


Почему важен счет флейт
Одним из наиболее важных соображений при выборе концевой фрезы является определение того, какое количество канавок лучше всего подходит для выполняемой работы. И материал, и применение играют важную роль в этой важной части процесса выбора инструмента. Понимание влияния количества канавок на другие свойства инструмента и того, как инструмент будет вести себя в различных ситуациях, является важным фактором в процессе выбора инструмента.
Machining Advisor Pro (MAP) учитывает количество канавок при наборе рабочих параметров.
Нажмите здесь, чтобы начать.
Основы геометрии инструмента
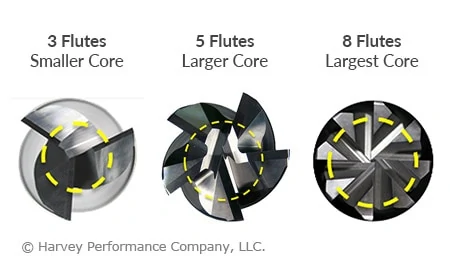
Как правило, инструменты с большим количеством канавок имеют большую сердцевину и меньшие впадины канавок, чем инструменты с меньшим количеством канавок. Большее количество канавок с большим сердечником может обеспечить как преимущества, так и ограничения в зависимости от применения. Проще говоря, больший сердечник прямо пропорционален прочности инструмента; чем больше ядро, тем сильнее будет инструмент. В свою очередь, больший сердечник также уменьшает глубину канавки инструмента, ограничивая пространство для существования стружки. Это может вызвать проблемы с упаковкой стружки в приложениях, требующих удаления тяжелого материала. Однако эти соображения лишь частично уводят нас при принятии решения о том, какой инструмент использовать и когда.
Существенные соображения
Традиционно концевые фрезы выпускались либо с 2, либо с 4 зубьями. Общепринятым практическим правилом было использование 2 канавок для обработки алюминия и цветных металлов и 4 канавок для обработки стали и более твердых сплавов. Поскольку алюминий и сплавы цветных металлов, как правило, намного мягче, чем стали, прочность инструмента не вызывает беспокойства, инструмент может подаваться быстрее, а большая скорость съема материала (MRR) обеспечивается большими желобками инструментов с двумя канавками. Черные металлы обычно намного тверже и требуют прочности большего сердечника. Скорость подачи ниже, что приводит к уменьшению стружки и позволяет использовать канавки меньшего размера для более крупного основного инструмента. Это также позволяет разместить на инструменте больше канавок, что, в свою очередь, повышает производительность.
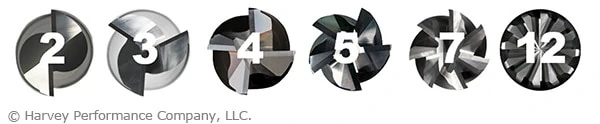
В последнее время, с появлением более совершенных станков и траекторий, инструменты с большим числом канавок стали нормой в производстве. Инструмент для обработки цветных металлов стал в значительной степени сосредоточен на инструментах с 3 канавками, что обеспечивает более высокую производительность, но при этом обеспечивает надлежащее удаление стружки. Черные инструменты сделали шаг вперед и достигли не только 5 и 6 зубьев, но в некоторых случаях до 7 зубьев и более. Благодаря более широкому диапазону твердости, иногда находящемуся на самом верху шкалы твердости Роквелла, гораздо больше канавок обеспечивают более длительный срок службы инструмента, меньший износ инструмента, более прочный инструмент и меньший прогиб. Все это приводит к появлению более специализированных инструментов для более конкретных материалов. Конечным результатом является более высокий MRR и повышенная производительность.
Параметры выполнения
Так же, как материалы будут влиять на выбор инструмента, тип операции и требования к глубине резания также могут иметь большое влияние на идеальное количество канавок для вашего приложения. При черновой обработке может быть желательным меньшее количество канавок для более быстрого удаления большого количества стружки с большими впадинами канавок. Тем не менее, необходимо найти баланс, поскольку современные траектории, такие как высокоэффективное фрезерование (HEM), могут достичь экстремального MRR с очень небольшим шагом и большим количеством канавок. В более традиционном смысле большее количество зубьев отлично подходит для чистовых операций, когда удаляется очень небольшое количество материала, а более высокое качество чистовой обработки может быть достигнуто с большим количеством зубьев, не беспокоясь об эвакуации стружки.

Количество флейт также играет большую роль в расчете скоростей и подач. Одно распространенное эмпирическое правило гласит:«больше флейт, больше корма», но это может быть очень пагубным заблуждением. Хотя в некоторых случаях это верно, это не бесконечно масштабируемый принцип. Как указывалось ранее, увеличение количества канавок на инструменте ограничивает размер впадин канавки. При добавлении 5 го Теоретически инструмент с 4 зубьями дает на 25 % больше съема материала за один оборот при соответственно увеличенной скорости подачи, а более быстрая подача инструмента может привести к его перегрузке. Увеличение съема материала на 25%, скорее всего, ближе к 10-15%, учитывая, что инструмент точно такой же во всех других характеристиках. Для инструментов с большим числом канавок в некоторых случаях может потребоваться настолько сильное снижение скорости и подачи, что меньшее число канавок может быть даже более эффективным. Поиск правильного баланса является ключевым моментом в современной практике фрезерования.
Станок с ЧПУ
- Цифровая фабрика:что это такое и почему это важно
- Почему имеет значение местоположение.
- Как реализовать многофакторную аутентификацию - и почему это важно
- Планирование преемственности:почему это важно и когда начинать
- Почему «Сделано в США» имеет значение?
- 4 причины, по которым тестирование и проверка оборудования так важны
- Почему давление имеет значение при гидроабразивной резке
- Покупка мобильного крана:почему местность имеет значение
- Почему оборудование является активом, а не просто инструментом?
- Почему совместимость лицевой маски и баллона имеет значение для дыхательного аппарата