


Руководство по компенсации режущего инструмента:что такое G41 и G42?
Обработка на станках с ЧПУ — это большой бизнес. По оценкам, по состоянию на 2020 год объем производства станков с ЧПУ составляет 81,95 млрд долларов США, а к 2028 году ожидается, что он достигнет 128,4 млрд долларов США.
Этот рост обусловлен повышенным спросом на прецизионные детали в результате развития технологий и персонализации. Не говоря уже о требованиях устойчивого развития и строгих стандартах таких отраслей, как аэрокосмическая, медицинская и военная.
Конвергенция технологий и потребительского спроса на более высокие допуски означает, что производители прецизионных изделий должны полностью использовать все имеющиеся в их распоряжении инструменты, чтобы оправдать ожидания. От выбора правильных характеристик прочности материала, подходящего станка до правильного качества инструментов — компании стремятся добиться большей точности во всех деталях.
Одним из таких методов является использование компенсации режущего инструмента.
Что такое вознаграждение резчика?
Компенсация фрезы (cutter comp) или компенсация диаметра фрезы (CDC) позволяет запрограммировать корректировку траектории на станке с ЧПУ для повышения точности и компенсации характеристик станка, инструмента или материала.
Смещая центральную линию от вала инструмента к кромке фрезы, программа может использовать геометрию для определения направления смещения вместо центральной точки инструмента на валу.
Одним из преимуществ этого процесса является то, что одну и ту же программу можно использовать для инструментов разного диаметра. Это также имеет то преимущество, что позволяет компенсировать такие проблемы, как размер инструмента, износ инструмента и может компенсировать отклонение инструмента. Это делает компенсацию режущего инструмента необходимой для качества, точности и универсальности.
Компенсация режущего инструмента также действует как дополнительная защита для точности. Многие программы САПР автоматически рассчитывают траектории для сложных деталей. Хотя это делается точно с помощью программного обеспечения САПР, оно не позволяет оператору использовать другой инструмент, чтобы сэкономить время при смене инструмента. Это также может не позволить компенсировать износ инструмента, чтобы обеспечить точную резку детали даже при слегка изношенном инструменте.
Компенсация на режущий инструмент использует G-код компенсации на режущий инструмент для определения фактического выполняемого смещения. Это может быть компенсация диаметра фрезы или компенсация радиуса фрезы, в зависимости от резания и размера инструмента. Осевая линия всегда задается на основе радиуса инструмента — если меньше, деталь будет подрезана.
Но в деталях со сложной геометрией или контурами форма инструмента и программирование могут не резать с требуемой точностью. Здесь вступает в действие компенсация режущего инструмента. Если рез равен или меньше радиуса инструмента, радиус инструмента используется в качестве смещения. Если размер инструмента и требуемый разрез больше радиуса, смещение диаметра инструмента может использовать центральную линию для определения наилучшего пути.
Когда следует использовать компенсацию обрезки?
Станки с ЧПУ запускают G-код, чтобы определить траекторию движения инструмента для штучной работы. Но часто необходимо внести небольшие корректировки, чтобы учесть отклонение или износ инструмента. Компенсация на режущий инструмент позволяет вносить незначительные корректировки без замены инструментов или переписывания G-кода.
Путем добавления диаметра инструмента вручную в систему управления станком положение инструмента можно откалибровать заново. Часто нет необходимости менять инструменты или переставлять их в каретке.
Детали с обширными контурами или сложной геометрией часто являются кандидатами на резку. Пример можно найти в обсуждении всплывающей подсказки. Поскольку координаты центра всплывающей подсказки часто определяют установочные координаты, программа может не отражать действительные координаты режущей кромки. Если размер детали влияет на срез на конце, можно использовать компенсацию режущего инструмента.
Как использовать компенсацию режущего инструмента
Компенсацию на режущий инструмент можно эффективно использовать на станках с ЧПУ, запрограммированных вручную, и это отличный способ добиться точности детали без чрезмерной смены инструментов и других настроек. Тем не менее, автоматизированные станки с ЧПУ также используют режущий блок для повышения точности. С помощью G-кодов компенсация на режущий инструмент может сократить время производства, исправить ошибки и уменьшить потребность в ручном фрезеровании.
Станки с ЧПУ считывают инструкции G-кода, чтобы определить, где расположить режущий инструмент относительно детали и на основе диаметра инструмента, из которого он получает радиус. Таким образом, операторы могут вводить диаметр инструмента, а не вручную вычислять компенсацию радиуса фрезы из таблицы смещений, уменьшая человеческий фактор и экономя время.
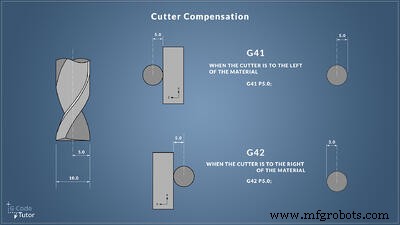
Вот некоторые из кодов корректировки:
- Код G41 разрешает компенсацию слева от траектории инструмента.
- Код G42 активирует правильную компенсацию справа от траектории движения инструмента.
- Если G-коды имеют связанный с ними номер D-кода, который следует за G-кодом, для смещения будет использоваться диаметр. Номер D сообщает станку, какой инструмент использовать, а система управления станком с ЧПУ рассчитывает смещение, используя диаметр инструмента.
 Источник
Источник
Если код отсутствует, при программировании будет использоваться радиус инструмента. Это различие позволяет использовать более крупный инструмент для резки, поскольку компенсация радиуса фрезы и, следовательно, смещение могут быть математически определены станком с ЧПУ.
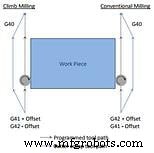
Попутное фрезерование
Требуемая компенсация инструмента может зависеть от того, использует ли станок попутное или традиционное фрезерование. При попутном фрезеровании резание происходит в том же направлении, что и подача заготовки, и режущая кромка ударяет по заготовке в верхней части резания. Этот метод требует меньше повторной резки, потому что стружка отстает от фрезы. Он также потребляет меньше энергии, а инструменты служат на 50 % дольше.
Попутное фрезерование часто используется в автоматизированных станках с ЧПУ. Хотя люфт всегда следует принимать во внимание, детали можно обрабатывать легче. Этот процесс обеспечивает лучшее качество поверхности и требует меньшей компенсации.
Традиционное фрезерование
Большинство современных фрезерных станков с ЧПУ используют попутное фрезерование. Но обычное фрезерование может потребоваться, если заготовка требует деформационного упрочнения, поскольку при этом методе выделяется тепло. Это также приводит к повышенному износу инструмента, и фреза улавливает большую часть срезанной стружки и перерезает ее по мере выполнения работы.
Станки с ЧПУ с ручным управлением, использующие обычное фрезерование, могут быть запрограммированы на компенсацию режущего инструмента с использованием таблицы смещения для решения многих проблем. Оператор выбирает значение из таблицы инструментов и вводит его. Это помогает уменьшить ручной аспект смены инструмента или непрерывного повторного прохода для чистовой обработки детали в соответствии со спецификацией.
 Источник:MachMotion
Источник:MachMotion
Различные методы использования Cutter Comp
Тип и цель компенсации режущего инструмента зависят от требуемого направления действия. Большинство станков с ЧПУ допускают компенсацию по двум осям, осям X/Y или X/Z.
Радиус режущего инструмента должен быть перпендикулярен области реза. Компенсацию на режущий инструмент также можно использовать для учета разницы между запрограммированной траекторией инструмента и фактической траекторией инструмента относительно диаметра инструмента. В этом случае компенсация будет следовать той же траектории инструмента.
Например, предположим, что используемый инструмент представляет собой повторно заточенную фрезу с диаметром 0,10 мм, удаленным во время заточки. В этом случае компенсация вернет траекторию инструмента, используя фактический радиус и положительное смещение, чтобы компенсировать и удалить дополнительные 0,10 мм.
Компенсация на режущий инструмент также используется для учета инструмента большего диаметра. Станок с ЧПУ считывает фактический диаметр инструмента и корректирует с отрицательным значением, чтобы позволить инструменту большего диаметра выполнять такой же рез с использованием смещения диаметра.
Автоматизация и мониторинг упрощают компенсацию режущего инструмента
Компенсация на режущий инструмент используется как на автоматизированных станках с ЧПУ, так и на станках с ручным программированием. Тем не менее, учитывайте сопутствующие факторы. Станок должен быть запрограммирован с помощью кода G41 или G42 для выполнения движений замедления и замедления, необходимых для компенсации. В качестве альтернативы должна следовать команда G40 «Выкл», чтобы компенсация не выполнялась там, где она не нужна.
Несмотря на то, что компенсация режущего инструмента является мощным инструментом для обеспечения точности деталей, она по-прежнему подвержена человеческим ошибкам, если выполняется вручную. Например, оператор может запрограммировать компенсацию с помощью P-кодов, чтобы указать радиус инструмента вручную.
Но для этого нужно знать радиус инструмента, знать, что он в первозданном состоянии, и понимать требования к программированию. Используя код G41 или G42, станки с ЧПУ можно запрограммировать на автоматическое применение компенсации на режущий инструмент на основе измерения переменных. Это экономит время и трудозатраты, а также снижает вероятность человеческой ошибки при расчетах вручную с использованием таблицы инструментов. Автоматизируя компенсацию режущего инструмента, машины могут выполнять работу более точно.
Получить максимальную отдачу от ваших инструментов
Использование решения для мониторинга инструмента может помочь производителям точных инструментов лучше понимать и использовать весь срок службы своих инструментов, предотвращать простои из-за катастрофических отказов и чрезмерной замены инструмента, а также значительно сокращать брак деталей из-за изношенных инструментов.
Компания BC Machining, производитель сборных металлических деталей, производила такое большое количество лома, что им приходилось запускать свои машины на 200% мощности только для того, чтобы достичь своих производственных целей. Не зная, когда инструменты изношены или вот-вот сломаются, BC Machining накопила значительные затраты на производство лома и замену сломанных инструментов.
Чтобы предотвратить образование брака и максимально увеличить срок службы инструмента, они заключили партнерское соглашение с MachineMetrics. Прочтите наш пример из практики, чтобы узнать, как компания BC Machining практически избавилась от брака из-за износа инструментов, значительно сократила время их замены и ежегодно экономила 72 тыс. долл. США на каждом станке.
Прочитайте полный пример из практики.

Промышленные технологии
- Что такое фрезерование? - Определение, процесс и операции
- Что такое токарно-револьверный станок?
- Что такое строгальный станок? - определение, детали и типы
- Что такое NC-обработка? - Определение и основное руководство
- Что такое сварка трением с перемешиванием? - Процесс и применение
- Что такое обработка? - Определение, процесс и инструмент
- Руководство по печатным платам и IoT
- Что такое J-Hook в Punch и как его предотвратить?
- Что такое малый инструмент и шлифовальный станок?
- Что такое инструмент с ЧПУ и шлифовальный станок?