


3D-печать с селективным лазерным спеканием (SLS):подробное руководство
Индустрия аддитивного производства, оцениваемая в поразительные 13,84 миллиарда долларов, является одной из самых быстрорастущих производственных технологий современной эпохи. Селективное лазерное спекание (SLS) — это одна из инновационных технологий 3D-печати, которая способствовала ее быстрому развитию и вдохновила на широкомасштабную промышленную адаптацию.
В этом подробном руководстве мы обсудим различные аспекты SLS-печати, в том числе рабочий процесс, преимущества и недостатки, возможности материалов и некоторые области ее применения.
Что такое 3D-печать с селективным лазерным спеканием?
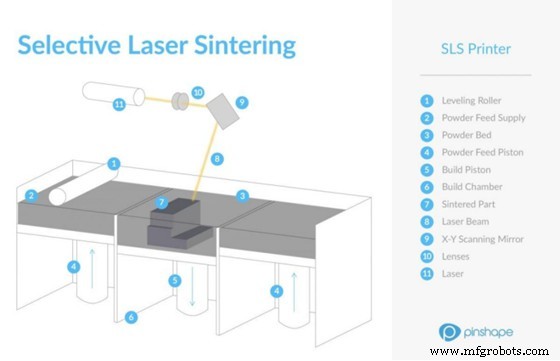
SLS 3D-печать использует направленный лазер в качестве источника тепловой энергии для спекания слоев частиц сырья в прочную и долговечную конструкцию. Частицы при нагревании сливаются, не плавясь. Вот почему это называется процессом спекания, а не плавления.
Кроме того, 3D-принтеры SLS выпускаются в различных объемах сборки — от настольных до крупных промышленных. Они также различаются по таким параметрам, как тип лазера (волоконный, диодный, CO2-лазер и т. д.), мощность лазера, стоимость и точность изготовления.
Этот метод известен своей жизнеспособностью для изготовления функциональных деталей и быстрого прототипирования. Требуемое качество материала деталей 3D-принтеров SLS является многообещающим фактором для производителей и разработчиков продуктов.
Давайте углубимся в селективное лазерное спекание и разберем его рабочий процесс для лучшего понимания.
Рабочий процесс 3D-печати SLS
SLS 3D-печать выполняется в несколько этапов. Ниже описана стандартная пошаговая процедура для большинства 3D-принтеров SLS.
1. Подготовка CAD-модели
История начинается с CAD-модели детали, которую нужно распечатать. Окончательная модель передается во встроенный пользовательский интерфейс SLS-принтеров или в программное обеспечение для нарезки в форматах файлов, подходящих для 3D-печати. Самый распространенный формат файлов — STL.
Программное обеспечение для нарезки подготавливает файл САПР для 3D-печати, генерируя команды (известные как G-коды), которые контроллер принтера может интерпретировать с точки зрения сканирующего движения лазера. Программное обеспечение также включает определяемые пользователем параметры, такие как толщина слоя, мощность лазера и разрешение, которые определяют факторы, влияющие на окончательное качество сборки.
На этом этапе программное обеспечение также прогнозирует важную информацию, такую как время печати и расход материала.
2. Проверки перед печатью
3D-принтеры SLS — это сложные машины, требующие обучения и ухода для работы. Перед началом печати выполняются некоторые проверки, чтобы убедиться, что печать проходит гладко.
Камера сборки (порошковый слой) заполнена до нужного уровня и соответствующим материалом. Кроме того, профессиональные операторы также выполняют некоторые предварительные проверки САПР, чтобы убедиться в отсутствии лазеек, влияющих на возможность печати.
Гальванометры, зеркала, которые направляют лазерный луч по нужному пути печати, должны быть откалиброваны. Серводвигатели, которые их приводят в действие, также приводятся в исходное положение для минимальных ошибок. Графики калибровки для них часто рекомендуются производителями в справочниках.
3. Предварительный нагрев порошка
Порошок в рабочей камере предварительно нагревается перед началом печати до температуры чуть ниже его точки плавления. Таким образом, тепловая энергия лазера используется только при спекании. Это позволяет быстро выполнять 3D-печать.
4. Печать
Собственно, сам процесс печати достаточно прост и гениален. Лазер сканирует верхний слой детали (определенный ранее с помощью слайсера) поверх верхней поверхности слоя порошка.
Мощность лазера устанавливается точно для достижения глубины спекания, эквивалентной толщине слоя. Типичный диапазон толщины слоя при 3D-печати SLS составляет 0,05–0,15 мм.
Затем постель опускается на толщину одного слоя, увлекая за собой сборку. Свежий слой материала SLS распределяется по основанию с помощью лезвия/валика для повторного покрытия. На этот раз лазер сканирует второй слой, который соединяется с предыдущим.
Затем этот процесс повторяется до тех пор, пока вся деталь не будет напечатана.
5. Восстановление деталей и постобработка
После завершения печати ей дают некоторое время остыть внутри камеры. Когда он остынет, его извлекают из камеры сборки. Поскольку деталь со всех сторон окружена неспеченным порошком, процесс экстракции часто называют «удалением порошка».
Преимущества 3D-печати SLS
3D-печать SLS имеет множество положительных сторон, что делает ее одним из самых востребованных методов аддитивного производства в промышленности.
1. Прочные детали
3D-печатные детали SLS обладают такими преимуществами, как механическая прочность, модуль упругости при растяжении, термостойкость, водонепроницаемость и воздухонепроницаемость. Это связано с процессом спекания, который прочно связывает отдельные частицы полимера.
Такое качество надежности позволило SLS-принтерам стать обычным оборудованием для разработки и тестирования функциональных прототипов, которые не только имитируют внешний вид тестового продукта, но и его функциональные возможности.

2. Поддержка не требуется
3D-печатные конструкции с такими элементами, как выступы или мосты, требуют поддерживающей геометрии для поддержки этих элементов во время печати. Большинство методов 3D-печати, таких как FDM, тратят много времени и материалов на печать этих несущих конструкций.
Однако при селективном лазерном спекании это не проблема. Поскольку вся сборка заключена в лужу рассыпчатого порошка, она уже хорошо поддерживается во время сборки. Это не только экономит время, но и снижает затраты.
3. Быстро
Эти машины считаются быстрыми 3D-принтерами со скоростью коммерческой печати до 48 мм/ч. Это превосходит приличное количество альтернативных методов 3D-печати.
В дополнение к этому, рабочий процесс этого процесса, хотя и разделен на множество этапов, довольно экономичен по времени. Лазерное сканирование происходит почти мгновенно, камеру печати можно отсоединить и заменить другой, когда первая остынет, а также есть возможность пакетной печати, о которой мы поговорим далее.
4. Пакетная печать
3D-принтеры поставляются с различными объемами рабочей камеры, до 750 мм в одном направлении для более крупных машин. Продуктивным подходом является эффективное использование объема рабочей камеры путем адаптации пакетной печати.
Это означает, что внутри рабочей камеры помещается столько деталей, сколько «партия». Это разумно, поскольку само лазерное сканирование выполняется очень быстро. При пакетной печати за одно сканирование можно спекать слои из нескольких деталей, а не только из одной, что экономит часы печати.
5. Высокая размерная точность
SLS производит очень точные детали. Как упоминалось ранее, высота слоя может составлять всего 0,05 мм. Кроме того, большинство 3D-принтеров способны производить допуски в пределах +/- 3%. Уплотняющее давление, обеспечиваемое порошковым слоем, также помогает свести к минимуму коробление.
Благодаря этому детали, напечатанные на 3D-принтере SLS, имеют форму, близкую к чистой, и не требуют обширной постобработки.
Недостатки 3D-печати SLS
Как и у любого производственного процесса, у SLS помимо плюсов есть и минусы. Мы проливаем свет на некоторые моменты, которые необходимо учитывать, прежде чем выбрать SLS.
1. Ограниченные варианты сырья
Селективное лазерное спекание не предлагает обширного каталога материалов. За исключением нескольких типов нейлона, термопластичных эластомеров и ТПУ (термопластичного полиуретана), материалов, совместимых с SLS, немного трудно найти. Внешний вид также ограничивается сероватой металлической отделкой.
Хотя научные исследования расширяют возможности SLS-печати, на данный момент это явный недостаток.

2. Зернистая поверхность
Окончательная сборка, хотя и точная по размерам, не имеет гладкой и блестящей поверхности. Во многих случаях может потребоваться дополнительная обработка поверхности для удовлетворения производственных требований. Конкурирующие методы, такие как стереолитография, имеют гораздо лучшее качество поверхности.
В следующем разделе мы обсудим некоторые популярные методы постобработки, которые помогут решить эту проблему.
3. Дорогие принтеры
Принтеры SLS, как правило, дорогие машины. Следует ожидать, что вы потратите более 5000 долларов на более дешевые версии. Дорогие версии стоят от 100 000 долл. США.
Однако здесь следует отметить, что первоначальные инвестиции немного компенсируются сравнительно более низкими затратами на материалы и печать. Кроме того, на рынок выходит новая волна инновационных настольных 3D-принтеров, которые не так дороги, но обладают достойными характеристиками. Узнайте больше о стоимости услуг 3D-печати.
4. Опасности для здоровья и окружающей среды
Материал SLS поставляется в виде мелкодисперсных порошков с размером частиц всего 20 микрон. Частицы таких мельчайших размеров могут легко попасть в нашу дыхательную систему и вызвать проблемы со здоровьем. При спекании могут образовываться пары, которые могут выходить из рабочей среды и негативно влиять на окружающую среду.
Операторам рекомендуется использовать соответствующие средства индивидуальной защиты, такие как маски и перчатки, при работе с этими материалами.
Материалы, подходящие для 3D-печати SLS
Спекаемые порошкообразные полимеры являются основным классом материалов SLS. Ниже приведены некоторые из основных материалов, подпадающих под эту категорию.

1. PA12
PA 12 также широко известен как нейлон 12 и полиамид 12. Он обладает большой прочностью на растяжение, ударной вязкостью и гибкостью. PA 12 также является химически и термостойким, что делает его идеальным кандидатом для функциональных продуктов.
После 3D-печати он имеет слегка зернистую, матовую поверхность. Естественно, он имеет белый цвет, который удобно окрашивать в другие цвета.
2. PA11
Полиамид 11/нейлон 11 является биосовместимым, прочным, гибким, термостойким и химически стойким. Он известен своим изотропным поведением, которое отлично подходит для определенных несущих конструкций, таких как салоны автомобилей, протезы и медицинское оборудование.
3. Алюминид
Алюминид представляет собой нейлон, наполненный алюминиевой пудрой. Эта смесь предназначена для повышения прочности и жесткости. Кроме того, алюминий придает блестящий металлический вид конечному продукту, который не такой зернистый, как чистый нейлон, такой как PA12 или PA11.
4. ПА-CF
Нейлон, наполненный углеродным волокном, представляет собой высокоэффективную комбинацию с элитной прочностью и ударопрочностью. Он удивительно легкий, что характерно для продуктов из углеродного волокна. Общие области применения включают приспособления, приспособления и легкие автомобильные детали.
Варианты отделки поверхности для деталей, печатаемых методом SLS
Постобработка была затронута выше, но мы не выделили различные методы, используемые экспертами. Однако отделка поверхности деталей, подвергшихся обеспыливанию, не идеальна. Таким образом, в зависимости от производственных требований, может применяться ряд обработок поверхности
1. Ручная шлифовка/шлифовка
Немного более тонкая поверхность достигается за счет использования ручных методов. Операторы используют наждачную бумагу различных сортов или шлифовальные станки для равномерной обработки поверхности и достижения всех углов геометрии.
2. Взрыв и акробатика
Эти методы обеспечивают отличное качество поверхности. Для дробеструйной обработки обычно используются стеклянные шарики, а для галтовки широко используются керамические чипсы. В обоих случаях эти частицы сталкиваются с поверхностью детали SLS, чтобы сгладить ее.
Однако недостатком является то, что некоторый материал также удаляется, изменяя размеры детали. Более того, острые края также могут получиться закругленными, что может быть нежелательно.
3. Химическая обработка
Химические вещества, такие как ацетон, могут реагировать с поверхностью, делая ее гладкой. Это не популярный метод, но в некоторых случаях он эффективен. При выборе химического вещества следует соблюдать осторожность в отношении реакционной способности.
4. Покрытие
Для получения определенных физических свойств можно наносить различные покрытия. Металлические покрытия, такие как золото или медь, иногда используются для дополнительной прочности и эстетики. Поскольку детали, напечатанные на 3D-принтере, являются пористыми, для повышения производительности можно наносить водонепроницаемые покрытия, такие как силикон.
5. Крашение/лакирование
Простым решением для улучшения качества поверхности является нанесение слоя краски или лака на шероховатую поверхность. Это улучшает внешний вид детали, придает ей блеск и не требует много времени.
Применение SLS 3D-печати
SLS нашел применение в нескольких важных отраслях благодаря своим многочисленным преимуществам.

1. Быстрое прототипирование и производство
Механические свойства деталей, напечатанных SLS 3D, сравнимы с деталями, изготовленными с помощью других процессов. Однако производство более быстрое и удобное. По этой причине детали SLS широко используются для быстрого прототипирования и производства функциональных продуктов.
Разработчики продуктов могут быстро выполнять итерации дизайна благодаря высокой скорости печати и функциональности деталей.
2. Авиация и автомобилестроение
Обе эти отрасли находятся в постоянном поиске легких, ударопрочных деталей — характерных качеств SLS-печати. Поэтому 3D-печать также становится популярной для изготовления индивидуальных стильных деталей для модернизации или украшения автомобилей.
Огнестойкие компоненты в аэрокосмических двигателях - еще одно приложение, для которого подходят особые качества материалов SLS. В дополнение к этому, он также популярен для изготовления воздуховодов и прототипов.
3. Медицина
В настоящее время в медицинской промышленности функциональные протезы и ортопедические изделия, разработанные по индивидуальному заказу, печатаются на 3D-принтере. Это связано с тем, что технология 3D-сканирования позволяет придать этим частям форму, точно соответствующую телосложению пациента, а SLS помогает достичь требуемых механических свойств.
Услуги 3D-печати SLS от WayKen
SLS — это популярная технология аддитивного производства, используемая во многих отраслях благодаря своей точности, аккуратности и производительности. Однако освоить технологию может быть сложно, поэтому важно работать с авторитетным поставщиком услуг, который обладает опытом и знаниями для достижения качественных результатов.
WayKen — сертифицированная по стандарту ISO компания по быстрому прототипированию с командой опытных инженеров, специализирующихся на 3D-печати SLS. Мы предлагаем быстрое выполнение заказов, конкурентоспособные цены и анализ DFM, чтобы помочь вам оптимизировать ваши проекты. Сотрудничая с нами для удовлетворения ваших потребностей SLS, вы можете быть уверены, что получите запчасти и обслуживание самого высокого качества. Нажмите кнопку, чтобы получить мгновенное предложение сегодня!
Получите бесплатную цитатуЗаключение
Селективное лазерное спекание, бесспорно, оставило сильный след в сфере аддитивного производства в последние годы. Его потенциал и использование постоянно растут, поскольку он привлекает внимание все большего числа промышленников.
В заключение мы советуем нашим читателям использовать это руководство при принятии решения о выборе 3D-печати. Это все еще относительно новый рынок, и нужно быть хорошо информированным, прежде чем окончательно выбрать метод 3D-печати и производителя.
Часто задаваемые вопросы
Какие существуют типы 3D-принтеров SLS?
3D-принтеры SLS отличаются по-разному:
-Размер :от настольных принтеров с рабочим объемом 100 x 100 x 100 мм до профессиональных принтеров промышленного класса с рабочим объемом до 500 x 500 x 500 мм.
-Типы лазеров :принтеры SLS могут быть оснащены CO2-лазером, волоконным лазером, инфракрасным лазером или лазерным диодом.
-Требования к печати :такие характеристики, как скорость печати, минимальная толщина слоя, характеристики материала и т. д. — все это зависит от продукта.
В чем разница между печатью методом селективного лазерного спекания (SLS) и печатью методом селективного лазерного плавления (SLM)?
SLS соединяет частицы материала путем их спекания. Этот процесс происходит ниже точки плавления материала, и частицы просто сливаются друг с другом. SLM, с другой стороны, работает выше точки плавления и полностью расплавляет частицы, которые затем затвердевают как однородная часть.
SLM производит детали с лучшими механическими свойствами и подходит для очень высококачественных приложений. SLS также производит функциональные детали, но не так прочно, как SLM.
Какие материалы обычно используются для SLS-3D-печати?
Термореактивные полимеры и термопластичный полиуретан являются распространенными материалами, используемыми в 3D-печати SLS. В частности, такие материалы, как Nylon 12 и Nylon 11, являются наиболее популярными. В некоторых специальных приложениях также используется их смесь с металлами (алюминий) или волокнами (углеродное волокно, стекловолокно).
3D печать
- Руководство по лазерной маркировке
- Что такое селективное лазерное спекание?
- Селективное тепловое спекание и лазерное плавление в 3D-печати
- Руководство для новичков по силиконовой 3D-печати
- Введение в 3D-печать с избирательным лазерным спеканием
- Советы по проектированию для 3D-печати с прямым лазерным спеканием металла
- Руководство по выбору материалов для 3D-печати
- MJF и SLS:сравнение технологий 3D-печати
- 3D-печать с прямым лазерным спеканием металлов (DMLS):обзор технологии
- Селективное лазерное плавление:высокотехнологичный метод 3D-печати