


Пистолетная гравировка на фрезерном станке с ЧПУ – рассмотрены 3 варианта маркировки

ATF предписывает, чтобы серийные номера огнестрельного оружия были выгравированы, отлиты или выбиты на рамке оружия или ствольной коробке таким образом, чтобы их нельзя было стереть. Текущая требуемая глубина гравировки серийного номера оружия составляет 0,003 дюйма при размере шрифта не менее 1/16 дюйма. Другие маркировки оружия, такие как номер модели, калибр или калибр, логотип, название производителя и страна происхождения, также должны быть выгравированы на оружии на глубине 0,003 дюйма. Поскольку никакие два оружия не могут иметь одинаковый серийный номер, лицензированные производители оружия обязаны регистрировать и отслеживать каждое произведенное оружие и, следовательно, всю маркировку или гравировку оружия, выполненную на их предприятии, а также расположение выгравированных частей оружия. В этом блоге обсуждаются 3 различных метода маркировки оружия, а также функции, улучшающие контроль качества.
1) Пистолеты для маркировки рулонов
Начнем с маркировки рулона. Что касается этого процесса, то практически не имеет значения, способен ли он достичь требуемой глубины маркировки оружия (и может ли он это сделать). Это потому, что качество маркировки, на мой взгляд, просто не то, что я хотел бы от оружия, которое я купил за сотни или тысячи долларов. В случае маркировки оружия или серийного номера в процессе маркировки рулона используется круглая матрица с четкими буквенно-цифровыми символами, которые прокатываются по части пистолета, тем самым вдавливая серийный номер в пистолет, сжимая и смещая металл для получения оттиска. Дело в том, что эти метки не являются четкими и чистыми, потому что края каждого символа содержат остатки или «переплавку» металла, который был вытеснен из-под оттиска.
2) Лазерные маркеры
С другой стороны, лазерные станки производят маркировку оружия достойного качества. Недостатком лазера является глубина. Требуемая ATF глубина гравировки огнестрельного оружия 0,003 дюйма расширяет границы лазерной технологии. Это потому, что чем глубже «разрез», тем больше начинает искривляться свет. Это похоже на биение в мире механической обработки, и результаты неудовлетворительны для многих производителей оружия.
3) Гравировальные пистолеты с высокоскоростным фрезерным станком
Компания Smith &Wesson, например, использует высокоскоростной обрабатывающий центр, чтобы выйти за рамки рекомендаций ATF для гравировальных пистолетов, таких как M&P, на глубине 0,005 дюйма. Эта практика позиционирует Smith &Wesson на будущее в случае, если ATF наложит более строгие требования на глубину серийного номера оружия.

Гравировка серийных номеров пистолетов и логотипов, таких как логотипы, на высокоскоростном фрезерном станке с ЧПУ (или обрабатывающем центре) позволяет получить четкие чистые края на глубине, соответствующей требованиям ATF. Как упоминалось выше, качественную маркировку пистолета можно фрезеровать даже на глубине, превышающей эти требования. Кроме того, обрабатывающие центры, такие как высокоскоростные фрезерные станки DATRON, предлагают интегрированные функции и надежную функциональность, которые приносят пользу производителям пистолетов с точки зрения скорости (времени цикла), качества, сокращения отходов, бережливого производства, а также регистрации и отслеживания деталей. На примере линейки пистолетов M&P компании Smith &Wesson показано, как это работает. Эта линия требует гравировки на 3 разных затворах пистолетов, используемых для разных моделей. Поскольку эти слайды используются для различных калибров, существует до 7 вариантов. Компания Smith &Wesson практикует бережливое производство, используя принцип «единичного натяжения»:по мере поступления заказов необходимые детали гравируются.

Благодаря датчику DATRON, используемому для привязки и идентификации деталей, оператор просто выбирает соответствующий слайд и помещает его в высокоскоростной фрезерный станок, фиксируя его в поворотном индексаторе, используемом для вращения детали и приспособления для гравировки с обеих сторон. Затем датчик сканирует слайд и определяет определение детали (тип детали) и запускает соответствующую подпрограмму для гравировки определенных маркировок и номеров деталей. Таким образом, даже в худшем случае, когда оператор устанавливает неправильный бланк, станок DATRON по-прежнему производит высококачественную и пригодную для использования деталь оружия. Измерение, полученное при начальном зондировании, также служит первым шагом в поддержании постоянной глубины гравировки 0,005 дюйма. Данные топографии поверхности каждого слайда пистолета передаются в управляющее программное обеспечение, которое автоматически компенсирует любые неровности поверхности перед началом гравировки. С помощью этой технологии можно также поддерживать равномерную глубину гравировки на изогнутых или закругленных частях оружия, таких как стволы оружия.
После гравировки детали оружия обрабатывающий центр DATRON может записывать информацию в базу данных производителя. Используя библиотеку Dynamic Link Library (DLL), настроенную и связанную с ИТ-системой производителя, автоматические отчеты отправляются со станка с ЧПУ, чтобы обеспечить надлежащую производственную документацию для целей отслеживания. Это также устраняет риск дублирования серийных номеров. Обзор процесса гравировки огнестрельного оружия:
- Деталь входит в машину, машина автоматически проверяет, какая деталь есть, и проверяет поверхностные отклонения.
- Управление станком выбирает программу для этой детали, а отклонение поверхности компенсируется в данных обработки.
- Соответствующий серийный номер, логотипы и другие маркировки оружия выгравированы.
- Постоянная глубина сохраняется… даже на закругленных поверхностях
- Перед удалением детали машина проверяет наличие серийного номера и равномерную глубину.
- Производство деталей регистрируется и отслеживается в базе данных.
Образцы гравировки на фрезерном станке с ЧПУ:
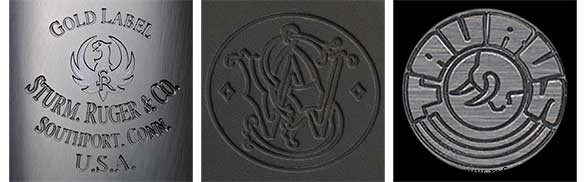
Для большинства владельцев оружия покупка ружья — это решение, которое заслуживает тщательного изучения и изучения в отношении качества и характеристик. Зная это, производители оружия вкладывают неимоверные суммы денег в продвижение своего бренда. Слово «бренд» происходит от торговой марки или маркировки на самом продукте. Таким образом, вполне логично, что производители оружия хотят, чтобы их логотип или «бренд» отображался на оружии в лучшем виде, чтобы передать качество. Другими словами, эстетика имеет значение. Приведенные ниже образцы демонстрируют четкость и чистоту логотипов оружия, выгравированных на высокоскоростном фрезерном станке с ЧПУ и шпинделем со скоростью вращения 40 000–60 000 об/мин.
Как упоминалось в этом блоге, глубина серийных номеров оружия регулируется ATF, и поэтому качество маркировки серийных номеров зависит не столько от эстетики, сколько от выполнения требований правительства. Высокоскоростные фрезерные станки с ЧПУ обеспечивают высочайшую точность и глубину гравировки, как показано на примерах ниже.

Поскольку ATF соответствует своей спецификации для глубины гравировки 0,003 дюйма на других маркировках оружия, таких как место происхождения (местоположение производителя), калибр, калибр и номер модели, логично, что производители оружия хотят объединить всю гравировку в единый процесс, чтобы сэкономить время и деньги. Затворы пистолета Smith &Wesson M&P, представленные ниже, были выгравированы на высокоскоростном фрезерном станке DATRON, оснащенном поворотным делителем, используемым для переворачивания детали, чтобы можно было гравировать обе стороны за одну установку. Эта автоматизация исключает вмешательство оператора, связанное с ручной настройкой гравировки с каждой стороны пистолета.

Станок с ЧПУ
- Почему гравировальный станок с ЧПУ 1325 стал таким популярным
- 1325 Multi 8-шпиндельный станок с ЧПУ с поворотным устройством
- Обсуждались обрабатывающий центр с ЧПУ, гравировальная обработка и гравировальный и фрезерный станок с ЧПУ.
- Что можно сделать на станке с ЧПУ?
- Фрезерный станок с ЧПУ и фрезерный станок с ЧПУ
- Различия между фрезерным станком с ЧПУ и ручным фрезерным станком
- Вертикальная мельница с ЧПУ
- Что такое вертикальный станок с ЧПУ?
- Нужен станок с ЧПУ?
- Фрезерно-токарная обработка с ЧПУ, время - деньги