


Ускорение рывка 3D-принтера
3D-печать стала модным хобби и даже профессией. Если вы хотите заняться 3D-печатью, вам нужно потратить некоторое время на изучение работы 3D-принтера. Хорошо, что с каждым днем 3D-принтеры становятся все проще в использовании.
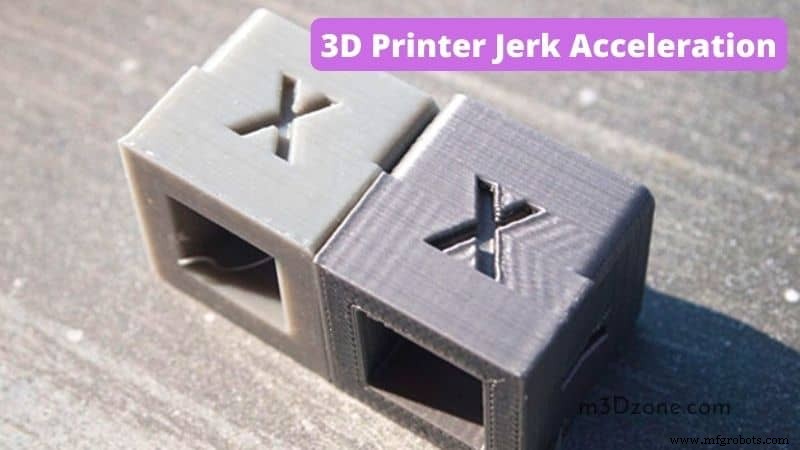
Вы можете задаться вопросом, почему 3D-принтеры называют рывками. Что ж, настройка рывка определяет, какое ускорение или усилие машина прикладывает к своей печатающей головке. Когда вы уменьшите управление рывками, ускорение тоже уменьшится.
Когда он равен нулю, принтер вообще не будет двигаться. В этот момент принтер ничего не может сделать, кроме как ждать следующей команды.
Важно знать настройки рывков вашего принтера перед началом любого задания на печать.
В противном случае вы можете испортить первые несколько отпечатков, а также повлиять на скорость печати принтера. Итак, вот основные сведения о том, что вам следует знать о настройках рывков 3D-принтера.
Что такое параметр Jerk? Что Jerk делает в 3D-печати?
Настройка рывка (ускорение/замедление рывка 3D-принтера)
Настройка рывка — это функция, присутствующая во многих 3D-принтерах, которая позволяет пользователям настраивать ускорение своего принтера. Значение рывка работает как дроссельная заслонка в автомобиле.
Большее число указывает на более сильное ускорение, а меньшее число указывает на более слабое ускорение. Значения рывков варьируются от 0 (ноль) до 100 процентов.
Ноль означает отсутствие ускорения или замедления, а 100 — полное ускорение и замедление.
Некоторые принтеры предлагают небольшую регулировку ускорения, чтобы во время движения было меньше замедления. Другие вообще не предоставляют корректировок.
Разные настройки рывка и ускорения, доступные на большинстве 3D-принтеров
- Нулевой рывок
В этом режиме принтер ничего не делает, пока вы не отправите ему команду начать движение. Он не может ускоряться или замедляться между движениями.
- Медленный толчок
Этот режим, также известный как «Легкий рывок», позволяет принтеру двигаться с минимальной скоростью между командами перемещения. Вы можете заметить разницу в скорости с этим параметром по сравнению со значением по умолчанию.
- Средний толчок
Вы, вероятно, не увидите большой разницы между этой настройкой и Slow Jerk, кроме того факта, что принтер движется медленнее. Среднее значение рывка — это наилучшая настройка, которая позволит вам добиться желаемого результата.
Однако, если вам нужно более точное движение, измените настройку ускорения на эту скорость печати и получите высококачественные отпечатки.
- Быстрый рывок
При использовании Fast Jerk принтер немного ускоряется между инструкциями по перемещению. Это означает, что время печати быстрее, чем обычно. Вы все равно можете замедлить движение при необходимости и получить отпечатки достойного качества.
- Максимальный рывок
Если у вас есть принтер большего размера, например, используемый для крупномасштабных проектов, вы можете подумать о включении контроля рывков максимального значения.
Более высокие значения рывков позволят принтеру двигаться с максимальной скоростью, но при этом быстро останавливаться при необходимости, а также обеспечивать желаемое качество.
Что делает Jerk в трехмерных принтерах?
Настройка рывка — один из лучших способов точно настроить ускорение для повышения качества печати и настройки производительности вашего 3D-принтера.
Например, если вы печатаете что-то, что требует очень высокого уровня точности, вам нужно установить низкое значение рывка.
С другой стороны, если вы печатаете модель с большим количеством кривых, которая должна выглядеть гладкой, вам нужно увеличить значение рывка.
Если вы начинаете с 3D-печати, не заморачивайтесь с настройкой рывка. Вместо этого сосредоточьтесь на изучении основ использования 3D-принтера.
Как только вы освоитесь с работой принтера, вы сможете поэкспериментировать с настройками.
Как использовать настройки Jerk
Один из способов узнать о различных настройках рывка — посмотреть видео онлайн. Вот несколько примеров, которые показывают, как изменить настройку рывка на вашем 3D-принтере:
Как узнать, каковы настройки рывка моего 3D-принтера?
Чтобы узнать текущие настройки рывков, вы должны сначала убедиться, что ваш 3D-принтер подключен к источнику питания. Дважды щелкните значок Контроллеры универсальной последовательной шины после того, как откроете Диспетчер устройств.
Прокрутите список, пока не дойдете до устройства, представляющего ваш 3D-принтер. Найдите запись с названием продукта.
Это имя вашего принтера; он появится под заголовком «Системные устройства» на левой панели.
На правой панели отображается информация об аппаратных компонентах внутри принтера. Дважды щелкните запись программного обеспечения для 3D-печати (тот, который читается как «MakerBot»), чтобы открыть его.
В разделе «Программное обеспечение для печати» найдите строку, которая говорит что-то вроде «Jerk Mode». Если для режима рывков установлено значение «Средний», принтер будет иметь те же характеристики ускорения и замедления, что и при настройке «Медленный рывок».
Если для режима рывка установлено значение «Быстрый», принтер использует параметр «Максимальный рывок».
Резкое ускорение 3D-принтера. Должен ли я включить контроль рывков?
Нет. Jerk контролирует ускорение/замедление принтера в процессе печати. Эта функция предназначена для снижения вероятности заклинивания принтера из-за скопления нити на опорной плите.
Однако мы рекомендуем отключить контроль рывков, если у вас возникли другие проблемы с принтером, такие как забитые сопла, низкая скорость печати или нестабильная печать.
Как настроить параметры ускорения и рывка на 3D-принтере?
Вы настраиваете значения рывка и ускорения с помощью меню «Панель печати» в Центре управления. При выборе «Меню печати» на панели, вы получите окно, подобное показанному ниже. Оттуда вы можете выбрать несколько вариантов. Краткое описание следует за каждым выбором.
В верхнем ряду кнопок нажмите кнопку с надписью "Ускорение/замедление". . Откроется другое диалоговое окно для ввода необходимых настроек.
Например, вы можете увеличить или уменьшить параметры ускорения, замедления или и того, и другого. Или вы можете полностью отключить эту функцию.
В среднем ряду кнопок нажмите кнопку с надписью "Скорость рывка". . Откроется другое диалоговое окно, позволяющее изменить настройки рывка.
Как откалибровать экструдер?
Если у вас возникли проблемы с получением стабильных результатов при печати, попробуйте откалибровать печатающую головку.
Печатающую головку необходимо калибровать каждый раз, когда вы запускаете новое задание на печать. Калибровка печатающей головки включает в себя перемещение сопла вперед и назад по поверхности рабочего стола.
Во время калибровки важно держать печатающую головку перпендикулярно рабочей пластине. Процесс калибровки работает лучше всего, если у вас есть пустая платформа для печати.
Шаги для калибровки печатающей головки следующие:
- Поместите печатающую головку над рабочей пластиной, используя только нагретую платформу. Убедитесь, что печатающая головка установлена ровно, чтобы сопло постоянно касалось рабочего стола.
- Прикрепите контроллер перемещения по оси XYZ к оси Z. Установите оси X и Y на ноль.
- Поворачивайте шаговый двигатель по часовой стрелке, пока не загорится светодиодный индикатор. Затем поверните его против часовой стрелки, пока светодиодный индикатор не погаснет.
- Повторите этот цикл еще три раза.
- Сбросить оси X и Y.
- Печатающая головка медленно движется к рабочей пластине. Обязательно остановитесь, когда кончик насадки коснется платформы сборки.
- Снимите печатающую головку.
- Очистите печатающую головку спиртовыми салфетками.
- Поместите печатающую головку над пустым парником. Начать печать.
- Проверьте качество печати. Если этого недостаточно, повторите шаг 9.
- Продолжить печать тестовых объектов.
- После того, как тестовые объекты будут напечатаны, снова очистите печатающую головку.
- Повторяйте шаги 1–12, пока качество печати не станет приемлемым.
- Сохраните файл с именем «Настройки калибровки» в папке, содержащей файлы кода, созданные на шаге 7.
- Распечатайте свой объект.
- Повторно проверьте скорость печатающей головки и качество печати.
- Повторяйте шаги 15 и 16, пока качество печати не будет соответствовать вашим ожиданиям.
Что вызывает колебания Z?
Вращение головки экструдера вызывает колебание по оси Z. Когда головка экструдера вращается вокруг своей оси, пластиковая нить растягивается.
По мере того как принтер продолжает вращаться, растяжение становится все больше и больше. В конце концов, нить рвется, и принтер перестает печатать. Несколько факторов могут вызвать колебание Z. Некоторые из них включают:
Неверный угол поворота экструдера
Если угол головки экструдера не правильный, то между слоями материала, созданными принтером, будут зазоры. Эти зазоры создадут шаткий слой. Можно использовать удлинитель, чтобы удерживать головку экструдера под правильным углом.
Если вы не используете удлинитель или другой метод для сохранения правильного угла, вам следует увеличить скорость вращения головки экструдера, чтобы машина печатала быстрее.
Головка экструдера не выровнена
Уровень — это уникальный инструмент, который помогает следить за тем, чтобы головка экструдера всегда была идеально горизонтальной. Если головка экструдера не выровнена должным образом, она может вращаться неправильно.
Если у вас возникли проблемы с выравниванием головки экструдера, это может быть связано с тем, что наконечник экструдера расположен слишком низко. Попробуйте поднять наконечник экструдера так, чтобы он находился выше опорной плиты. При этом головка экструдера больше не должна касаться опорной плиты.
Советы по контролю раскачивания Z
Есть определенные вещи, которые вы можете сделать, чтобы контролировать колебание Z. Например:
Используйте инструмент экструдера, чтобы скорректировать головку экструдера
Вы можете использовать экструдер, чтобы удерживать головку экструдера неподвижно, пока принтер печатает. Вы также можете использовать инструмент экструдера, чтобы повернуть головку обратно в нужное положение, когда вам нужно остановить движение принтера вперед. Чтобы использовать инструмент экструдера, выполните следующие действия:
- Остановите принтер
- Поднимите экструдер, чтобы головка не опустилась.
- Крепко прижмите экструдер к головке.
- Поверните экструдер на 90 градусов по часовой стрелке.
- Опустите экструдер.
- Включите принтер
- Продолжить печать
- При необходимости повторите шаги с 4 по 6.
- После печати снова поднимите экструдер, чтобы головка опустилась.
Заключение
В заключение, настройка ускорения рывков 3D-принтера предназначена только для того, чтобы принтер ускорял или замедлял движение головки экструдера в зависимости от количества времени, необходимого для печати данного слоя.
Настройки применяются только к движению головки экструдера относительно настроек оси. Исходные настройки следует изменять только в крайних случаях. Убедитесь, что только специалисты (например, сертифицированные технические специалисты) изменяют настройки.
3D печать
- Обслуживание экструдера вашего 3D-принтера
- Разработка нашей лаборатории 3D-принтеров
- Переход на 3D-принтер
- Основные параметры программного обеспечения САПР для 3D-принтеров
- 3D-принтер против 3D-маршрутизатора с ЧПУ
- смола для 3D-принтера; Можно ли его использовать повторно?
- 3D-печать дергается или появляется двоение:как решить
- 3D-принтеры громкие?
- Как распутать катушку нити 3D-принтера
- Что такое УФ-3D-печать? Лучшая УФ-смола для 3D-принтеров!