жена, академики Академии наук бывшего СССР, изучали явление и причины повреждения контактов выключателя коррозионным искровым разрядом, они обнаружили, что мгновенная высокая температура электрической искры может расплавить и испарить местные металлы. и разрушить их.
Люди также пользуются сервисом Wire EDM. с помощью метода эффективного и быстрого завершения процесса обработки продукции в области производства промышленных товаров и деталей.
Итак, каков принцип EDM? Давайте продолжим чтение, чтобы понять принцип электрической обработки и ее микроскопический механизм.
Какой метод обработки можно назвать EDM? <сильный>
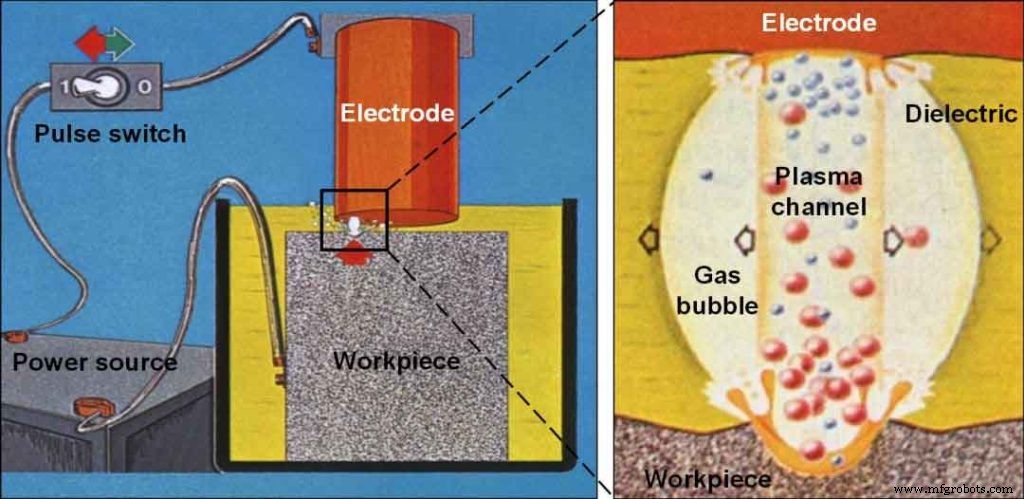
Электроэрозионная обработка — это метод обработки, при котором материалы плавятся и разрушаются под действием высокой температуры (мгновенная температура до 10000°C), возникающей в микроскопическом процессе импульсного разряда.
Микроскопический процесс импульсного разряда <сильный>
Электроэрозионная обработка — это процесс непрерывного удаления металла с помощью электрического разряда. Хотя время импульсного разряда короткое, это сложный процесс из-за совместного действия электромагнетизма, термодинамики и гидромеханики. Подводя итог, процесс импульсного разряда можно разделить на следующие этапы:
Ионизация, пробой и формирование каналов разряда межполярных диэлектриков <сильный>
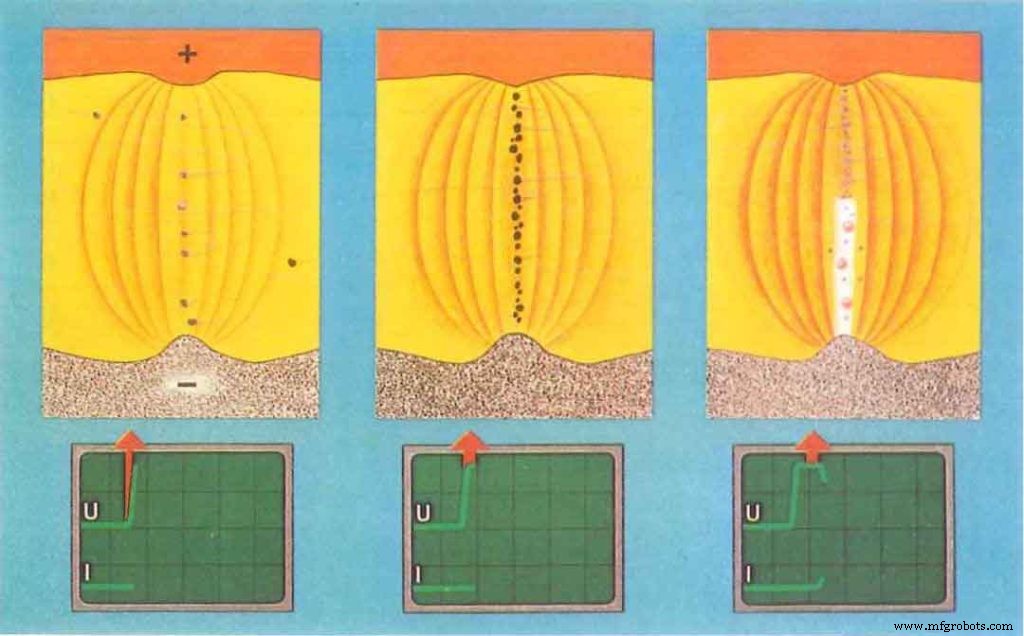
Когда между электродом-инструментом и заготовкой подается импульсное напряжение, между двумя электродами немедленно образуется электрическое поле. Напряженность электрического поля пропорциональна напряжению и обратно пропорциональна расстоянию. С увеличением напряжения между электродами или уменьшением расстояния между электродами напряженность электрического поля между электродами также будет увеличиваться.
Поскольку микроскопическая поверхность электрода-инструмента и заготовки неровная, а расстояние между электродами очень мало, напряженность электрического поля между электродами очень неравномерна, а напряженность электрического поля в выступающей точке или кончике, ближайшем к два электрода, как правило, самые большие. Когда напряженность электрического поля увеличивается до определенной величины, диэлектрик разрушается, сопротивление разрядного промежутка быстро уменьшается от изолирующего состояния до долей ома, а ток в промежутке быстро возрастает до максимального значения.
Из-за малого диаметра канала плотность тока в канале высокая. Напряжение на промежутке быстро падает от напряжения пробоя до напряжения поддержания искры (обычно около 20–30 В), а ток возрастает от 0 до определенного пикового значения.
Термическое разложение среды, плавление материала электрода, тепловое расширение парообразования <сильный>
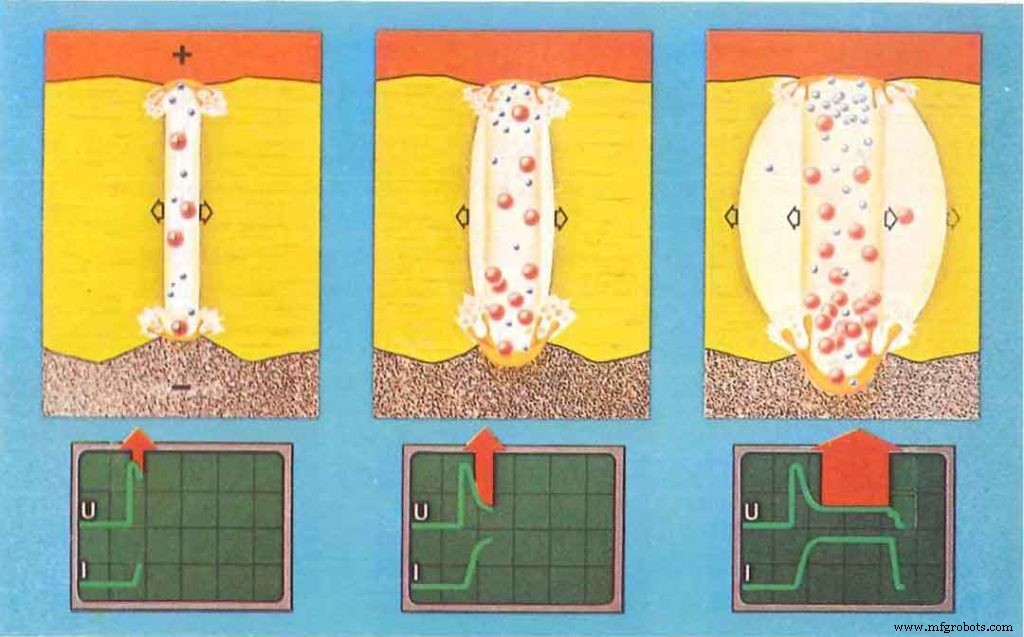
Как только межэлектродная среда ионизируется и разрушается, образуя канал разряда, импульсный источник питания заставляет электроны между каналами в ЭДМ с высокой скоростью бежать к положительному электроду, а положительные ионы - к отрицательному электроду.
Электрическая энергия становится кинетической энергией, а кинетическая энергия преобразуется в тепловую энергию при столкновении. Поэтому поверхности положительного и отрицательного электродов в канале становятся мгновенными источниками тепла соответственно, достигая очень высоких температур. Высокая температура канала испаряет рабочую текучую среду, а затем термический крекинг разлагает и испаряет ее.
Эти испарившиеся рабочие жидкости и пары металлов внезапно увеличиваются в объеме и превращаются в пузырьки в разрядном промежутке. Эти пузырьки быстро и термически расширяются и имеют характеристики взрыва.
Наблюдая за процессом электроэрозионной обработки, видно, что из разрядного промежутка выходят пузырьки, рабочая жидкость постепенно чернеет, слышен слабый и четкий звук взрыва.
Это связано с тем, что EDM в основном зависит от теплового расширения и локального микровзрыва для плавления и испарения материала электрода и коррозии поверхности материала для достижения цели резки.
Обращение с электродными материалами <сильный>
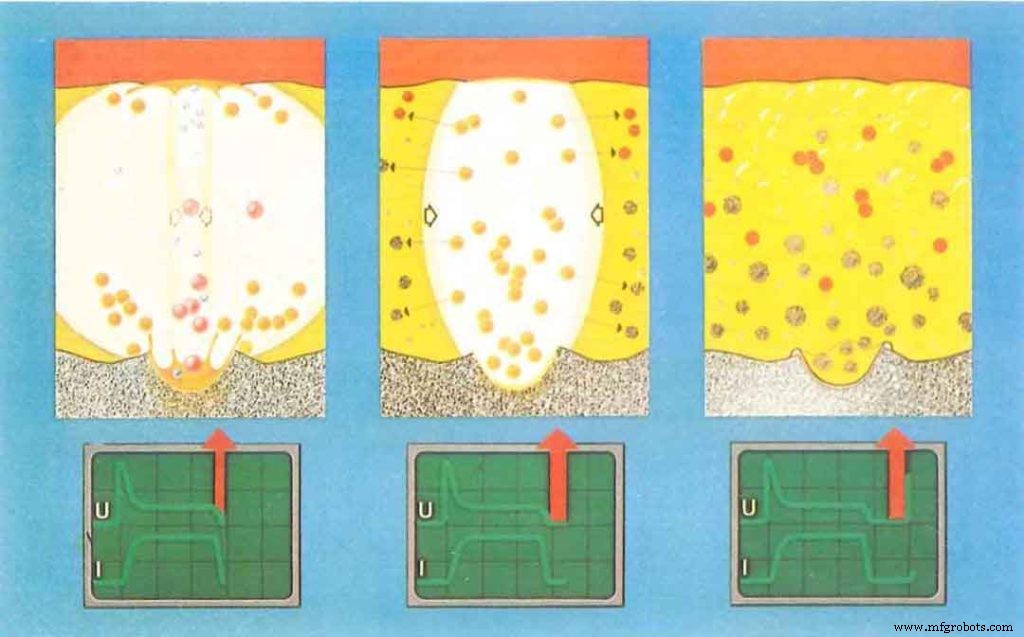
В процессе работы электроэрозионного станка мгновенная высокая температура точки разряда на поверхности канала электроэрозионного станка и положительного и отрицательного электродов вызывает испарение рабочей жидкости, плавление и испарение металлического материала. Такое тепловое расширение создаст высокое переходное давление.
Давление в центре канала самое высокое, так что испаряющийся газ непрерывно расширяется наружу, а расплавленная металлическая жидкость и пар под высоким давлением выталкиваются наружу и выбрасываются в рабочую жидкость.
Из-за действия поверхностного натяжения и сцепления выбрасываемый материал имеет наименьшую площадь поверхности и при конденсации конденсируется в мелкие сферические частицы.
Когда расплавленный и испарившийся металл сбрасывается с поверхности электрода, он разбрызгивается повсюду. За исключением того, что большая его часть выбрасывается в рабочую жидкость и сжимается в мелкие частицы, небольшая часть разбрызгивается, осаждается и адсорбируется на противоположной поверхности электрода.
Это явление взаимного разбрызгивания, напыления и адсорбции может быть использовано для уменьшения или компенсации потерь электродов-инструментов при обработке при определенных условиях.
Процесс травления и литья металлических материалов намного сложнее.
Ионизация межполярной среды <сильный>
С окончанием импульсного напряжения импульсный ток также быстро падает до нуля, но после этого должно пройти еще короткое время для деионизации междоузельной среды, т. е. для рекомбинации заряженных частиц в канале разряда в нейтральные частицы.
Благодаря быстрому восстановлению диэлектрической прочности среды в канале разряда и снижению температуры поверхности электрода и другим мерам можно избежать дугового разряда, вызванного повторным разрядом в том же месте в следующий раз.
Видно, что для обеспечения нормального выполнения процесса электроэрозионной обработки обычно должно быть достаточное время интервала между двумя импульсными разрядами.
Кроме того, в точках пробоя и разряда должно быть место для рассеивания и переноса, иначе разряд только возле одной точки, и легко образовать дугу.
Промышленные технологии
- Что такое электроэрозионная обработка (EDM) резки?
- Что нужно знать о сертификации CMMC
- Знаете ли вы, чего стоит ваш бизнес?
- Что нужно знать об испытаниях трансформаторного масла
- Что такое электроэрозионная обработка (EDM)?
- Что нужно знать о сборке печатных плат
- Что такое соответствие ТАА? 5 вещей, которые вы должны знать
- Двигатели переменного и постоянного тока:что вам нужно знать
- Что нужно знать о сверлении отверстий с помощью электроэрозионного станка
- Что такое накатка? Вот что вы должны знать