


Недавно обнаруженные варианты использования:объяснение нашего предложения Predictive Machining
Первоначально опубликовано на сайте Towards Data Science
В течение последних нескольких месяцев мы незаметно отслеживали и обнаруживали новые варианты использования нашего продукта для предиктивной обработки. Благодаря оптимизированному интерфейсу оператора, который также удобно удваивается как «закулисная» платформа для сбора помеченных данных, мы уже видели сотни отказов инструментов, отказов подшипников и других сценариев отказа оборудования.
Совместно с нашими клиентами мы составили большой каталог того, как выглядят типичные отказы оборудования с точки зрения данных двигателя, и мы очень рады этому. поделиться с вами сегодня. Мы рассмотрим шесть сценариев, которые мы видели повторяющимися на нескольких сайтах клиентов, и то, как они выглядят как с точки зрения «точек на графике», так и с точки зрения их физического проявления в цехе. Они заключаются в следующем:
- Отказы концевых фрез, приводящие к плохой отделке и браку деталей
- Отказы шарикоподшипников, приводящие к повреждению корпуса шпинделя
- Отказы инструментов для черновой обработки, приводящие к каскадным отказам инструментов для чистовой обработки
- Неправильное смещение, приводящее к смещению направляющей втулки
- Сбой инструмента, приводящий к неполной обрезке
- Неверная оценка срока службы инструмента, приводящая к чрезмерному или недостаточному использованию инструментов
Прежде чем мы перейдем к хорошему, давайте рассмотрим наш тезис о нашем предложении прогнозирующей обработки:
Мы извлекаем подробные данные со встроенных датчиков на машине, чтобы прогнозировать и предотвращать различные сценарии, которые могут оказаться дорогостоящими.
- Подробные данные:частота дискретизации 1 миллисекунда -> 170 миллионов наблюдений в день на двигатель, точность до 0,001 об/мин для скорости шпинделя, непрерывная мощность 0,01%/ загрузить
- Встроенные датчики:дополнительные датчики не нужны, так как данные обязательно доступны на всех современных станках с ЧПУ. Мы извлекаем только те данные, которые машина использует для запуска внутреннего контура обратной связи. Все продемонстрированные сценарии были развернуты во время пандемии COVID-19, и персонал MachineMetrics ни разу не ступил на территорию завода
- Прогнозирование и предотвращение дорогостоящих сценариев. Описанные ситуации стоят нашим клиентам денег, а предотвращение их экономит их деньги. Мы монетизируем это, забирая часть сбережений.
Отказы концевых фрез
Для справки:на каждой машине MachineMetrics есть планшет оператора. , то есть просто планшет Samsung Galaxy или iPad, указывающий на веб-страницу конкретного компьютера в нашем продукте SaaS.

Клиент использует наш планшет оператора.
Планшет оператора напрямую подключен к нашей платформе, поэтому всякий раз, когда машина останавливается, сигнал отправляется с машины на наше устройство Edge, который затем отправляется в облако, где он агрегируется и отображается на панели с другими метриками. Затем планшет отображает эту новую информацию и выводит на веб-страницу машины всплывающее окно, предлагающее оператору объяснить, почему машина вышла из строя.
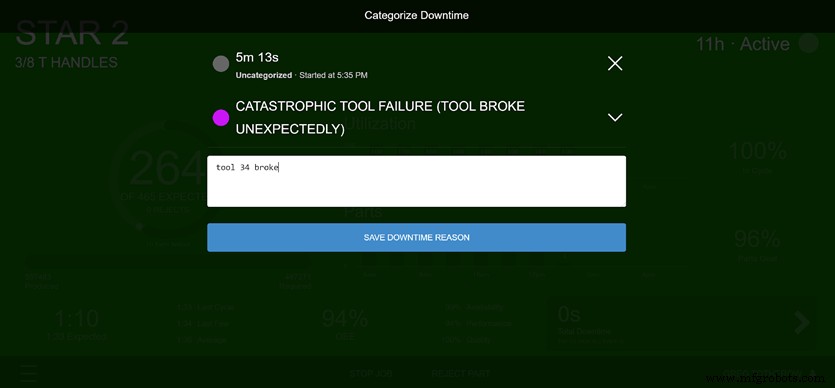
Когда машина останавливается, появляется всплывающее окно с просьбой добавить код причины.
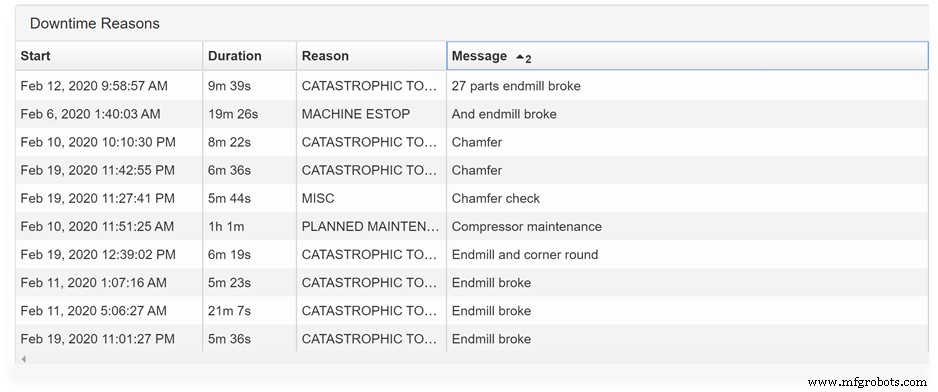
Со временем эти аннотации накапливаются, что позволяет нам получить полное и подробное представление о том, когда и по какой причине машина сломалась.
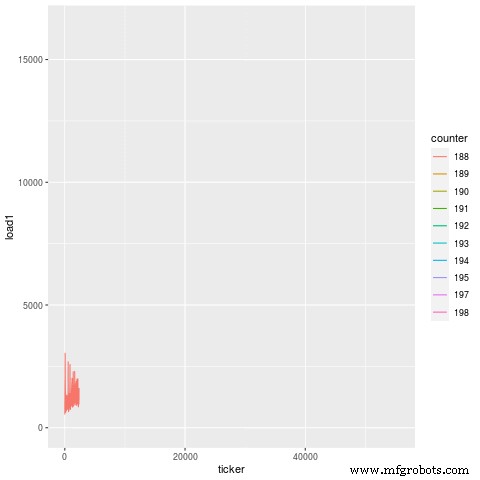
Компания MachineMetrics Data Science должна выяснить, почему и как поломки машины, используя чрезвычайно подробные данные, которые мы собираем с двигателей машины. В одном из вариантов этого мы можем просматривать десятки тысяч изготовленных деталей и десятки аннотаций для выявления шаблонов, как в приведенном ниже примере, где черные линии обозначают аннотированные сбои, а точки — мощность, потребляемую каждой изготовленной деталью.
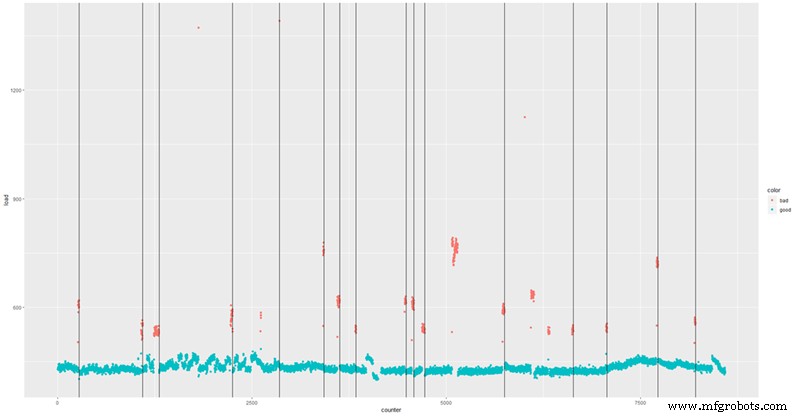
Черные линии обозначают сбои с примечаниями, а красные точки — ненормальную нагрузку. Некоторые красные точки не совпадают с черными линиями из-за того, что операторы иногда пропускают аннотации.
Со временем для каждого типа отказа появляются шаблоны. Черные линии на графике показывают количество отказов концевых фрез. , когда конкретная концевая фреза ломается и не может выполнять работу, необходимую для чистовой обработки детали. Инструмент, который появляется после затем концевой фрезе необходимо затратить дополнительную энергию, чтобы сделать рез, что вызывает повышенную нагрузку, выделенную красным цветом, которую вы видите на графике выше. Это повторяется снова и снова, что позволяет нам создать простой пороговый алгоритм, чтобы останавливать машину всякий раз, когда мы видим первую сигнатуру повышенной нагрузки.
В физическом проявлении видно, что хорошая деталь, обработанная хорошей концевой фрезой, имеет красивую и блестящую поверхность в пазу. Плохая деталь, вырезанная сломанной концевой фрезой, имеет грубый паз, потому что концевая фреза не смогла создать гладкую поверхность, а инструмент, который пришел позже, также не смог правильно выполнить свою работу.

И в нашем продукте мы теперь отслеживаем нагрузки на эту машину, чтобы выдать остановку подачи до того, как будет изготовлена какая-либо из этих дефектных частей слота. За последние 4 месяца мы выдали 60 задержек подачи на несколько станков с 3 ложными срабатываниями и 2 пропущенными отказами (точность 95 %, отзыв 96 %), предотвратив изготовление более 2000 бракованных деталей и сэкономив бесчисленное количество человеко-часов станка. реконфигурация. О, и, чтобы быть уверенным, это мелкие детали, сделанные небольшими инструментами — размер не является для нас большим ограничением, когда мы получаем очень важные данные о двигателе. Все детали, выходящие из этих машин, теперь блестящие и новые, без дефектов, которые они когда-то имели.

Неплохо, да? Это лишь один из многих вариантов использования. Ты же не думал, что мы просто пони с одним трюком, не так ли?
Отказы шарикоподшипников
Подобно поломкам концевых фрез, поломки подшипников могут дорого обойтись как с точки зрения материалов, так и рабочей силы.
В отличие от отказов концевых фрез, отказы подшипников выглядят совершенно иначе с точки зрения закономерностей, которые нам нужно искать.
Подобно поломкам концевых фрез, для поломок подшипников используются такие же подробные данные о двигателе и методология сбора.
В отличие от отказов концевых фрез, отказы подшипников проявляются в течение длительных периодов времени (от дней до недель) и могут быть предотвращены заранее.
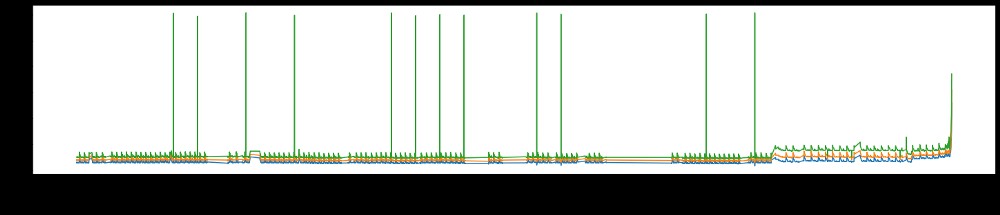
Давайте сначала выясним, какая нагрузка действует на машину за несколько минут до отказа подшипника, на снимке данных за 2 часа до отказа.
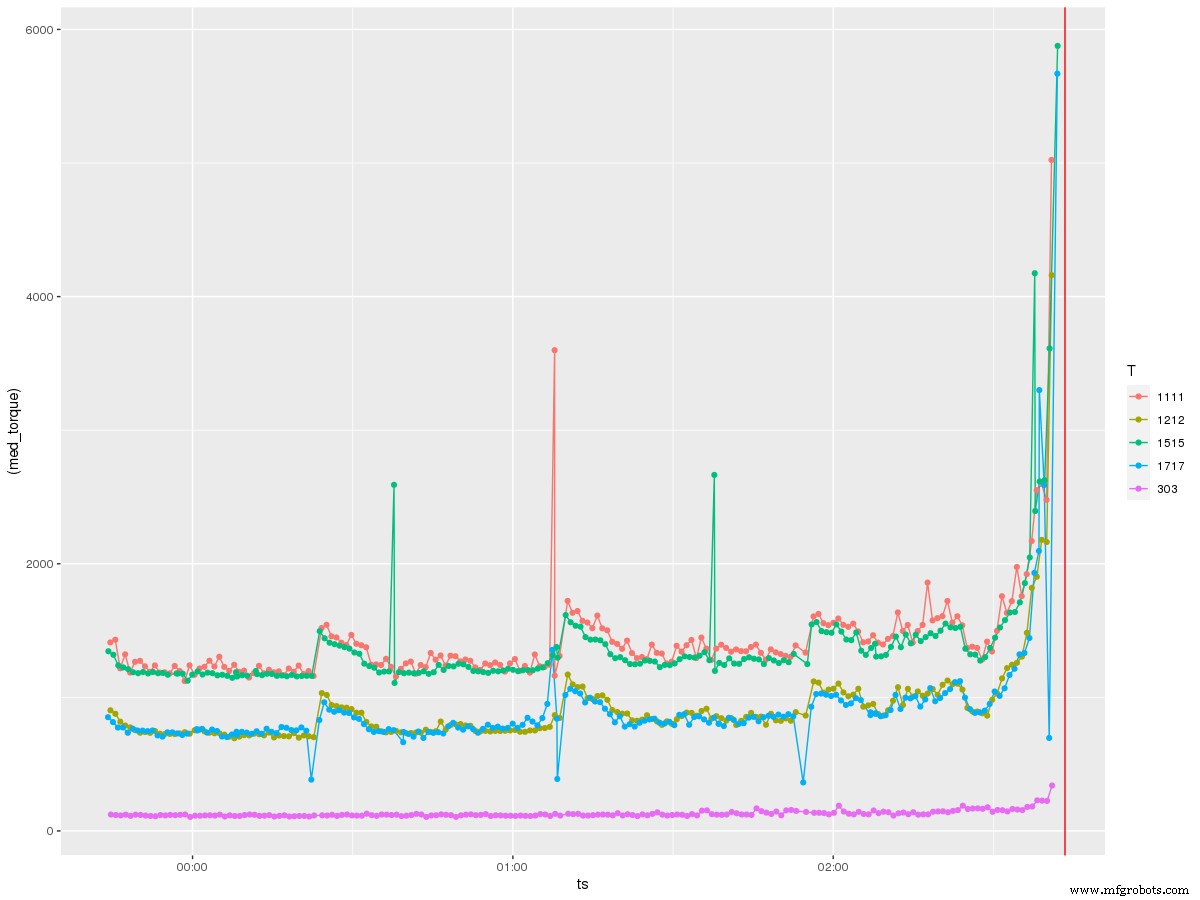
[Просмотреть изображение в полном размере]
Каждая из этих строк загружается в определенный инструмент. Не нужно быть ученым-ракетчиком, чтобы понять, что здесь происходит. Нагрузка резко возрастает примерно за 15 минут до фактического выхода из строя подшипника на каждом инструменте, вероятно, из-за того, что станок испытывает дополнительную нагрузку из-за все более повреждаемого ключевого компонента.
Если мы посмотрим на прогресс по частям за 15 минут до сбоя, выявится еще одна интересная закономерность:нагрузка кажется дегенерат со временем. Вы можете видеть, что с каждым разрезом нагрузка экспоненциально выходит за пределы нормы.
Сравните это с отказом другого подшипника на другом станке, производящем ту же деталь, и вы увидите, что закономерности очень похожи. Это потому, что это уникальная сигнатура отказа подшипника. В то время как поломки концевых фрез, приводящие к поломке деталей, приводят к скачку нагрузки на последующий инструмент, выход из строя подшипников приводит к значительному ухудшению нагрузки на все инструменты.
И глядя на это во времени, мы видим, что это ухудшение начинается за несколько дней до фактического сбоя. На двух отдельных экземплярах для двух машин вы можете увидеть повышение нагрузки задолго до последнего крутого подъема в течение последних 15 минут до поломки. Это потому, что подшипник не берется из ниоткуда. Вероятно, есть ослабление или перелом, которые не контролируются в течение нескольких дней до последнего харикари, вызванного неправильным использованием или отсутствием обслуживания. В этом случае неисправный подшипник также вызвал повреждение корпуса шпинделя, ремонт которого стоил еще пару тысяч долларов США.
Отказ подшипника в ноябре, показывая повышенную нагрузку примерно за 2 дня до этого. [Просмотреть полноразмерное изображение]
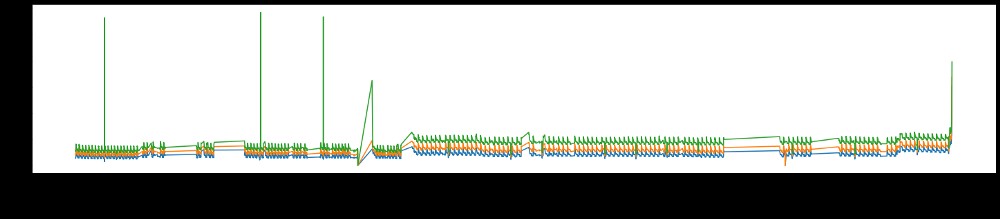
Выход из строя подшипника в феврале, показывая повышенную нагрузку примерно за неделю до этого. [Просмотреть полноразмерное изображение]

Замечательная согласованность, которую мы наблюдаем для аналогичных Типы отказов связаны с тем, что мы смотрим на физические явления, которые, как ни удивительно, подчиняются законам физики. Таким образом, сбои следуют детерминированным закономерностям, которые мы можем различить по достаточно точным данным. Хитрость заключается в том, чтобы получить эти данные и очистить их, чтобы они были полезными, что составляет большую часть нашей интеллектуальной собственности.
Мы приписываем это нововведение определенному набору навыков, который есть у нас в команде MachineMetrics — мы не считаем, что опытные операторы машин работают с экспертами в - физические протоколы, дополненные физиками из CERN и учеными из глобальных аналитических центров, и все они поддерживаются инвесторами, которые считают, что мы вступаем в новую эру промышленности.
Каскадные сбои инструмента
Сломать целую колонку инструментов может быть неприятно для любого оператора. К сожалению, это слишком распространенное явление в нашей отрасли. Что, если бы мы могли видеть, когда сломался первый инструмент, и сразу же останавливать машину до того, как будут извлечены другие инструменты?
Оказывается, можно. После того, как первый инструмент выйдет из строя, изменение сигнатуры нагрузки для последующих инструментов будет передано вам на блюдечке.
В одном случае мы видим, как первый инструмент ломается за много циклов обработки деталей, прежде чем машина останавливается сама, когда обнаруживает что-то катастрофическое. К тому времени, когда происходит самоостановка, другие инструменты также были изъяты, что стоило мастерской ненужных замен инструментов на сотни долларов. Первый инструмент, вероятно, сломался, потому что он был изношен и у него истек срок службы, так что, вероятно, его все равно нельзя было спасти. Но нет никаких причин, по которым другие инструменты после него, некоторые из которых были недавно заменены, тоже должны исчезнуть.
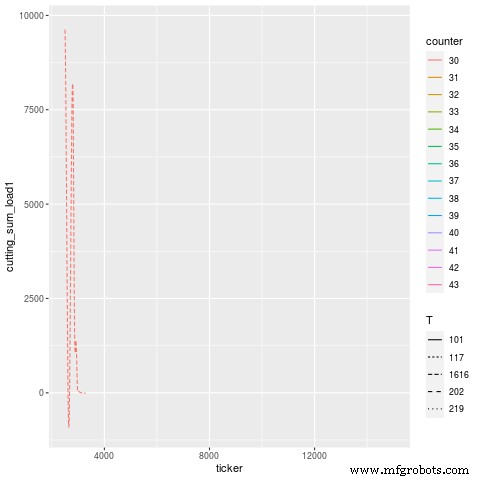
Вы можете увидеть анимацию ниже, где предполагаемый отказ инструмента, по словам оператора, и когда машина остановилась, были в части 40. На самом деле, сигнал начинает вырождаться около части 37, полных 3 цикла, прежде чем машина самостоятельно идентифицирует, что что-то не так. В течение этих 3 циклов инструмент, который следовал за сломанным инструментом, вышел из строя.
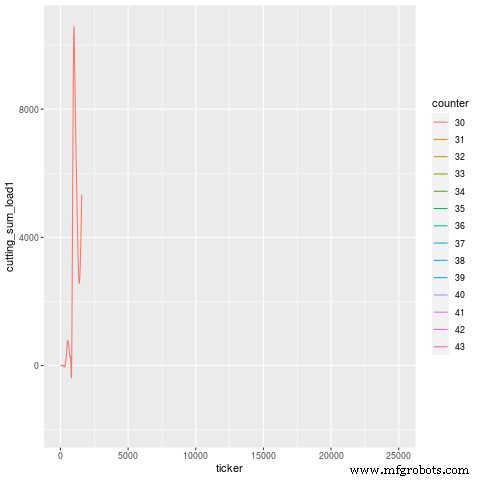
Давайте разберем период использования этого инструмента. помимо номера детали — инструменты обозначаются разными типами линий.
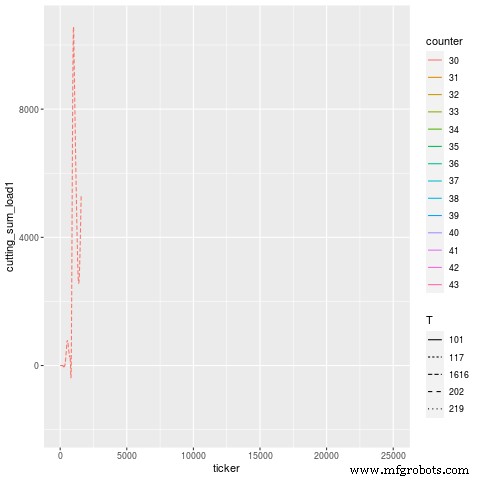
Давайте немного увеличим проблемную область. Это немного сложно выделить, но похоже, что T101 — это инструмент, который сломался, а T117 — это тот, который испытывает более высокую нагрузку в циклах сразу после этого, чем плоские линии (умирает). После замены инструментов сигнатура загрузки возвращается примерно к тому, что было раньше (с учетом небольшого проскальзывания из-за наличия новых инструментов).
Аннотация в этом случае была "H1t1 198/200 грубее сломалась, вылетела". — что означает «головка 1, инструмент 1, черновой инструмент, сломался во время работы на 198 из 200 деталей, предназначенных для изготовления, и вынул посадочный (последующий) инструмент».
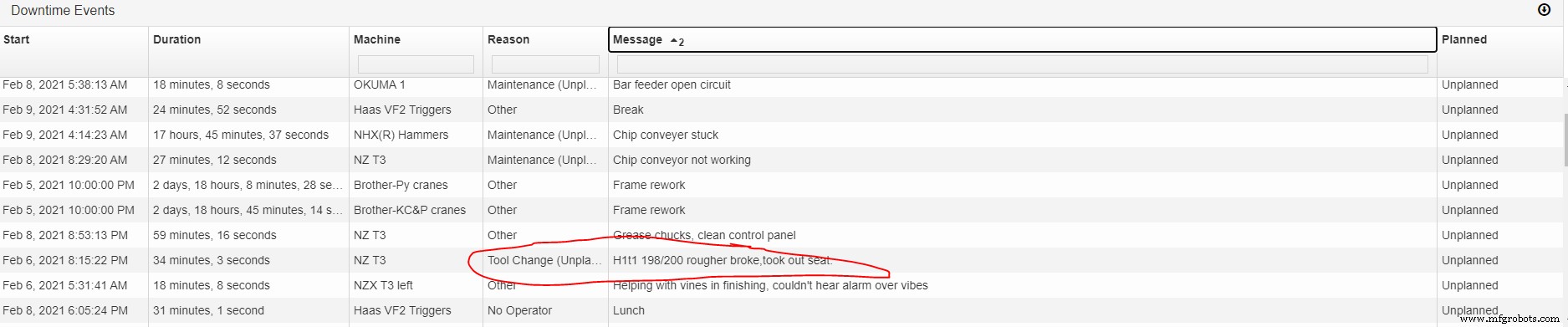
[Просмотреть изображение в полном размере]
Действительно, так и произошло.
Будьте готовы к части 2, в которой мы рассмотрим оценку срока службы инструмента, последствия неправильных смещений на вашем станке и неполную обрезку из-за отказа инструмента.
Избранное изображение предоставлено Дэниелом Смитом.
Промышленные технологии
- 30 удивительных изобретений НАСА, которые мы используем в нашей повседневной жизни
- Машинное обучение в профилактическом обслуживании
- Обработка с ЧПУ:определение и типы станков с ЧПУ
- Что такое NC-обработка? - Определение и основное руководство
- Варианты использования станков с ЧПУ в военной и оборонной промышленности
- Как использовать поверхности для обработки сложной геометрии
- Как искусственный интеллект и машинное обучение влияют на обработку с ЧПУ
- Прогнозная аналитика в производстве:варианты использования и преимущества
- Важность охлаждающих жидкостей в обработке
- Влияние СОЖ на процессы обработки