


Контроль концентрации охлаждающих жидкостей
Контроль концентрации или его отсутствие является основной причиной большинства проблем с жидкостями для металлообработки. Каждая разбавляемая водой жидкость предназначена для работы в определенном диапазоне концентраций. Если жидкость выше расчетного диапазона, вероятно, вы увидите больше проблем с дерматитом, остатками и избыточным использованием жидкости. При работе ниже расчетного диапазона часто наблюдаются проблемы с коррозией, сроком службы инструмента и поддона. Достижение хорошего контроля концентрации — одна из основных вещей, которую пользователь может сделать, чтобы обеспечить успех своей программы управления охлаждающей жидкостью и контролировать расходы, связанные с жидкостями для металлообработки.
Что такое концентрация «использованной» смазочно-охлаждающей жидкости и как ее следует измерять, является предметом серьезных дискуссий среди химиков-аналитиков и сервисных специалистов, работающих в отрасли. Правдивый ответ заключается в том, что, вероятно, для любого заданного рабочего раствора используются по крайней мере две разные концентрации. Одна концентрация «достаточно хороша» для повседневного управления типичной жидкостью в типичном применении. И второй — когда аналитическая лаборатория поставщика жидкости переходит к используемому рабочему раствору и определяет количество присутствующих отдельных компонентов жидкости. Этот вид «анализа истощения» обычно проводится только в виде «исключения». И даже в этом случае он дает не одно число, а скорее число для концентрации, основанное на том, сколько каждого из компонентов жидкости присутствует (например, % по маслу, % по ингибитору коррозии желтого металла, % по фунгициду и т. д.).
Для повседневного управления жидкостями есть два и, возможно, третий метод проверки концентрации. Конкретный выбранный метод будет зависеть от типа используемой жидкости и ситуации.
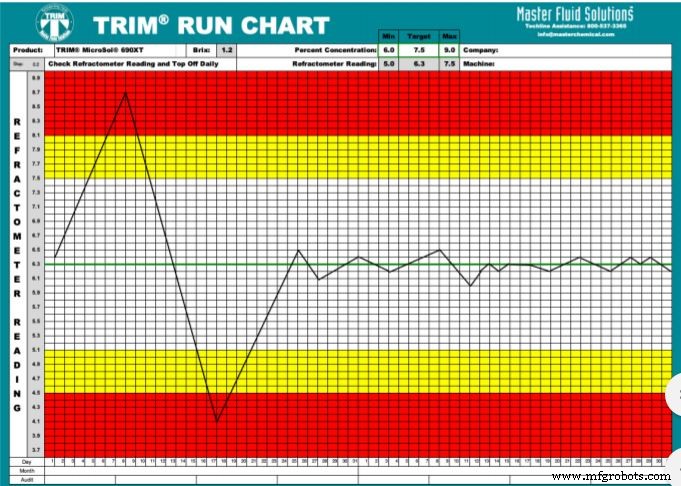
Самый простой и распространенный метод — использование оптического рефрактометра. Рефрактометры быстры, достаточно точны и работают почти со всеми охлаждающими жидкостями, многими моющими составами, средствами для защиты от ржавчины на водной основе, чистящими средствами для технического обслуживания и т. д. Рефрактометры со временем имеют тенденцию показывать более высокую, чем «фактическая» концентрация, потому что бродячие масла и т. д. которые попадают в жидкость, также будут преломлять свет и влиять на показания рефрактометра. Если система сильно загрязнена, «хорошее» четкое чтение часто невозможно, что делает фактическое чтение чем-то вроде обоснованного предположения. На этой же крышке измерители рефрактометра (как и любого точного прибора) должны содержаться в чистоте и калиброваться, чтобы получать хорошие и стабильные результаты.
Щелочное титрование является следующим наиболее распространенным методом проверки концентрации. Это химический метод измерения общей щелочности пробы жидкости и расчета концентрации на ее основе. Этот метод работает только с продуктами, которые имеют довольно большое количество щелочности. Как правило, это синтетические и полусинтетические жидкости. Добавление в бак некоторых щелочных модификаторов и/или биоцидов также может повлиять на показания концентрации при титровании. Со временем концентрация при титровании становится ниже "фактической" концентрации.
Также можно проверить концентрацию растворимых масел и полусинтетических масел с высоким содержанием масла, выполнив кислотное разделение. Этот метод основан на добавлении отмеренного количества обычно серной кислоты к отмеренному количеству рабочего раствора в куске калиброванной стеклянной посуды. Добавление кислоты приводит к разделению масла в рабочем растворе и других маслоподобных материалов. Затем измеряют количество «расщепляющегося» материала и рассчитывают концентрацию. Этот метод является очень хорошим способом определения общего содержания нефти и поверхностно-активных веществ в жидкости. Немного потренировавшись, можно сделать очень обоснованное предположение о процентном содержании бродячего масла и процентном содержании нефтепродукта. Это занимает около 20 минут, а затем ожидание от 4 до 24 часов плюс специальная посуда и реагенты. Это не тот метод, которым вы обычно хотели бы заниматься каждый день.
Ранее размещалось на веб-сайте Master Fluid Solutions.
Промышленные технологии
- Что такое жидкость для фиксации резьбы?
- Цепи управления двигателем
- Цепи управления
- Противозачаточные таблетки
- Корректирующая жидкость
- Что такое дифференциальная жидкость?
- 5 преимуществ дистанционного управления производством
- Что такое контроль качества?
- Java-приложение на PLCnext Control
- Понимание механики жидкости