


Введение в струйную 3D-печать материалов
Что такое струйная обработка материалов?
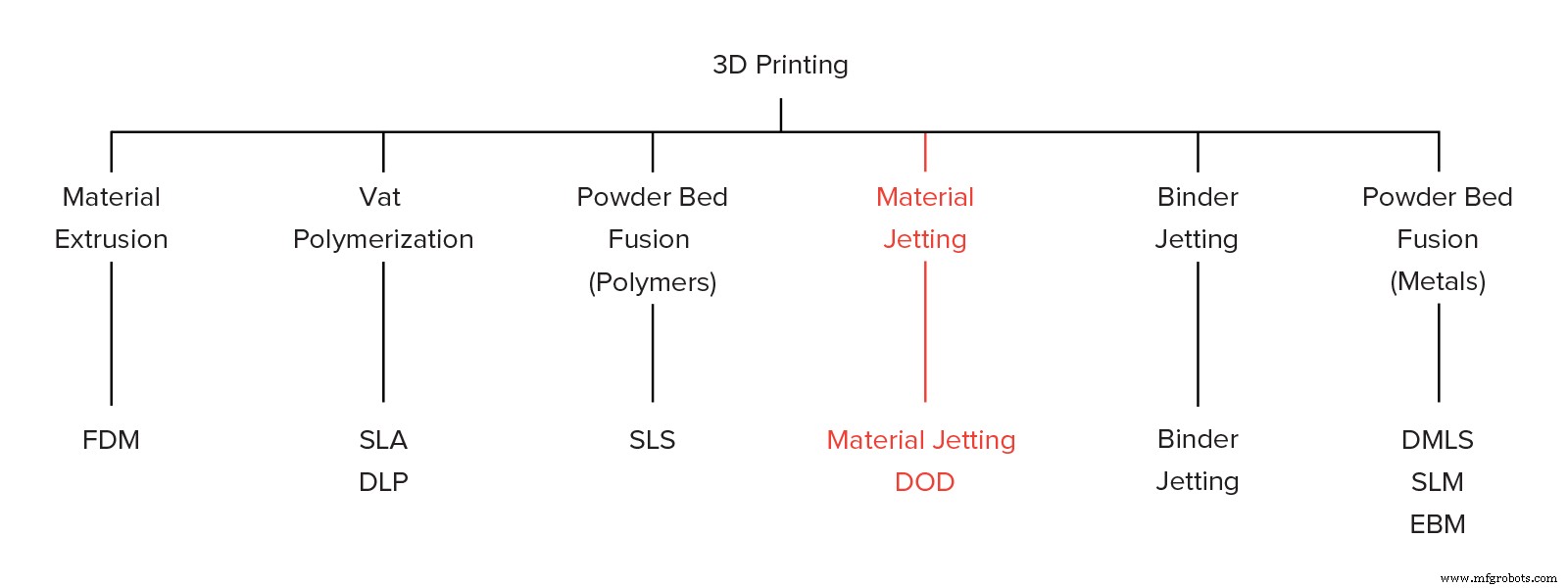
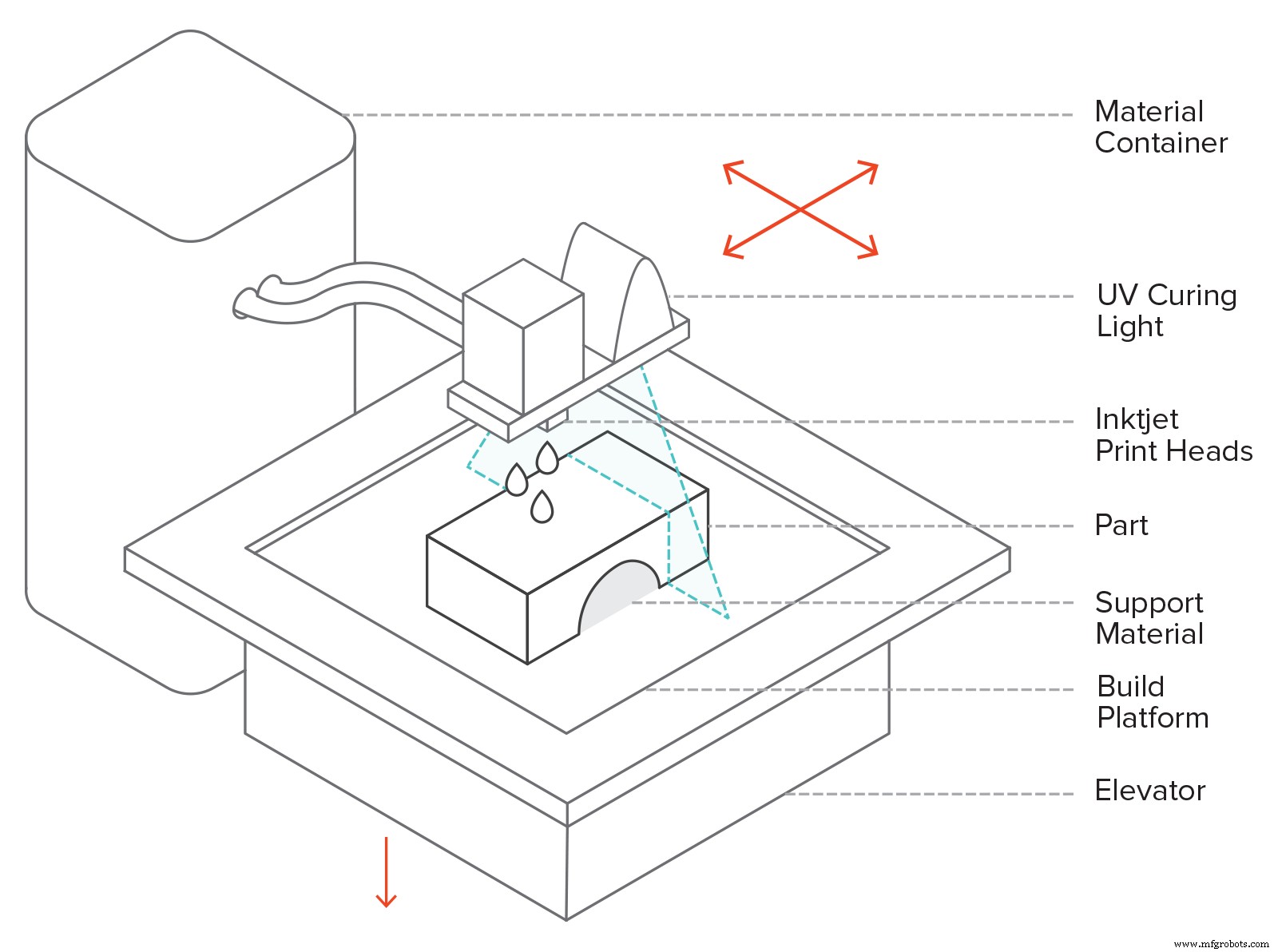
Струйная обработка материалов (MJ) — это процесс аддитивного производства, который работает аналогично 2D-принтерам. При струйной печати печатающая головка (подобная печатающим головкам, используемым для стандартной струйной печати) распределяет капли светочувствительного материала, который затвердевает под воздействием ультрафиолетового (УФ) света, создавая деталь слой за слоем. Материалы, используемые в MJ, представляют собой термореактивные фотополимеры (акрилы), которые выпускаются в жидкой форме.
MJ 3D Printing создает детали с высокой точностью размеров и очень гладкой поверхностью. Печать несколькими материалами и широкий спектр материалов (таких как ABS-подобные, резиноподобные и полностью прозрачные материалы) доступны в Material Jetting. Эти характеристики делают MJ очень привлекательным вариантом как для визуальных прототипов, так и для изготовления оснастки. Тем не менее, струйная обработка материалов имеет некоторые ключевые ограничения, которые мы представляем в этой статье.
В одном из вариантов процесса MJ используются печатающие головки Drop-On-Demand (DOD) для дозирования вязких жидкостей и создания восковых деталей. Однако DOD используется почти исключительно для изготовления моделей для литья по выплавляемым моделям, и по этой причине мы не будем обсуждать его здесь далее.
Как работает струйная обработка материалов?
Вот как работает процесс печати MJ:
I. Сначала жидкая смола нагревается до 30–60°C для достижения оптимальной вязкости для печати.
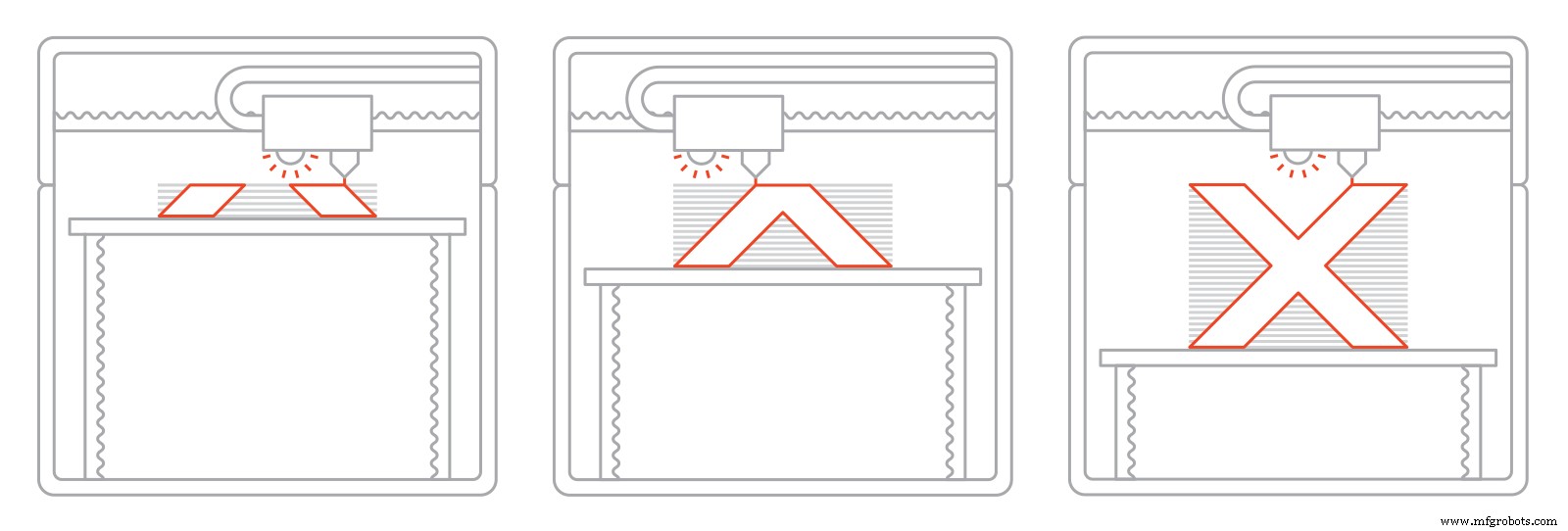
II. Затем печатающая головка перемещается по рабочей платформе, и сотни крошечных капелек фотополимера выбрасываются/осаждаются в нужных местах.
III. Источник УФ-излучения, прикрепленный к печатающей головке, отверждает нанесенный материал, затвердевает и создает первый слой детали.
IV. После завершения слоя платформа сборки перемещается вниз на одну высоту слоя, и процесс повторяется до тех пор, пока вся деталь не будет завершена.
В отличие от большинства других технологий 3D-печати, MJ наносит материал линейным способом. Несколько печатающих головок для струйной печати крепятся к одному и тому же носителю бок о бок и наносят материал на всю поверхность печати за один проход. Это позволяет разным головкам подавать разный материал, поэтому печать из нескольких материалов , полноцветная печать и отпуск растворимой поддержки конструкции просты и широко используются. Опорные конструкции всегда требуются при струйной обработке материалов и требуют удаления после обработки.
При струйной обработке материалов жидкий материал затвердевает в процессе, называемом фотополимеризацией. Это тот же механизм, который используется в SLA. Как и в случае с SLA, детали, обработанные струей воды, имеют однородную структуру. механические и термические свойства, но в отличие от SLA не требуют дополнительного постотверждения для достижения оптимальных свойств, благодаря очень малой высоте используемого слоя.
Характеристики распыления материалов
Параметры принтера
При струйной обработке материалов почти все параметры процесса предварительно устанавливаются производителем машины. Даже высота слоя связана с каждым конкретным материалом из-за сложной физики образования капель. Типичная высота слоя используется при струйной обработке материалов размером 16–32 микрона.
Струйная обработка материалов считается одной из самых точных технологий 3D-печати. Системы MJ имеют точность размеров ± 0,1% с типичным нижним пределом ± 0,1 мм (иногда до ± 0,02 мм). Может возникнуть коробление, но это не так часто, как в других технологиях, таких как FDM или SLS, потому что печать происходит при температуре, близкой к комнатной. По этой причине очень большие детали могут быть напечатаны с большой точностью. Типичный размер сборки составляет приблизительно 380 x 250 x 200 мм, а размеры крупных промышленных систем могут достигать 1 000 x 800 x 500 мм.
Многоматериальная и полноцветная печать
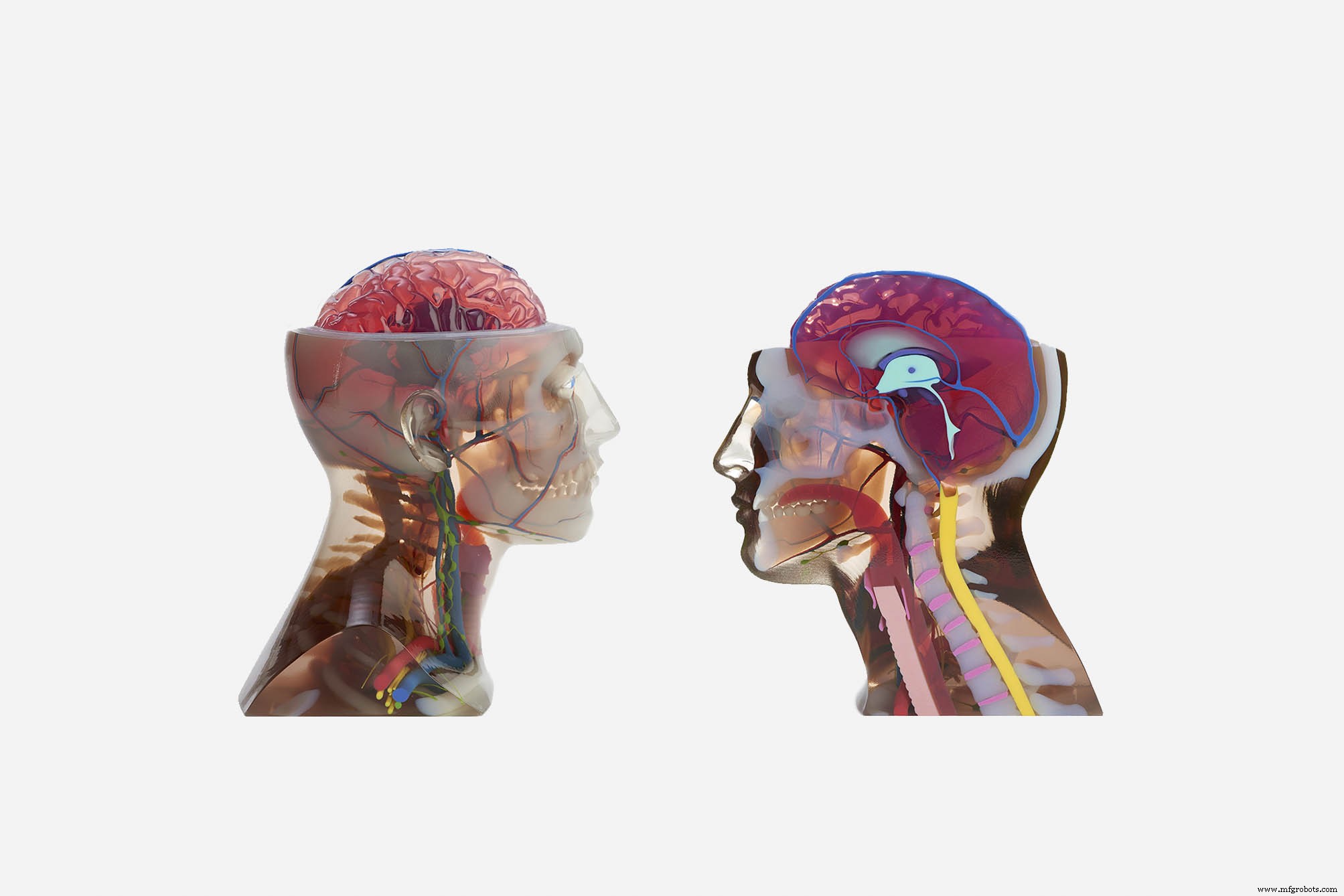
Ключевым преимуществом струйной печати материалов является возможность создавать точные многоцветные и многоцветные отпечатки, представляющие конечные продукты.
Несколько материалов и многоцветный печать в MJ может использоваться на трех разных уровнях:
- На уровне области сборки , различные детали можно печатать из разных материалов или цветов одновременно, что ускоряет производственный процесс.
- На уровне части , разные части детали можно напечатать из другого материала или цвета (например, создать жесткий корпус с гибкими кнопками для прототипирования с тактильной обратной связью).
- На материальном уровне , две или более смолы для печати можно смешивать в разных соотношениях перед нанесением, создавая «цифровой материал» с определенными физическими свойствами, такими как твердость, жесткость или оттенок.
Чтобы назначить другой материал или цвет для определенных областей детали, модель необходимо экспортировать в виде отдельных файлов STL. При смешивании цветов или свойств материала для создания цифрового материала дизайн необходимо экспортировать в виде файла OBJ или VRML, поскольку эти форматы позволяют назначать специальные свойства (например, текстуру или полный цвет) для каждой грани или вершины. .
Поддерживающая структура
Вспомогательные конструкции всегда требуются при струйной обработке материалов. Поддержки всегда печатаются из вторичного растворимого материала. которые можно удалить после печати водой под давлением или погружением в ультразвуковую ванну.
Материальные детали, обработанные струей воды, могут иметь очень гладкие поверхности, практически не имеющие признаков поддержки после удаления.
Ориентация деталей в MJ более гибкая по сравнению с другими технологиями 3D-печати, такими как FDM или SLA. Тем не менее, это по-прежнему важно, так как широкое использование вспомогательных материалов также увеличивает общую стоимость.
Матовый или глянцевый
Распыление материалов позволяет печатать детали как в глянцевом, так и в матовом исполнении.
В настройке глянца , поддерживающий материал добавляется только тогда, когда это необходимо конструктивно (например, для выступов). Поверхности, не находящиеся в прямом контакте с опорой, будут иметь глянцевое покрытие, а поддерживаемые области будут матовыми. В настройке подложки , тонкий слой поддерживающего материала добавляется вокруг всей детали, независимо от ориентации или структурных требований. Таким образом, все поверхности будут матовыми.
Глянцевую настройку следует использовать, когда гладкая блестящая поверхность желательно. Стоимость глянцевой печати ниже, так как используется меньше материала. Недостатками использования этой настройки являются неравномерная отделка печатных частей и небольшое скругление острых краев и углов на верхних глянцевых поверхностях.
Настройку матового покрытия следует использовать, когда точность и однородная поверхность являются требованием. Стоимость матовой настройки немного выше, так как используется больше материала и требуется дополнительное время на постобработку. Примечательно, что детали, напечатанные в матовом режиме, также имеют относительно более низкую твердость поверхности.

Обычные материалы для гидроструйной обработки
В Material Jetting используются термореактивные фотополимерные смолы, которые по свойствам и ограничениям аналогичны тем, которые используются в SLA (они хрупкие, имеют низкую температуру теплового прогиба и склонны к ползучести). Они бывают менее вязкими, похожими на чернила и имеют гораздо более высокую стоимость за килограмм (примерно 300–1000 долларов США).
Печать на нескольких материалах — ключевая сила MJ, поскольку она позволяет создавать точные визуальные и тактильные прототипы. Также доступны специальные материалы, оптимизированные для конкретных отраслей, например, материалы для инструментов (литье под давлением, термоформование и т. д.) и медицинские изделия.
В следующей таблице приведены преимущества и недостатки наиболее часто используемых материалов MJ:
| Материал | Характеристики |
|---|---|
| Стандарт | Жесткий непрозрачный пластик Имитирует отлитые под давлением детали Хрупкий |
| Гибкий | Резиновый Настраиваемая жесткость Плохое удлинение при разрыве |
| Имитация полипропилена | Имитирует детали PP Хорошая прочность на изгиб Хрупкий |
| Имитация ABS | Устойчивость к высоким температурам Используется для оснастки и пресс-форм для литья под давлением Хрупкий |
| Приведение | Нет пепла после выгорания Оптимизирован для литья по выплавляемым моделям |
| Высокая температура | Хорошая температурная стабильность (до 80 o C) Высокая прочность Хрупкий |
| Прозрачный | Стеклянный внешний вид Может быть подвергнут постобработке до 100% очистки |
| Медицинский класс | Стерилизуемый Краткосрочная биосовместимость Используется в стоматологии и медицине |
Преимущества и ограничения распыления материалов
Основные преимущества и недостатки технологии приведены ниже:
Струйная обработка материала позволяет производить гладкие детали с поверхностью, сравнимой с литьем под давлением, и очень высокой точностью размеров.
Детали, созданные с помощью струйной обработки материалов, имеют однородные механические и термические свойства.
Многокомпонентные возможности MJ позволяют создавать точные визуальные и тактильные прототипы.
Детали, изготовленные литьем под давлением, в основном подходят для нефункциональных прототипов, так как имеют плохие механические свойства (низкое удлинение при разрыве).
Материалы MJ светочувствительны, и их механические свойства со временем ухудшаются.
Высокая стоимость технологии может сделать струйную обработку материалов финансово невыгодной для некоторых приложений.
Подробные [](/knowledge-base/how-design-parts-material-jetting-3d-printing/) рекомендации по проектированию каждого из обсуждаемых здесь аспектов приведены в последующих статьях этого раздела Базы знаний. Основные характеристики струйной обработки материалов приведены в таблице ниже:
| Распыление материала | |
|---|---|
| Материалы | Акриловые фотополимеры (термореактивные) |
| Точность размеров | ± 0,1% (нижний предел ± 0,05 мм) |
| Типичный размер сборки | 380 x 250 x 200 мм (до 1000 x 800 x 500 мм) |
| Общая толщина слоя | 16–32 мкм |
| Поддержка | Всегда требуется (напечатано с использованием растворимого материала) |
Полезные правила
- Material Jetting идеально подходит для создания реалистичных визуальных и тактильных прототипов с очень гладкими поверхностями, которые напоминают детали, изготовленные методом литья под давлением.
- Material Jetting предлагает конструкционные материалы, которые можно использовать для производства инструментов и литья под давлением.
- Material Jetting позволяет изготавливать очень большие детали (до 1000 x 800 x 500 мм) без ущерба для точности (обычно ± 0,1%).
- Для печати из нескольких материалов или нескольких цветов экспортируйте проекты в виде файлов STL, состоящих из нескольких частей. Если нужны градиенты, используйте формат файла OBJ или VRML.
3D печать
- Ускоренный курс по электронно-лучевой 3D-печати
- 3D-микротехнология:введение в 3D-печать на малых размерах
- Что такое фотополимеризация в 3D-печати?
- Введение в 3D-печать с направленным отложением энергии (DED)
- Что такое «дорога» в 3D-печати?
- Моделирование наплавленных отложений - краткое введение
- Введение в 3D-печать из пластика
- Скрытые преимущества снижения затрат на материалы для 3D-печати
- 3D-печать везде
- Технологии 3D-печати (часть 2)