


Успешная обработка пазов с помощью миниатюрных режущих инструментов
Независимо от того, является ли ваш инструмент черновым инструментом диаметром 1 дюйм или прецизионной концевой фрезой диаметром 0,032 дюйма, прорезка пазов является одной из самых сложных операций на инструменте. Во время операций по долблению на всю режущую кромку инструмента оказывается большое усилие и давление. Это приводит к снижению скорости и подачи и повышенному износу инструмента, что делает этот процесс одним из самых неприятных процессов даже для самых лучших режущих инструментов.
С миниатюрными инструментами (для целей этого блога диаметром менее 1/8 дюйма) игра меняется. То, как мы подходим к миниатюрным инструментам, совершенно иное, когда речь идет о долблении. В этих случаях жизненно важно выбрать правильный инструмент для этих операций. Несколько советов могут удивить вас, если вы привыкли работать с более крупными инструментами, но будьте уверены, это проверенные и проверенные рекомендации, которые значительно повысят ваши шансы на успех в миниатюрных слот-приложениях.
Используйте как можно больше флейт
При работе с традиционными траекториями обработки пазов наибольшая проблема с режущим инструментом заключается в обеспечении наилучшего удаления стружки за счет использования надлежащего количества канавок. Традиционно говоря, вы хотите использовать как можно меньше флейт. Для обработки алюминия/цветных металлов обычно не более 2/3 канавок, а для обработки стали/черных металлов рекомендуется 4 канавки. Меньшее количество канавок оставляет место для эвакуации стружки, поэтому вы не срезаете стружку повторно и не засоряете канавки инструмента в глубоких пазах.
При прорезании пазов миниатюрными инструментами наибольшие проблемы связаны с жесткостью инструмента, его прогибом и прочностью сердцевины. С помощью микрослотов мы не «прорезаем», а скорее «делаем прорези». При традиционном долблении мы можем ввести инструмент ½ дюйма на 2xD в деталь, чтобы сделать полный паз, и инструмент справится с этим! Но этот метод просто невозможен с меньшим инструментом.
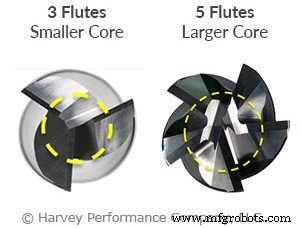
Например, возьмем концевую фрезу 0,015 дюйма. Если мы делаем канавку глубиной 0,015 дюйма с помощью этого инструмента, мы, вероятно, получим осевую глубину от 0,001 до 0,002 дюйма за проход. В этом случае стружка больше не является вашей проблемой, поскольку это не традиционная траектория обработки пазов. Жесткость и прочность сердечника теперь являются ключевыми, а это значит, что нам нужно добавить как можно больше каннелюр! Даже для таких материалов, как алюминий, 4- или 5-зубые инструменты будут гораздо лучшим вариантом при меньших диаметрах, чем традиционные инструменты с 2/3 канавками. Выбирая инструмент с большим числом канавок, некоторые конечные пользователи отмечают увеличение срока службы инструмента в 50-100 раз по сравнению с инструментами с меньшим числом канавок и меньшей жесткостью и прочностью.
Используйте самый сильный из возможных углов при прорезке
Помимо того, что вы должны убедиться, что у вас есть сильное ядро на ваших миниатюрных инструментах при создании слота, вам также необходимо внимательно посмотреть на прочность вашего угла. Установка углового радиуса на ваш инструмент — отличный шаг, который значительно улучшает угловую прочность инструмента по сравнению с инструментом с квадратным профилем. Однако, если нам нужна самая прочная геометрия наконечника, следует также рассмотреть возможность использования концевой фрезы со сферическим концом.
Концевая фреза со сферическим концом даст вам самый прочный наконечник из трех наиболее распространенных профилей. Конечная геометрия на сферическом наконечнике может работать почти как концевая фреза с высокой подачей, обеспечивая более высокие скорости подачи на легких осевых проходах, которые необходимы для обработки микро-пазов. Угол опережения на сферической вершине также позволяет утоньшать стружку в осевом направлении, что повышает стойкость инструмента и позволяет сократить время цикла.

Поиск подходящего инструмента для миниатюрных прорезных операций
Точность и аккуратность имеют первостепенное значение, когда речь идет о миниатюрных инструментах, независимо от того, выполняете ли вы пазы, черновую обработку или даже просто хотите сделать отверстие в детали. В соответствии с приведенными выше рекомендациями также важно иметь различные варианты инструментов для удовлетворения ваших конкретных потребностей в слотах. Harvey Tool предлагает концевые фрезы с 5 канавками диаметром до 0,015 дюйма, которые являются отличным вариантом для более прочного инструмента с большим количеством канавок для операций по прорезанию пазов.

Если вы хотите повысить прочность своего угла, Harvey Tool также предлагает широкий выбор миниатюрных концевых фрез с угловым радиусом и сферическим профилем, с десятками вариантов вылета, длины резания и количества канавок. Также доступна информация о скорости и подаче для всех этих инструментов, что немного упрощает программирование этих сложных траекторий.

Достижение успеха в размещении:резюме
В завершение скажу, что при обработке миниатюрных пазов нужно сосредоточиться на трех основных моментах:количестве канавок, прочности угла и глубине осевых проходов.
Крайне важно убедиться, что вы используете инструмент с угловым радиусом или сферическим концом и по возможности используете как можно больше канавок на своем инструменте. Это сохраняет жесткость инструмента и предотвращает прогиб, обеспечивая при этом превосходную прочность сердцевины.
Для ваших осевых проходов используйте легкие проходы с несколькими шагами вниз. Работа с вашим инструментом почти как с концевой фрезой с высокой подачей обеспечит успешную операцию по прорезанию пазов даже самых незначительных диаметров.
Станок с ЧПУ
- Глоссарий битов для маршрутизатора ЧПУ 2
- Выбор инструментов повышения надежности
- Как выбрать станки с ЧПУ?
- Руководство по цифровым режущим инструментам с ЧПУ
- Как оптимизировать результаты при обработке миниатюрными концевыми фрезами
- Упростите заказ режущего инструмента
- Операции на токарных станках и режущие инструменты токарных станков
- Краткое сравнение станков с ЧПУ
- Типы режущих инструментов для токарных станков
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control