


Сохраняйте спокойствие и продолжайте шлифовать
Во время производственного шлифования волнистость на поверхности детали является потенциальным признаком того, что в станке или процессе возникли проблемы с вибрацией. Эффект можно увидеть при осмотре, или, если есть этап притирки или полировки, эффект можно увидеть в увеличении времени, затрачиваемого на удаление волн. По данным Saint-Gobain Abrasives, производителя шлифовальных кругов Norton, именно на этом этапе мастерские почти всегда пытаются решить проблему вибрации путем внесения простых изменений в процесс. И это простое изменение может быть довольно хорошим подходом.
Действительно, эти волны на поверхности, часто называемые болтовней, могут указывать на подходящее решение. Например, на детали, обработанной на плоскошлифовальном станке, частота вибрации (циклов в минуту) равна рабочей скорости (дюймы в минуту), деленной на расстояние между двумя последовательными следами вибрации (дюймы). Найдите частоту вибрации, используя это соотношение, и если она соответствует скорости вращения шлифовального шпинделя, то это указывает на то, что шлифовальный круг, фланцы круга или шлифовальный шпиндель являются вероятными виновниками. Замените колесо, затяните фланцевые болты или, возможно, просто измените скорость, и этого может быть достаточно, чтобы решить или контролировать проблему вибрации.
Развернуть Развернуть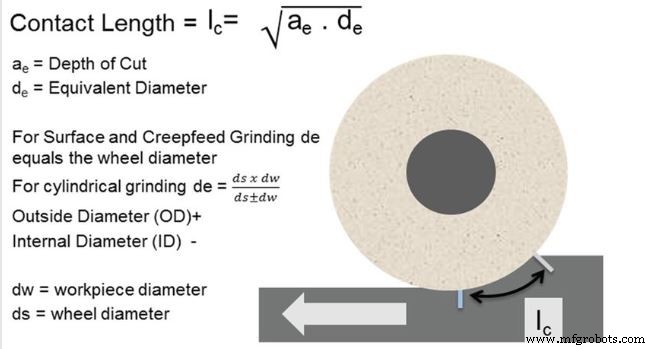 Как рассчитать длину контакта для фильтрации длины контакта.
Как рассчитать длину контакта для фильтрации длины контакта. Но в других случаях — некоторые затрагивают другие части машины, некоторые — собственную частоту системы — простого исправления недостаточно для достаточного решения проблемы. В этих случаях самым лучшим ответом является обслуживание станка, ремонт любого неисправного элемента станка, который позволяет вибрации воздействовать на заготовку. Но обслуживание требует времени, а это означает снятие машины с производства. Для магазинов, которым необходимо продолжать работу в краткосрочной перспективе, исследователи опробовали процесс преодоления воздействия вибрации без ущерба для производительности и без временной остановки машины.
Нижеследующее взято из статьи о методе под названием «фильтрация контактной длины», написанной инженерами корпоративных приложений Saint-Gobain Джоном Хейганом и Марком Мартином. Уменьшая скорость рабочей подачи при увеличении глубины резания, можно устранить последствия сильной вибрации без какого-либо чистого влияния на общую производительность.
Большое соотношение колес и работы
Цель фильтрации длины контакта состоит в том, чтобы получить очень большую длину контакта колеса с изделием по сравнению с длиной волны поверхности, на которую воздействует вибрация. Когда первая достаточно высока по сравнению со второй, круг эффективно удаляет пики, связанные с вибрацией, с заготовки, сглаживая поверхность, даже если вибрация все еще имеет место. Когда глубина резания увеличивается во столько же раз, что и скорость подачи, скорость съема материала (и, следовательно, производительность) может оставаться неизменной.
Глубина резания определяет контактную длину. Очевидно, что увеличение контактной длины необходимо, чтобы избежать неблагоприятных эффектов, таких как пригорание материала, отклонение заготовки и т. д. Глубина резания круга увеличена до уровня, который является тяжелым по сравнению со стандартными условиями резания, но при этом позволяет избежать этих вредных последствий.
При этом скорость подачи (или рабочая скорость) определяет длину волны вибрационных меток на детали. Чем ниже скорость работы, тем короче длина волны.
Фильтрация длины контакта начинает обеспечивать гладкую поверхность, когда удвоенная длина контакта колеса с рабочим местом превышает длину волны вибрации или волнистости поверхности. Другими словами, условие, необходимое для уменьшения амплитуды дребезга, это...
2 x длина контакта (lc )≥ Длина волны вибрации (λchatter)
...где две приведенные выше цифры определяют длину контакта (lc ) и длина волны вибрации (λchatter) .
Исследователи говорят, что этот метод не всегда будет работать. Не во всех процессах возможно получить достаточно низкую длину волны вибрации или достаточно большую длину контакта. В этих случаях единственным оставшимся решением является то, которое необходимо выполнить в любом случае, а именно найти время, чтобы определить и устранить основную причину вибрации. На врезке показан случай, когда фильтрация длины контакта оказалась эффективной при обработке гладкой поверхности, несмотря на сильную вибрацию.
Эта статья была написана Питером Зелински, главным редактором Modern Machine Shop. и первоначально появился в выпуске за декабрь 2018 года. Воспроизведено с разрешения.
Промышленные технологии
- Правка круга и шлифовального круга | Отрасли | Металлургия
- Что такое шлифовальный станок? - определение и типы
- Что такое электрохимическое шлифование и как это делается?
- Что такое хонингование? - Определение, процесс и инструменты
- Ознакомьтесь с преимуществами плоского и круглого шлифования внутри компании
- Услуги по шлифованию поверхностей:процесс и точность
- Основополагающие принципы шлифования поверхностей
- Что такое поверхностное шлифование и почему это важно?
- Ротационная плоскошлифовальная машина и качество обработки
- Кому нужны плоскошлифовальные машины?