


Краткое руководство по герметизации FDM с помощью Insight
Итак, вы заинтересованы в том, чтобы оценить этот новый дизайн продукта, который сохраняет текучесть, но боится необходимой постобработки? Сохраняйте спокойствие и проницательность.
Похоже, что по мере развития технологии аддитивного производства (AM) существует бесконечное количество приложений. Тем не менее, те, кто ищет AM для функционального прототипирования и конечного использования деталей, продолжают выполнять свою работу с 25-летней рабочей лошадкой - технологией Fused Deposition Modeling (FDM). Колоссальные 85% рынка основаны на FDM, и это неудивительно. Он производит точные и функциональные детали из широкого спектра промышленных пластмасс.
Помимо всех своих преимуществ, FDM также по своей природе пористый. Для многих приложений это вообще не используется. Если вы занимаетесь термоформованием, вы воспользуетесь этим недостатком. Однако, если вы пытаетесь удерживать газ или жидкость (внутри или снаружи), это явное ограничение. Поэтому, когда пористость является проблемой, использование программного обеспечения для обработки Insight - лучший способ обеспечить успешную работу вашего приложения.
Геометрия сильно повлияет на то, какой метод или комбинации методов потребуются для герметизации детали для тестирования, а затем для конечного использования. Использование программного обеспечения Stratasys Insight, входящего в линейку Fortus от Stratasys, - простой способ решить проблемы пористости для большинства геометрических фигур; и наоборот, некоторые сложные геометрические формы потенциально могут потребовать трудоемкой постобработки. Так что, если вы относитесь к бережливому типу, вам следует приложить все усилия для обработки STL заранее с кулаком Ultem, чтобы исключить необходимость в этих ручных операциях. И угадайте, что? В отличие от большинства методов постобработки, эта стратегия не изменяет геометрию детали.
Если вы уже знакомы с FDM, возможно, вы знаете, почему часто необходима пористость. Если нет, то вот почему:в модели могут быть участки, которые не являются самонесущими, поэтому опоры необходимо удалить и растворить. Естественная пористость позволяет растворимому раствору достигать материала носителя, а также стекать с тех же участков, которые могут быть скрыты. Другими словами, иногда полезно выщелачивание. Просто имейте это в виду.

Печать с помощью Insight
С Insight у вас есть возможность контролировать или даже устранять проблему пористости, особенно с простой геометрией. Это верно до тех пор, пока требования приложения заключаются в удержании газа или жидкости при атмосферном давлении. Он не будет столь же эффективным при более высоком давлении / вакууме или при сложной геометрии деталей.
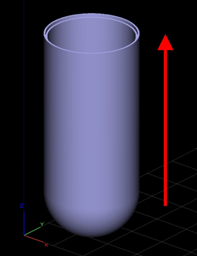
Первый шаг касается ориентации сборки на платформе. Это потребует вашего суждения и потребностей приложения. Самое важное правило - ориентировать деталь так, чтобы большинство поверхностей было ориентировано вертикально.
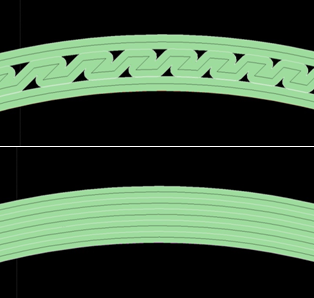
 После того, как вы определили оптимальную ориентацию, следующим шагом будет добавление нескольких контуров к вертикальным стенам (нижнее изображение). По сути, этот метод основан на использовании дополнительных контуров и, в свою очередь, уменьшает или удаляет растры из этих слоев. Наличие растров в модели увеличивает риск утечки из-за воздушных зазоров, которые они создают, как показано ниже (верхнее изображение).
После того, как вы определили оптимальную ориентацию, следующим шагом будет добавление нескольких контуров к вертикальным стенам (нижнее изображение). По сути, этот метод основан на использовании дополнительных контуров и, в свою очередь, уменьшает или удаляет растры из этих слоев. Наличие растров в модели увеличивает риск утечки из-за воздушных зазоров, которые они создают, как показано ниже (верхнее изображение).
На панели инструментов "Группы" вы можете настроить параметры для уменьшения воздушных зазоров, выполнив следующие действия:
- Определите толщину стены путем измерения на каждом слое, а затем выполните математические вычисления, чтобы толщина стены была равна количеству контуров, умноженному на ширину контура. Вы можете выбрать ряд слоев с одинаковой толщиной стенок.
- Настроить специальные группы для каждой толщины и добавьте слои в группы. В каждой группе вы сможете управлять количеством контуров и их шириной.
- Выберите Контуры ссылок и по возможности добавляйте небольшой отрицательный воздушный зазор между контурами. Эта функция создаст непрерывные траектории за счет исключения точек начала и остановки между каждым контуром.
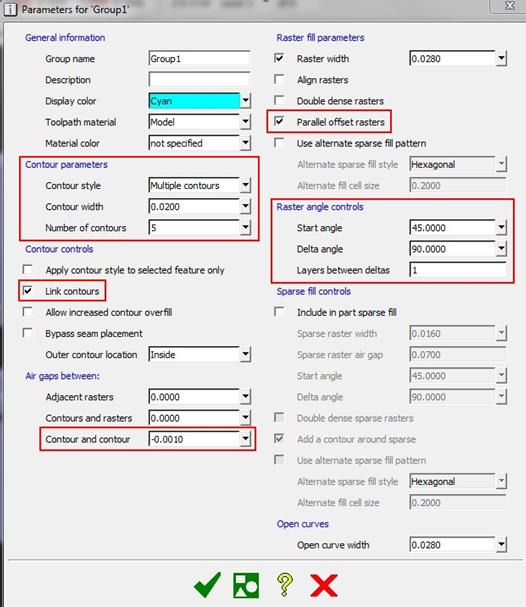
В этом примере, показанном в параметрах для настраиваемой группы, у меня толщина стенки 0,100. Я использовал пять (5) контуров с шириной контура 0,020. У меня также есть Link Contour коробка проверила и дал воздушный зазор -0,001. В качестве альтернативы вы можете применить Ширина контура и Связать контуры глобально, если это соответствует вашим потребностям, с помощью Настройка траектории меню.
Примечание. Изменение некоторых из этих параметров может повлиять на время сборки и использование материалов. Лучше всего использовать «зеленый флаг» в качестве элемента управления и записывать расчетное время и материал перед изменением параметров.
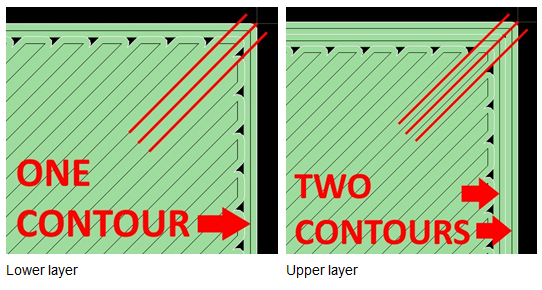
Далее мы рассмотрим растры, потому что, вероятно, в некоторых областях они потребуются. По умолчанию для элементов управления углом растра установлено значение 45 ° и чередование с дельтой 90 ° (см. Выше). Эти чередующиеся области разворота оставляют проходы или воздушные зазоры через слои, то есть черные треугольники, где растры встречаются с внутренними краями контуров.
Выбрав Параллельное смещение Растры, Insight изменит три параметра.
- Изменяет количество контуров на каждом слое, чтобы скрыть повороты растра. Это будет по-прежнему применяться, даже если вы уже настроили несколько контуров.
- Располагает траектории растрового инструмента параллельно соседним слоям (дельта 0 °).
- Смещает траектории растров таким образом, чтобы они покрывали швы предыдущих слоев.
Так что по поводу крышки дело. Это должно стать отличной отправной точкой в обработке STL для подготовки к применению уплотнений FDM.
Вот статья о некоторых других методах постобработки, которые поднимут герметизацию на новый уровень. Но будьте осторожны, потому что они повлияют на вашу геометрию.
Теги:Технология FDM, Термоформование, Ultem
3D печать
- Руководство по 3D-печати с помощью HP Multi Jet Fusion
- Фрезерование - краткое руководство
- Java 8 — Краткое руководство
- Краткое руководство по параллелизму GD&T
- Краткое руководство по машине холодного отжима
- Краткое руководство по планетарной коробке передач
- Краткое руководство по сервопрессу
- Краткое руководство по разматывателю шестерен
- Краткое руководство по оси токарного станка с ЧПУ
- Краткое руководство по силовым патронам