


Выбор правильного процесса 3D-печати
Введение
3D-печать или аддитивное производство — это общий термин, который охватывает несколько процессов. Каждый процесс 3D-печати имеет свои преимущества и ограничения, и каждый из них больше подходит для одних приложений, чем для других.
В этой статье мы даем несколько простых в использовании инструментов, которые помогут вам выбрать правильный процесс 3D-печати для ваших нужд. Используйте следующие графики и таблицы в качестве краткого справочника, чтобы определить процесс, который лучше всего соответствует вашим требованиям к дизайну.
Мы подошли к выбору процесса с трех разных сторон:
- Необходимый материал уже известен
- Характеристики конечной части (физические или визуальные) уже определены
- Требуются определенные возможности процесса (точность, размер сборки и т. д.)
Чтобы сделать информацию в этой статье полезной для читателя и всегда актуальной в постоянно развивающемся ландшафте 3D-печати, были введены некоторые обобщения высокого уровня, которые будут обсуждаться в каждом разделе по мере необходимости.
Выбор процесса по материалу
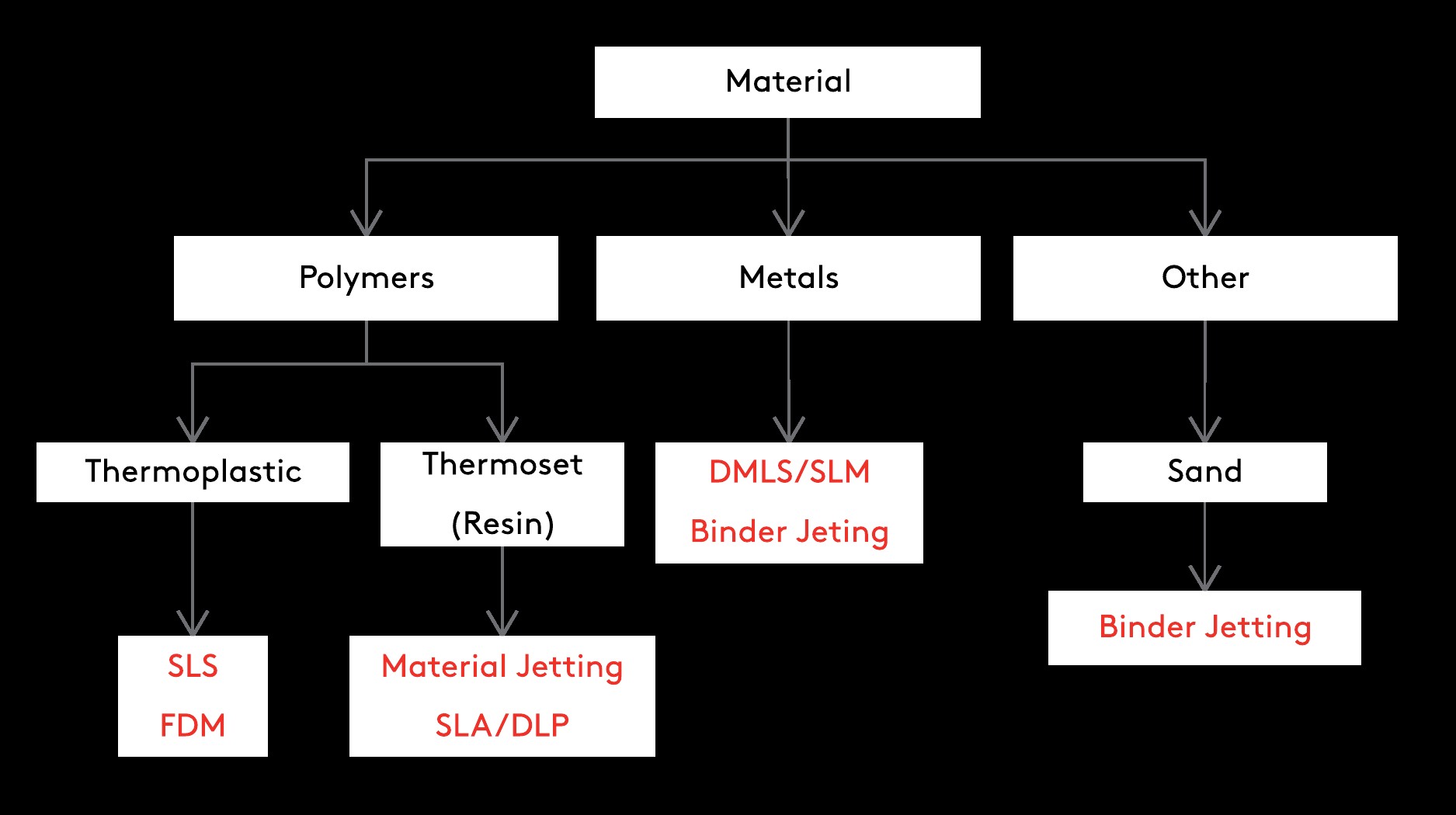
Материалы для 3D-печати обычно бывают в форме нити, порошка или смолы (в зависимости от используемых процессов 3D-печати). Полимеры (пластики) и металлы являются двумя основными группами материалов для 3D-печати, в то время как другие материалы (например, керамика или композиты) также доступны. Полимеры можно разделить на термопласты и реактопласты.
Если требуемый материал уже известен, выбор процесса 3D-печати относительно прост, поскольку только несколько технологий производят детали из одних и тех же материалов. В таких случаях процесс выбора обычно сводится к сравнению стоимости и свойств.
Термопласты:
Термопластики лучше всего подходят для функциональных приложений, включая производство деталей для конечного использования и функциональных прототипов.
Они обладают хорошими механическими свойствами и высокой ударопрочностью, стойкостью к истиранию и химическому воздействию. Они также могут быть заполнены углеродом, стеклом или другими добавками для улучшения их физических свойств. Инженерные термопластики, напечатанные на 3D-принтере (такие как нейлон, PEI и ASA), широко используются для производства конечных деталей для промышленного применения.
Детали SLS обладают лучшими механическими и физическими свойствами и более высокой точностью размеров, но FDM более экономичен и требует более коротких сроков изготовления.
| Типичные термопласты для 3D-печати | |
|---|---|
| SLS | Нейлон (ПА), ТПУ |
| FDM | PLA, ABS, PETG, нейлон, PEI (ULTEM), ASA, TPU |
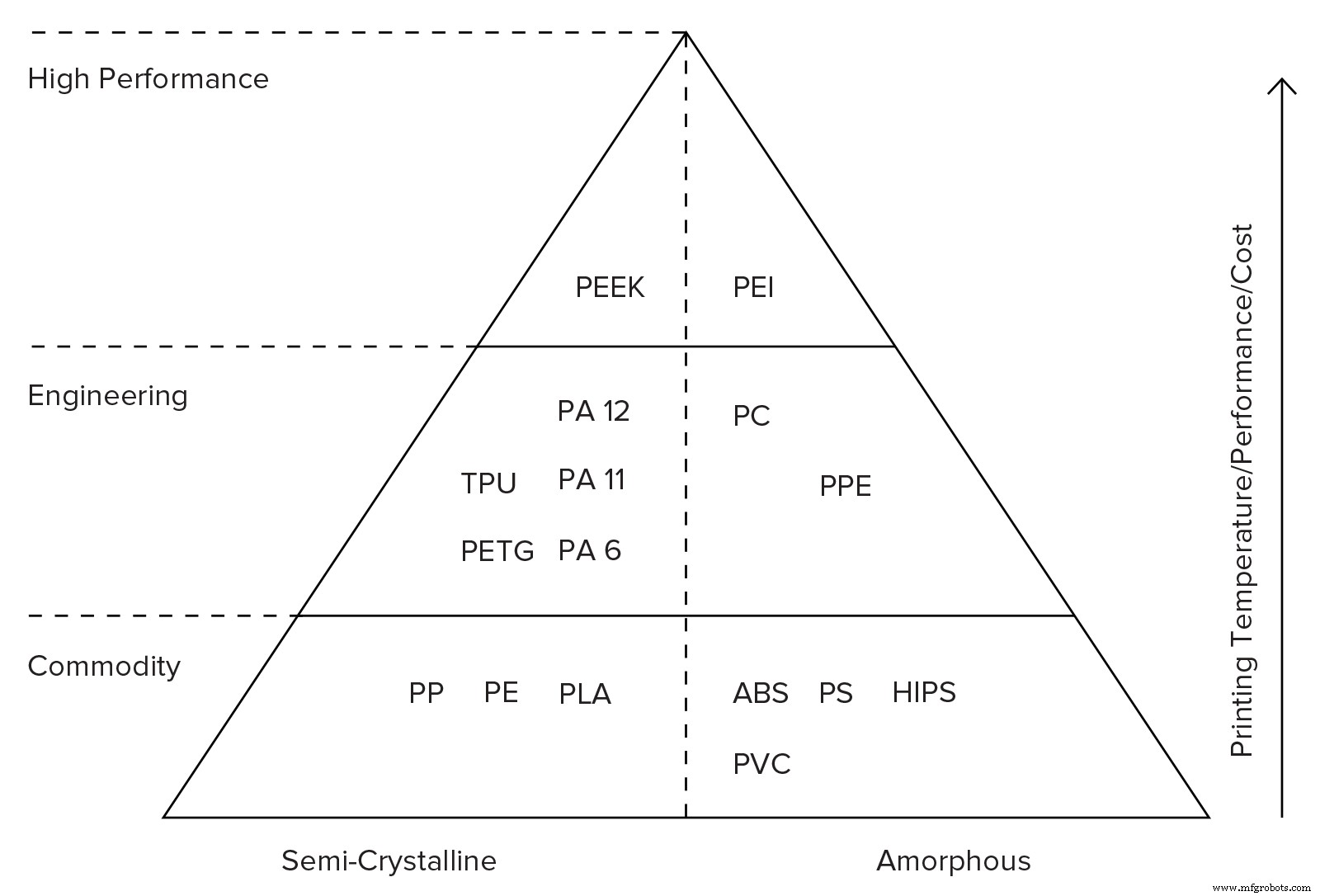
Пирамида ниже показывает наиболее распространенные термопластичные материалы для 3D-печати. Как правило, чем выше материал в пирамиде, тем лучше его механические свойства и тем труднее его печатать (выше стоимость):
Термосетки (смолы):
Реактивные пластмассы (смолы) лучше подходят для приложений, где важна эстетика, поскольку они могут производить детали с гладкими поверхностями, подобными литью под давлением, и мелкими деталями.
Как правило, они имеют высокую жесткость, но более хрупкие, чем термопласты, поэтому они не подходят для функционального применения. Доступны специальные смолы, предназначенные для технических применений (имитирующие свойства ABS и PP) или зубных вставок и имплантатов.
Струйная обработка материалов производит детали с превосходной точностью размеров и, как правило, более гладкими поверхностями, но по более высокой цене, чем SLA/DLP. В обоих процессах используются аналогичные фотоотверждаемые смолы на акриловой основе.
| Типичные реактопласты (смолы) для 3D-печати | |
|---|---|
| Структура материала | >Стандартная смола, Цифровой АБС-пластик, Прочная смола (подобная полипропилену), Прозрачная смола, Стоматологическая смола |
| SLA/DLP | Стандартная смола, жесткая смола (подобная АБС-пластику), прочная смола (подобная полипропилену), прозрачная смола, стоматологическая смола |
Металлы:
Металл Детали, напечатанные на 3D-принтере, обладают отличными механическими свойствами и могут работать при высоких температурах. Возможности произвольной формы 3D-печати делают их идеальными для легких приложений в аэрокосмической и медицинской промышленности.
Детали DMLS/SLM имеют превосходные механические свойства и допуски, но струйная обработка Binder может быть до 10 раз дешевле и позволяет производить гораздо более крупные детали.
| Обычные металлы для 3D-печати | |
|---|---|
| DMLS/SLM | Нержавеющая сталь, титан, алюминий |
| Выброс связующего | Нержавеющая сталь (заполненная бронзой или спеченная) |
Другие материалы:
Другие материалы также могут быть напечатаны в 3D, но они не так широко используются, так как их применение ограничено. К таким материалам относятся керамика и песчаник, окрашенные в полноцветный цвет с помощью Binder Jetting.
| Другие материалы для 3D-печати | |
|---|---|
| Выброс связующего | Песок, Керамика |
Совет:
Из-за аддитивного характера технологии 3D-печатные детали часто будут иметь анизотропные механические свойства, а это означает, что они будут слабее в направлении z. Для функциональных частей эту характеристику следует учитывать при проектировании.
Например, посмотрите, как свойства нейлона SLS сравниваются с объемным нейлоном в этой статье.

Выбор процесса по варианту использования
В процессе выбора важно определить, является ли главное соображение функциональным. или внешний вид . Это очень поможет в выборе наиболее подходящего процесса.
Как правило, детали из термопластичных полимеров лучше подходят для функционального применения, а термореактивные — для внешнего вида.
Функциональность:
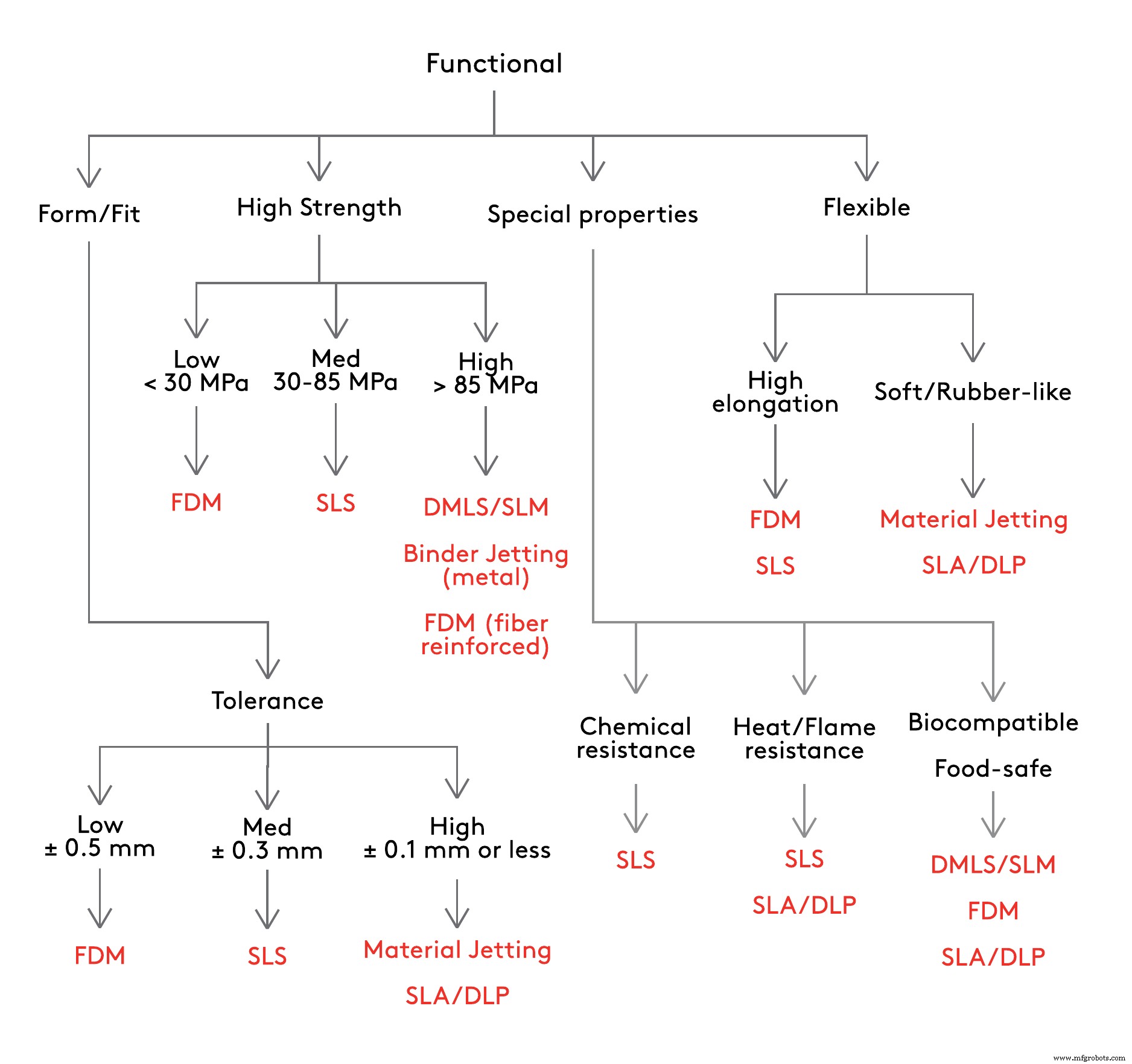
Приведенная ниже блок-схема поможет вам определить наиболее подходящий процесс 3D-печати на основе общих требований к дизайну функциональных деталей и прототипов.
Вот еще некоторые подробности:
- При разработке детали или прототипа, которые будут мешать другим компонентам, важно определить необходимый уровень допуска. . Как правило, выбор процесса с более высокой размерной точностью увеличивает стоимость. Другой вариант – дорисовать детали с критическими размерами или мелкими деталями после 3D-печати (например, просверлив отверстия или нарезав резьбу).
- Общая прочность детали зависит от различных механических и физических свойств. Для упрощения выбора в качестве ориентира можно использовать предел прочности материала на растяжение. При высокой прочности и жесткости требуются металлические 3D-печати или FDM-печать, армированные непрерывными углеродными волокнами.
- Доступны инженерные материалы для 3D-печати с особыми свойствами. , такие как термостойкость, огнестойкость, химическая стойкость или сертифицированы как биосовместимые или безопасные для пищевых продуктов.
- Гибкость можно определить как высокое удлинение при разрыве, когда термопласты, такие как ТПУ, доступны в SLS и FDM, или как низкую твердость, когда материалы с ощущением резины доступны для SLA/DLP и струйной обработки материалов.<бр />

Внешний вид:
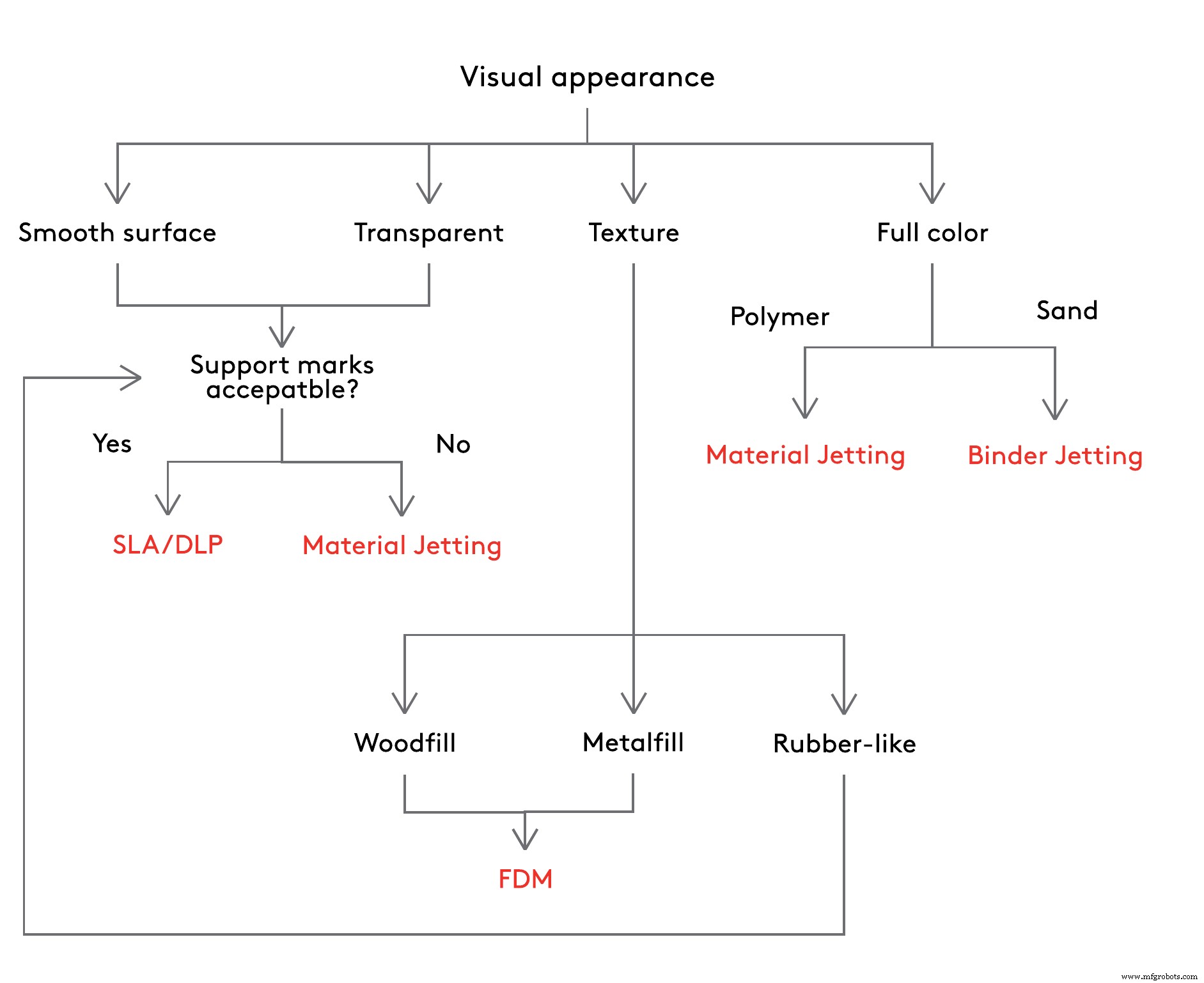
Если основной задачей является внешний вид, выбор процесса 3D-печати можно упростить с помощью приведенной ниже блок-схемы.
Вот еще информация:
- И SLA/DLP, и струйная обработка материалов позволяют производить детали с гладкой поверхностью, похожей на форму для литья под давлением. Основное различие между этими двумя процессами (помимо стоимости) заключается в том, что поддержка в Material Jetting является растворимой, в то время как в SLA/DLP ее нужно удалять вручную после печати, оставляя на поверхности небольшие следы, которые необходимо постобработать ( отшлифован или отполирован).
- Material Jetting производит полностью прозрачные детали, в то время как детали SLA/DLP печатаются полупрозрачными и могут быть подвергнуты постобработке, чтобы сделать их оптически прозрачными почти на 100 %.
- Детали со специальной текстурой, например с отделкой под дерево или металл, можно печатать с использованием нитей FDM с древесным или металлическим наполнителем. Резиновые детали мягкие (твердость по Шору <70A) и могут изгибаться и сжиматься, но им повезло с характеристиками настоящей резины.
- Распыление материала и распыление связующего — единственные процессы 3D-печати, которые в настоящее время предлагают возможности полноцветной печати. Струйная обработка материалов имеет преимущество, поскольку она предлагает материалы с лучшими физическими свойствами, а также возможности работы с несколькими материалами. Другой вариант — загрунтовать и покрасить модели после печати или использовать FDM-принтер с возможностью двойной экструзии (только для двух цветов).
Выбор процесса по производственным возможностям
Когда дизайн модели уже завершен, возможности каждой технологии 3D-печати часто будут играть основную роль при выборе процесса.
Важно иметь обзор фундаментальной механики каждого процесса, чтобы полностью понять их ключевые преимущества и ограничения. Для этого см. специальные вводные статьи для каждой технологии в следующей главе базы знаний.
Вот несколько полезных правил, которые помогут вам интерпретировать данные:
- Точность размеров зависит от уровня детализации каждого процесса и качества сборки каждого 3D-принтера. Процессы, обеспечивающие более высокую точность, обычно позволяют создавать детали с более тонкими характеристиками. Промышленные принтеры имеют более высокую точность и воспроизводимость, чем настольные принтеры.
- Размер сборки определяет максимальные размеры детали, которую может изготовить принтер. Для компонентов, размер которых превышает стандартный размер сборки, рассмотрите возможность перехода на альтернативную технологию или разделение детали на несколько компонентов, которые можно будет собрать позже.
- Необходимость вспомогательных структур определяет уровень свободы дизайна. Процессы, которые не требуют поддержки, например SLS, или растворимой поддержки, такой как струйная обработка материалов или двойная экструзия, имеют меньше ограничений и могут с большей легкостью создавать структуры произвольной формы.
| Точность размеров | Типичный размер сборки | Поддержка | |
|---|---|---|---|
| FDM | ± 0,5% (нижний предел ± 0,5 мм) - настольный ± 0,15% (нижний предел ± 0,2 мм) - промышленный | 200 x 200 x 200 мм для настольных принтеров До 900 x 600 x 900 мм для промышленных принтеров | Не всегда требуется (доступны растворимые) |
| SLA/DLP | ± 0,5% (нижний предел:± 0,10 мм) - настольный ± 0,15% (нижний предел ± 0,05 мм) - промышленный | 145 x 145 x 175 мм для рабочего стола До 1500 x 750 x 500 мм для промышленных принтеров | Всегда требуется |
| SLS | ± 0,3% (нижний предел:± 0,3 мм) | 300 х 300 х 300 мм (до 750 х 550 х 550 мм) | Не требуется |
| Распыление материала | ± 0,1% (нижний предел ± 0,05 мм) | 380 х 250 х 200 мм (до 1000 х 800 х 500 мм) | Всегда требуется (всегда растворимый) |
| Выброс связующего | ± 0,2 мм (± 0,3 мм для песочной печати) | 400 х 250 х 250 мм (до 1800 х 1000 х 700 мм) | Не требуется |
| DMLS/SLM | ± 0,1 мм | 250 x 150 x 150 мм (до 500 x 280 x 360 мм) | Всегда требуется |
Высота слоя
Еще одним важным аспектом, который следует учитывать при выборе технологии, является влияние высоты слоя.
Из-за аддитивного характера 3D-печати высота слоя определяет гладкость. отпечатанной поверхности и минимальный размер элемента принтер может производить (в направлении z). Использование меньшей высоты слоя также делает эффект ступенчатости менее заметным и помогает создавать более точные изогнутые поверхности. .
| Типичная толщина слоя | |
|---|---|
| FDM | 50–400 мкм (чаще всего 200 мкм) |
| SLA/DLP | 25–100 мкм (наиболее распространенный:50 мкм) |
| SLS | 80–120 мкм (наиболее распространенный:100 мкм) |
| Распыление материала | 16–30 мкм (наиболее распространенный:16 мкм) |
| Выброс связующего | <тд>100 мкм|
| DMLS/SLM | 30–50 мкм |
Полезные правила
- В начале процесса выбора определите, что важнее:функциональность или внешний вид.
- Когда несколько процессов могут производить детали из одного и того же материала, процесс выбора превращается в сравнение стоимости и свойств.
- Для функциональных полимерных деталей лучше использовать термопласты (SLS или FDM), а не реактопласты.
- С точки зрения внешнего вида и эстетики лучше всего подходят термореактивные материалы (SLA/DLP или струйная обработка материалов).
- Для металлических деталей выберите DMLS/SLM для высокопроизводительных приложений и Binder Jetting для более низкой стоимости и большего размера детали.
- Для функциональных деталей из металла или пластика также рассмотрите возможность обработки на станках с ЧПУ.
3D печать
- Выбор правильных инструментов упаковки объема и ориентации детали
- Контроль качества в реальном времени:какая система вам подходит?
- 3D-печать или ЧПУ? Выбор правильного метода производства
- Выбор правильной системы привода
- Советы по выбору правильного поставщика смазочных материалов
- 3D-печать:3 самых больших заблуждения
- Проблемы при выборе подходящего поставщика разработки для Интернета вещей
- Выбор правильной геометрии вершины фрезы для снятия фаски
- Будущее 3D-печати в производстве
- Является ли 3D-печать будущим производства?