


Как обработать рулевое колесо с помощью Fusion 360
В рамках серии статей «Как обработать» в этом посте я объясню, как обработать пресс-форму рулевого колеса. используя встроенные возможности CAD и CAM Autodesk Fusion 360. Если у вас не было возможности прочитать предыдущие сообщения этой серии, вы можете получить к ним доступ, нажав на ссылки ниже:
- Как обработать ступицу колеса
- Как обработать крестовину
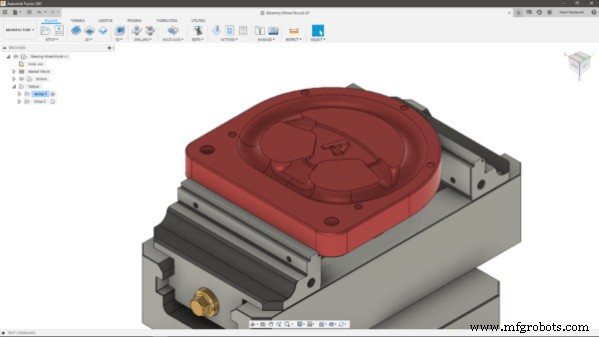
Настройки
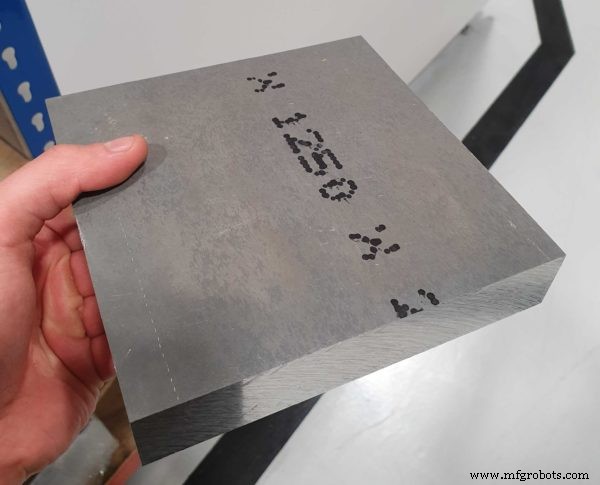
Отправной точкой для этой части был необработанный блок материала, который вы можете видеть на изображении ниже. В данном случае я выбрал алюминий 6082. Я решил обработать этот компонент на станке DMG Mori DMU 60eVo linear в Бирмингемском технологическом центре.
Следующим шагом было решить, какую сторону мы будем обрабатывать первой. Наиболее разумным вариантом было сначала поработать над верхней частью, которую вы можете видеть в левой части изображения ниже.

На самом деле имеет смысл удалить большую часть материала во время первой настройки, помня об износе инструмента. Кроме того, выбрав сначала работу с этой стороны, мы смогли свести к минимуму вибрации. даже при относительно высоких подачах и скоростях в областях, требующих большей части работы.
Проведение работ
Как и для большинства других деталей, которые я обрабатываю, я использовал тиски Ланга, чтобы удерживать заготовку. Этот инструмент гарантирует надежную фиксацию без вибраций, так как для зажима требуется всего 3 мм материала. Тиски Ланга также позволяют повторно выравнивать компонент с допуском 5 микрон. Это делает процессы более воспроизводимыми по сравнению с более классическими механизмами удержания.

Для настройки 1 мы использовали обжимной механизм, полностью осознавая, что он оставит следы на сторонах частично обработанного компонента. Вместо этого для установки 2 мы настраиваем параллельные губки. , так как мы, очевидно, не хотели никаких следов на готовой детали.
Учитывая геометрию детали и универсальность тисков Ланга, мне не пришлось думать о приспособлении, так как оно не требовалось для полной обработки детали.
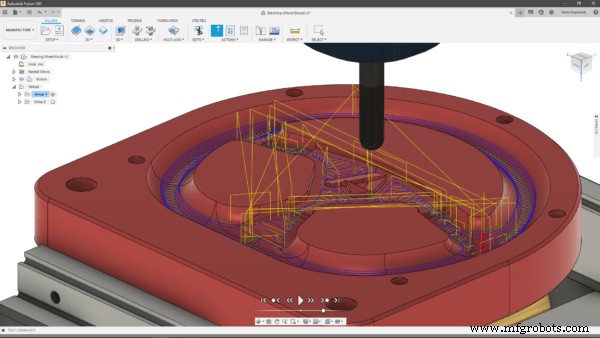
Черновая обработка
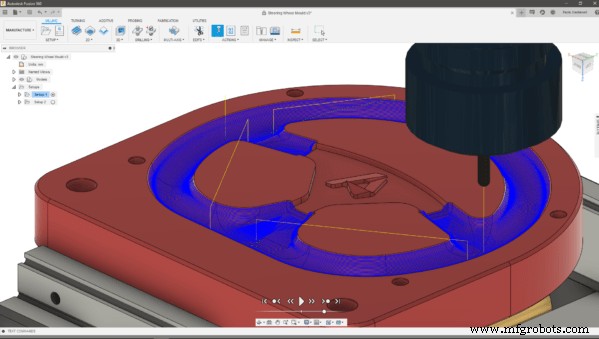
Во время первой настройки основной областью, которую нужно было начертить, была вогнутая поверхность, которая составляет большую часть формы нашего рулевого колеса. Обычно для черновых операций я использовал концевые фрезы с плоской или выпуклой головкой, но в данном случае я выбрал комбинацию 2D Adaptive Clearing. с шариком 8 мм инструмент. Таким образом мне удалось избежать использования каких-либо получистовых траекторий. Это потребовалось бы, если бы я выбрал плоский инструмент для обработки вогнутой области, так как после расчистки оставалось бы гораздо больше материала.
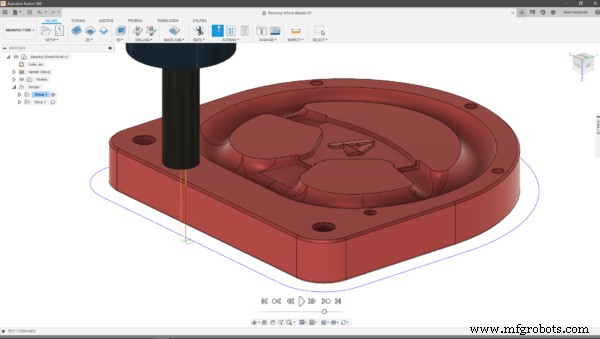
Для внешней формы мы использовали 16-миллиметровую концевую фрезу. Поскольку высота заготовок, которые мы заказали, составляла всего 26 мм, нам удалось обработать деталь за один проход. Поддерживая как скорость вращения шпинделя, так и скорость подачи на достаточно низком уровне, мы получили отличное качество поверхности снаружи без чистовых проходов. Для достижения выдающихся результатов всегда старайтесь, чтобы ваш инструмент был как можно короче. , чтобы повысить жесткость!
Завершение
Для большинства вогнутых областей я использовал инструмент Ball 4 мм для чистовой обработки траекторий. Как я уже упоминал выше, после черновой обработки в основной области пресс-формы осталось немного материала. Шаг, который я использовал для этой траектории, составлял 0,2 мм, чтобы получить отличное качество поверхности без необходимости полировки.
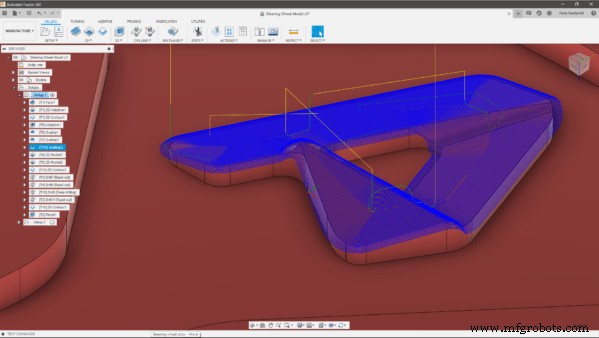
Тем не менее, для завершения Autodesk «A» предстояло еще довольно много программирования. Для внутренней части я использовал 2-миллиметровую концевую фрезу с 2D-карманной траекторией. Однако для произвольной формы буквы А я использовал инструмент «Шар» диаметром 2 мм в сочетании с Гребешком. траектория. Я выбрал очень тонкий шаг для этой стратегии, всего 0,05 мм. , чтобы получить превосходную отделку.
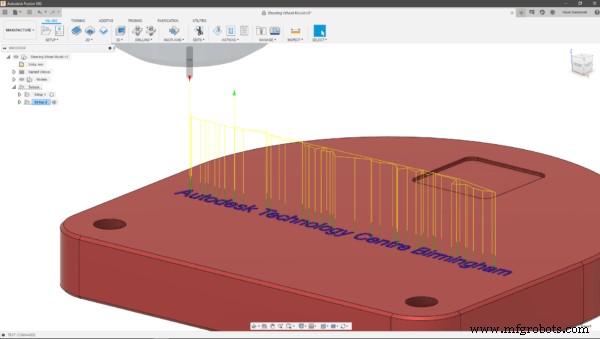
Для выгравированного текста в Настройках 2 мы использовали тот же 2-мм инструмент «Шар», на этот раз с Трассой. траектория, проецирующая текст на плоскую заднюю часть детали. Я считаю Trace отличной траекторией с точки зрения простоты использования и общего качества вывода. Вам определенно следует использовать его чаще, если вы еще этого не сделали!
Наконец, для фасок на отверстиях и вокруг детали я использовал траекторию 2D Contour с инструментом Chamfering. Снятие фаски с острых кромок является стандартной производственной практикой, так как минимизирует риск получения травм. при прикосновении к детали.
Заключение
Общее время резки компонента составило около полтора часа. . Как и следовало ожидать, большую часть этого времени я потратил на установку 1, так как установка 2 заняла всего 15 минут от общего времени резки.
Интегрированные в Fusion 360 инструменты CAD/CAM сделали весь рабочий процесс проектирования и производства быстрым и беспрепятственным, так как мне было легко переключаться между рабочими местами при необходимости. Если вы хотите попробовать это, но еще не опробовали программное обеспечение, вы можете загрузить бесплатную пробную версию по этой ссылке.
Я надеюсь, что этот пост помог вам узнать немного больше о том, как обработать пресс-форму для рулевого колеса. Оставайтесь с нами, чтобы не пропустить новые публикации «Как обрабатывать»!

Промышленные технологии
- Как управлять и хранить данные проекта с помощью Fusion 360
- Знакомство с рулевым колесом, напечатанным на 3D-принтере
- Insta-connection — как местная команда робототехники стала партнером компании, производящей станки с ЧПУ
- Как обрабатывать стекло практически на любом фрезерном станке с ЧПУ?
- Безопасное управление данными с расширением Fusion 360 Manage
- Как Fusion 360 поддерживает параллельное проектирование?
- Gaudio меняет дизайн наушников-вкладышей с помощью Fusion 360
- 5-осевая обработка с помощью Fusion 360
- Как улучшить шлифовальную операцию в вашем механическом цехе
- Как обрабатывать ювелирные изделия с помощью станков с ЧПУ?