


Дизайн ворот для литья под давлением:полное руководство по производству пластмасс
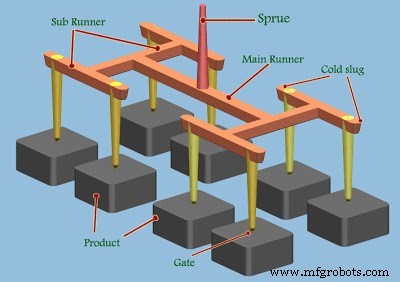
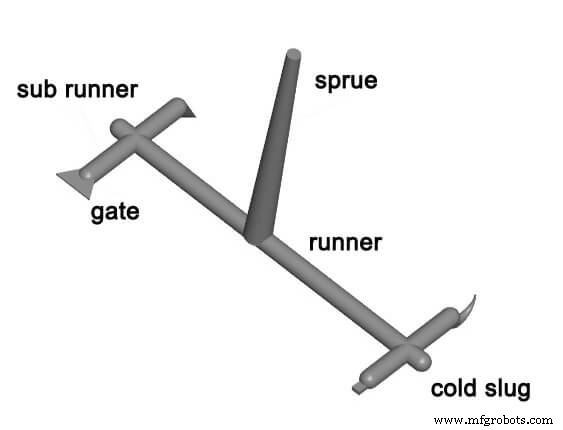
Инструменты для литья под давлением могут быть сложными в разработке или производстве. Однако у них есть основные понятия, которые легко понять. Система литниковых литников помогает направлять расплавленный пластик из сопел литьевых машин. Это буквально вход из пластика в сердцевину инструмента.
Если конструкция ворот для литья под давлением неправильная, в пластиковых деталях могут быть потенциальные дефекты. Эти дефекты литья под давлением влияют на целостность компонента. Конструкция ворот с неправильным размером, размерами или расположением повлияет на производственный процесс.
Поэтому каждый разработчик продукта должен разбираться в деталях конструкции литника для литья под давлением. Информация в этом руководстве поможет вам принять наилучшее решение для ваших деталей для литья под давлением.
Важность конструкции ворот для литья под давлением
Ворота оказывают прямое влияние на результат процесса литья пластмасс под давлением. Правильно сконструированный затвор контролирует направление и объем расплавленного пластика, поступающего в форму. Вы же не хотите, чтобы расплавленный пластик стекал обратно в направляющие.
Пластик должен достичь каждой области формы перед охлаждением. Эта практика необходима для предотвращения слишком быстрого затвердевания некоторых частей пластика. Таким образом, вы можете гарантировать, что пластиковая деталь не закончится изломами или изломами напряжения. Поэтому ворота закрывают систему и удерживают ее там, пока она не затвердеет.
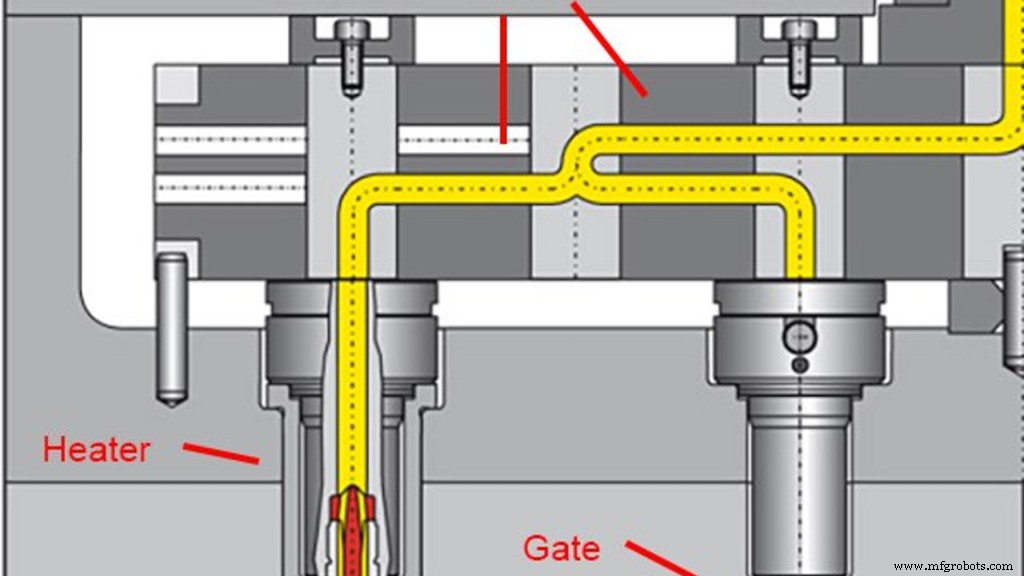
Ворота для литья под давлением выделяют тепло за счет рассеивания. Остатки ворот для литья под давлением обычно узкие. Следовательно, это вызывает вязкую диссипацию, которая приводит к выделению тепла. Таким образом, правильная конструкция литника повышает температуру полимера, предотвращая образование линий сварки и следов течения.
Ворота также упрощают инженерам отключение бегунов. Таким образом, постобработка деталей станет более простой.
Плюсы и минусы различных типов литниковых литников
Ворота бывают разных размеров, типов и конструкций. Каждый из этих типов конструкций литниковых затворов имеет свои преимущества и недостатки. Важно знать их, чтобы выбрать наиболее подходящую конструкцию для вашего процесса литья под давлением. Наиболее распространенные типы ворот включают:
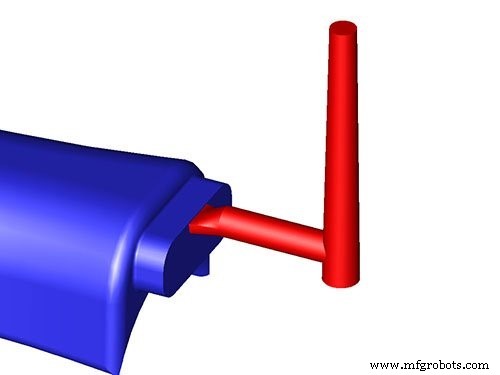
Прямые или литниковые ворота
Ворота для прямого литья под давлением представляют собой ворота с минимальной обрезкой. Этот литник помогает производить форму симметричного заполнения форм с одной полостью.
Он отлично работает с цилиндрическими деталями, где производитель встраивает судьбу в литник, где она входит в фиксированный инструмент.
Плюсы
- Легко спроектировать и использовать в производстве.
- Позволяет быстро вводить большие объемы пластика.
- Отличный метод для цилиндрических или круглых деталей для достижения концентричности.
- Производит детали с меньшим напряжением и высокой прочностью.
- Низкие затраты на обслуживание.
Минусы
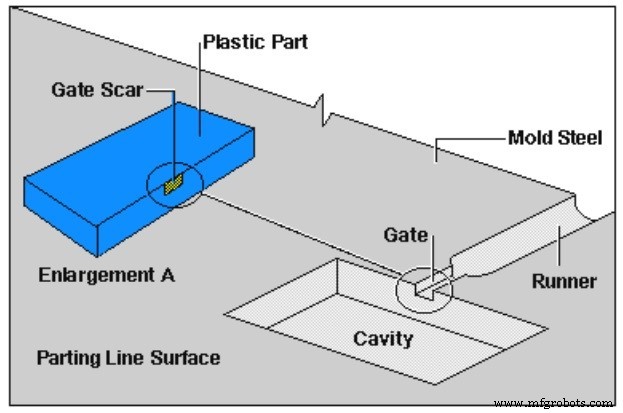
- Может оставить заметный след в месте контакта.
- Снятие ворот должно производиться вручную.
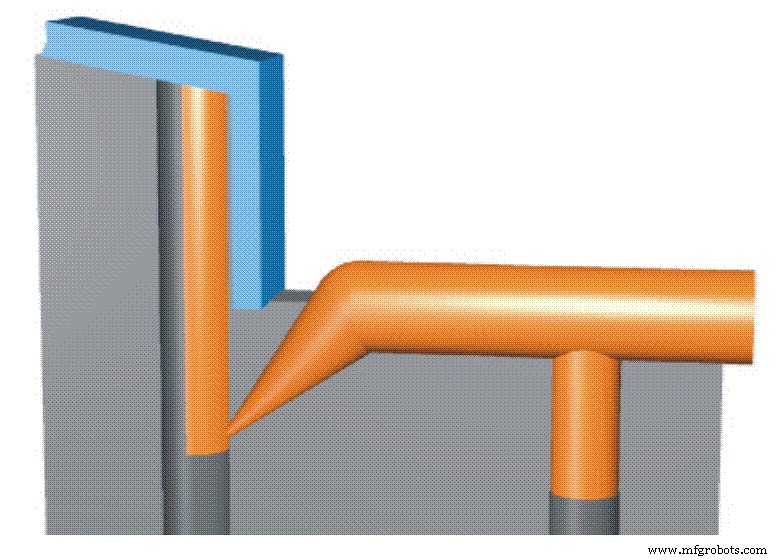
Пограничные ворота
Это одни из самых распространенных ворот в пластиковой конструкции для литья под давлением. Их широкое применение обусловлено их эффективностью и простотой в процессе. Как следует из названия, на краю пресс-формы имеется литник.
Они имеют большую площадь поперечного сечения по сравнению с другими воротами. Таким образом, они позволяют потоку большего количества расплавленного пластика в полость. Лучшее их применение — изготовление плоских деталей.
Плюсы
- Просто и эффективно
- Относительно дешевы в разработке и производстве.
- Увеличение возможно без удаления плесени с работающей машины.
- Имеет большую площадь поперечного сечения для большей пластичности.
Минусы
- Свидетельские отметки и линии сварки могут появляться на краевых воротах.
- Разложение пластика возможно при высоком давлении впрыска
Подводные ворота
Эта конструкция литникового литника, также известная как туннельные ворота или дополнительные ворота, включает в себя направление пластика к краю полости ниже линии разъема.
Таким образом, обеспечивается автоматическая обрезка ворот. Он использует булавку, чтобы срезать бегунок. Таким образом, он уменьшает шрамы и упрощает удаление ворот. Это идеальный метод для мелких деталей и пресс-форм с высокой кавитацией.
Плюсы
- Автоматическая обрезка или удаление ворот.
- Выталкивает лишние вентиляционные газы из формы.
- Уменьшает шрамы или перемещает их в менее значительную область.
Минусы
- Более сложный в производстве
- Это может занять много времени и денег.
Вентиляторы
Эти типы ворот являются альтернативой крайним воротам. Они поставляются с вентиляторами, поддерживающими постоянную толщину.
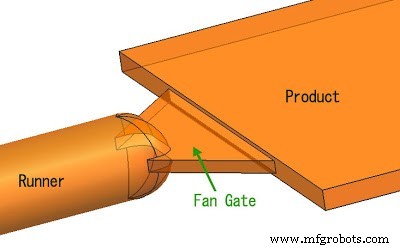
Однако веера расползаются, увеличивая свой объем на большой площади. Эти вентиляторы больше рекомендуются для использования с поликарбонатными пластиками.
Плюсы
- Отличный выбор для увеличения объемов пластикового потока в деталях с тонкими кромками.
- Снижает давление впрыска, используемое для данного объема пластика.
Против
- Может оставить значительный след на детали, увеличивая затраты на постобработку.
Как конструкция литникового литника может повлиять на качество вашей детали
Во всех конструкциях затворов при литье под давлением расплавленный пластик под давлением поступает в полость или стержень. Поэтому они ускоряют пластик и увеличивают тепло по мере продвижения в пластик. Работа ворот может привести к нескольким последствиям для пластиковой детали.
На этом этапе вам может потребоваться изменить конструкцию литникового затвора. Наиболее распространенные эффекты включают:
Сброс
Слишком маленький затвор приводит к падению давления, когда расплавленный пластик попадает в полость. В результате это часто приводит к дефекту, называемому струйной обработкой. Струйное распыление описывает распыление пластика в сердцевину, а не типичное плавное течение. Такое событие приводит к волнообразным искажениям, которые производители часто называют «червяками». Чтобы преодолеть эту проблему, часто требуется снижение давления или увеличение размера затвора. Иногда вам может понадобиться сделать и то, и другое.
Перегрев
Трение часто возникает из-за высокой скорости впрыска пластика через ворота. Когда тепла становится слишком много, может произойти распад смол. Этот распад обычно является результатом разрушения молекулярных связей в пластике.
Однако чрезмерное уменьшение или скорость впрыска, чтобы избежать этого распада, может привести к другим дефектам литья, таким как линии сварки. Это также может привести к плохой механической прочности конечного продукта. Более того, более медленное время цикла часто означает производство меньшего количества деталей в час. Это, в свою очередь, увеличивает затраты на обработку.
В этом случае можно разделить объем пластиковой смолы на несколько различных литниковых рудиментов. Таким образом, вы можете рассеивать давление, избегая при этом перегрева. В этот момент тоже нужно быть осторожным. Это связано с тем, что множественные фронты потока часто приводят к газовым ловушкам и линиям сварки везде, где фронты встречаются в полости.
Комплексные решения RapidDirect для литья под давлением
В RapidDirect мы предлагаем высококачественные услуги по литью пластмасс под давлением по выгодным ценам. У нас есть более 100 различных пластиковых смол и других материалов, чтобы гарантировать, что вы получите продукцию самого высокого качества. Благодаря знаниям и опыту наших квалифицированных инженеров производство по требованию никогда не было лучше.
Наша платформа мгновенных котировок генерирует для вас котировки за считанные секунды. Кроме того, наша эффективная оснастка обеспечивает ускорение производственных циклов. Каждый из технологических процессов производства пластика по запросу имеет свои преимущества, и вы не хотите их упустить. Все, что вам нужно сделать, это загрузить файл дизайна сегодня!
Соображения по проектированию ворот для литья под давлением
Существуют определенные важные факторы, которые необходимо учитывать при проектировании деталей для литья под давлением. Вам нужно задать себе ряд вопросов, касающихся литья под давлением в месте расположения литника и размера литника.
Другой важный вопрос касается того, как определить размер литника для литья под давлением. Каждый из этих факторов является критическим. Следовательно, они, как правило, влияют на процесс и продукт. Вопросы дизайна включают:
Ворота для литья под давлением Размер
Размер литника должен обеспечивать надлежащее срезание всякий раз, когда пресс-форма перемещается внутри машины. Конструкция литника должна позволять правильно заполнять форму и сохранять минимально возможный размер бегунка. Он также должен позволить расплавленной пластиковой смоле попасть в каждую часть формы до затвердевания.
Небольшой дизайн ворот часто придает более приятный внешний вид детали. Однако это может привести к стрессу из-за повышенного давления наполнения. Таким образом, ворота не должны быть слишком большими или слишком маленькими, они должны быть достаточными для процесса.
Ворота для литья под давлением Местоположение
Расположение ворот является еще одним важным фактором, который следует учитывать. Это может помочь с любой проблемой, которая может возникнуть с размером ворот. При рассмотрении расположения литников в литье под давлением следует размещать литники в самом глубоком поперечном сечении. Это сводит к минимуму проседание и пустоты и помогает обеспечить наилучшее пластическое течение. Не размещайте ворота рядом с штифтами, стержнями или любыми другими препятствиями.
Также ворота должны быть максимально приближены к толстостенным участкам для полной заделки. Кроме того, ворота должны быть на форме, где на них не повлияет деформация бегунка. Это также не должно влиять на эстетику пользователей. Вы должны использовать ворота таким образом, чтобы уменьшить их размеры. Это также может относиться к тонким краям или областям внутри полости, которые могут выступать в качестве узких мест для пластиковой смолы.
Количество литников для литья под давлением
В некоторых случаях вам может понадобиться использовать более одного литника в процессе формования. Использование нескольких литников поможет решить проблемы, которые могут возникнуть при литье под давлением с размерами и расположением литников. Кроме того, несколько литников работают с тонкими участками в полости пресс-формы.
Заключение
Конструкция литника для литья под давлением является важной частью процесса литья под давлением. Очень важно сделать все правильно, чтобы обеспечить качественные прототипы и высококачественные продукты. Такие переменные, как размер, расположение и количество ворот, являются важными факторами при проектировании ворот. Знание конструкции ворот помогает RapidDirect предлагать высококачественные услуги по литью под давлением. Запросите предложение сегодня!
Промышленные технологии
- Руководство по литью малых объемов
- Полное руководство по маркетинговой стратегии для производственных компаний на 2021 год
- Дизайн для производства печатных плат
- Советы по проектированию литья под давлением
- Производство включает процесс литья пластмасс под давлением
- Литье пластмасс под давлением:современная технология
- Литье алюминия под давлением в производстве продукции
- Угол уклона для литья под давлением:руководство по проектированию и передовой опыт
- 10 лучших пластиковых смол для литья под давлением
- Ultiboard — полное руководство для начинающих