


Советы, как избежать нежелательных допусков при обработке с ЧПУ
С развитием технологии ЧПУ обработка с ЧПУ требуется, чтобы быть тоньше, в то время как нежелательный допуск все еще существует в процессе обработки. так как же нам максимально избежать нежелательной толерантности? Следующий отрывок может решить проблему.
В обработке с ЧПУ термин допуск обычно используется в двух разных контекстах:один относится к станкам с ЧПУ, а другой предназначен для обработки с ЧПУ.
В станке с ЧПУ допуск — это сертификат точности размеров, к которому может приблизиться станок при обработке детали. И сертификация может быть очень точной для станков с ЧПУ, потому что их обрабатываемые детали могут иметь точность ± 0,0025 мм, что составляет четверть размера человеческого волоса. В то время как допуски различных станков с ЧПУ увеличиваются и уменьшаются, обычно они указываются, например, производителями. 0,02 мм — это типичный средний допуск, в то время как поставщики указывают его в соответствии с требованиями клиентов.
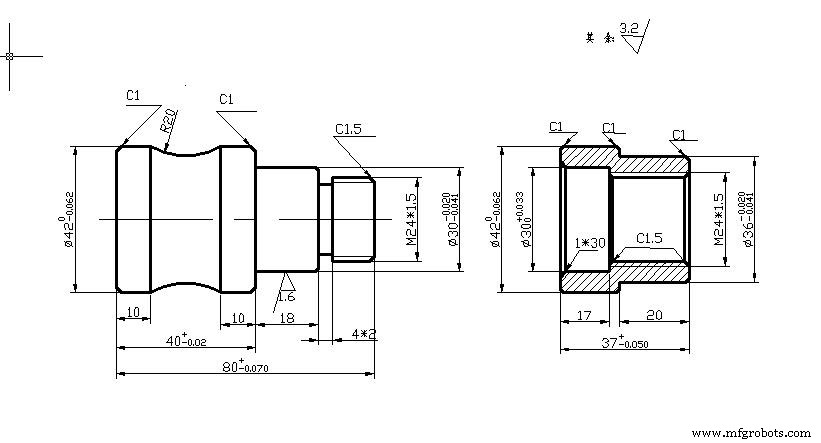
Допуск — это допустимый диапазон изменения размера детали при проектировании и изготовлении при условии, что не могут быть затронуты функции всех деталей. В отличие от допусков при обычной обработке драгоценных металлов с ЧПУ, конструкторы определяют его с помощью функции, посадки и формы детали, которые являются важными ключами для компонентов, которые сопрягаются или взаимодействуют друг с другом. Например, по сравнению с дверной ручкой детали электродвигателя должны иметь более высокий допуск. Это связано с тем, что последний имеет много функций, которые сочетаются с другими компонентами. Допуск всегда представлен отмеченным числом, написанным рядом с размером, к которому он относится.
| Диапазон линейных размеров | f(хорошо) | м(средний) | c(грубый) | v(очень грубо) |
| от 0,5 до 3 | <тд>±0,05 <тд>||||
| от 3 до 6 | <тд>±0,05±0,1 | <тд>±0,3 <тд>±0,5|||
| от 6 до 30 | ±0,1 | <тд>|||
| от 30 до 120 | ±0,1 | <тд>±0,3 <тд>±0,8 <тд>±1,5|||
| от 120 до 400 | <тд>±0,2 <тд>±0,5 <тд>||||
| от 400 до 1000 | <тд>±0,3 <тд>||||
| от 1000 до 2000 | <тд>±0,5 <тд>||||
| от 2000 до 4000 | <тд>
приемлемо стандартный допуск <сильный> в ЧПУ Обработка .
Общие допуски могут быть определены для линейных или угловых измерений, а также для фасок или других закругленных частей. Эти допуски определяют стандартные допуски для 4 различных классов на основе их диапазона для размера детали.
Эти классы сгруппированы в диаграмму, в которой различные пределы допуска разделены на очень грубые (v), грубые (c), средние (m) и точные (f).
Диапазон для каждого предела допуска для определенного размерного кронштейна основан на международных стандартах (EN 20286, JIS B 0401, ISO 286, ISO 1829, ISO 2768, ANSI B4.1, ANSI B4.2).
Что вызвало толерантность во время ЧПУ Обработка?
Вот 7 факторов, которые, по моему мнению, могут привести к допуску ЧПУ
1. Ошибка программирования.
Эта ошибка в основном возникает в процессе программного обеспечения для программирования ЧПУ, которая относится к разновидности ошибки интерполяции, то есть ошибка, возникающая при аппроксимации контура детали с использованием прямой линии или сегмента дуги, что играет важную роль. в точности обработки детали. Среди влияющих факторов это очень важная причина.
2. Ошибка дуги вершины инструмента.
В процессе вырезания внутреннего отверстия, когда операция выполняется по внешнему кругу, дуга вершины инструмента обычно не влияет на размер и форму, но когда обрабатывается коническая поверхность или дуга, дуга вершины инструмента будет влиять на нее. обычно приводит к перерезу или недорезу.
3. Погрешность измерения.
На эту ошибку обычно влияет точность измерения измерительного инструмента, а также может иметь определенное влияние, поскольку замерщик не использует правильный метод измерения, и измеренный размер обычно отклоняется.
4. Ошибка износа инструмента.
Когда станок с ЧПУ работает непрерывно, материал обрабатываемых деталей и сам инструмент находятся в среде с высокой температурой и высоким давлением, а наконечник инструмента обычно сильно изнашивается, что также приводит к определенным ошибкам. В начале работы скорость износа тултипа будет быстрее, а затем она будет становиться все меньше и меньше, пока, наконец, снова не появится тенденция к постепенному ускорению.

5. Ошибка, вызванная обратной потерей импульса.
Ошибка станка с ЧПУ вызвана зазором между станками и упругой деформацией между трансмиссионными частями станка.
6. Ошибка настройки инструмента.
Основной процесс этого типа ошибки находится в процессе настройки инструмента. Когда инструмент начинает перемещаться в положение начальной точки, операционная система генерирует определенное значение коэффициента регулировки подачи, которое влияет на отклонение.
7. Системная ошибка станка.
Определенное влияние может оказывать корпус станка, в результате чего появляются допуски формы и положения, которые обычно не поддаются регулировке; в сервоприводе приводное устройство будет иметь определенную повторяющуюся ошибку позиционирования во время работы, которая вызвана машинным импульсом. Размер эквивалента оказывает определенное влияние на систему, а однородность и путь передачи будут влиять на систему, но две вышеупомянутые ошибки относительно малы и стабильны, и их необходимо учитывать только во время точной обработки.
Как избежать нежелательной толерантности? <сильный>
В реальной эксплуатации станки с ЧПУ не могут обрабатывать детали без ошибок, но если в работу станков с ЧПУ будут внесены определенные улучшения, ошибки будут эффективно контролироваться в разумных пределах.
Во-первых, прежде чем детали будут обработаны ЧПУ, должна быть написана программа обработки с определенной степенью выполнимости. Вообще говоря, существует два метода написания программ:один — это ручное программирование, а другой — компьютерное программирование.
Перед обработкой деталей с помощью числового программного управления должна быть написана программа обработки с определенной степенью выполнимости. Вообще говоря, существует два метода написания программ:один — это ручное программирование, а другой — компьютерное программирование.
Ручное программирование
Ручное программирование обычно применимо только к написанию простых программ обработки деталей, и в этой ссылке, как правило, нет никаких отклонений.
Компьютерное программирование
Компьютерное программирование направлено на написание востребованных и сложных программ обработки деталей, но из-за необходимости использования соответствующего программного обеспечения для установки точки смены инструмента и траектории неизбежно возникнут некоторые проблемы, требующие очень высокого уровня модификаций и настроек. В то же время обратите внимание на то, имеет ли программа чрезвычайно высокую реализуемость. Эти аспекты могут привести к ошибкам. Вообще говоря, увеличение количества узлов может эффективно решить такие проблемы.
Работа с радиусом вершины инструмента
После завершения программирования следует обратить внимание на значение радиуса вершины инструмента. В программе должны использоваться не только соответствующие инструкции, но также должно быть измерено значение радиуса вершины инструмента, принадлежащее станку с ЧПУ. После измерения необходимо установить страницу настройки параметров. Только после входа в такой процесс можно использовать соответствующее значение в команде программы ЧПУ, в противном случае значение радиуса вершины инструмента по умолчанию в системе всегда равно нулю. Поэтому мы должны обращать внимание на материал используемого инструмента и часто проверять, зажата ли заготовка и резцедержатель и соответствует ли стандарту длина торчащей из приспособления заготовки.
После этого необходимо выполнить работу по настройке ножа, обычно используя пробную резку и набор ножей. Выбор инструментов может улучшить качество обработки, с одной стороны, а также способствовать повышению эффективности обработки.
Наша терпимость к станкам с ЧПУ
Вот таблица допусков нашей обработки, которая может контролировать детали внутри.
| Процесс | Допуск |
| ЧПУ Фрезерование | ± 0,005″(металл)/±0,010″(пластик) |
| ЧПУ Поворот | ± 0,005″(металл)/±0,010″(пластик) |
| ЧПУ Токарный станок | ± 0,005″(металл)/±0,010″(пластик) |
| Гравировка | ± 0,005″(металл)/±0,010″(пластик) |
| Отделка поверхности | 125РА |
Правильная эксплуатация может не только улучшить точность ЧПУ, но и сэкономить время ЧПУ <сильный>
По сравнению с обычными станками станки с ЧПУ сильно отличаются. Невозможно напрямую применить методы, используемые для управления обычными станками, к станкам с ЧПУ. Согласно опыту заводов с длительным сроком службы, как правило, завод с большим количеством станков с ЧПУ лучше всего подходит для централизованного управления и разумной компоновки в соответствии с производством. Если позволяют условия, компьютер можно использовать для интегрированного управления, и компьютер может управлять всей информацией о задании унифицированным образом, так что может быть обеспечен обмен информацией, что может значительно сократить время подготовки, необходимое для производства, а производительность естественным образом возрастет. увеличить.
Заключение <сильный>
Во всем процессе обработки ошибки неизбежны, но если в метод работы станков с ЧПУ будут внесены дополнительные улучшения, в реальном производственном процессе, независимо от производства и обработки мелкосерийных деталей, по-прежнему существуют требования к средней точности. . Слишком жесткие или слишком большие допуски только увеличат время обработки.
На самом деле, для многих деталей с ЧПУ не требуются уникальные допуски, в то время как для разных станков существуют используемые стандартные допуски. Если вы не уверены в допусках, используйте стандартные значения в качестве размеров. Если в этом нет необходимости, старайтесь не указывать допуски. В JTR вы можете получить профессиональную консультацию от нашей профессиональной команды. Не ждите, чтобы связаться с нами, если у вас есть какие-либо интересы.
Промышленные технологии
- 12 советов по развитию вашего бизнеса в области станочной обработки с ЧПУ
- Почему вы должны выбрать обработку с ЧПУ для быстрого прототипирования?
- Обработка с ЧПУ:лучшие методы для вас
- Обработка с ЧПУ для керамики
- Советы по обработке титана на станках с ЧПУ:аэрокосмическая отрасль и не только
- Прецизионная обработка с ЧПУ:все, что вам нужно знать
- ЧПУ и аддитивная обработка для металлических прототипов
- 4 секретных совета по повышению производительности 5-осевого ЧПУ
- Советы перед формированием модели ЧПУ
- Обычные исходные материалы для прецизионной обработки с ЧПУ, которые вы должны знать