


Обработка поверхности — Шероховатость поверхности — Символы, диаграммы, выноски
Что такое отделка поверхности?
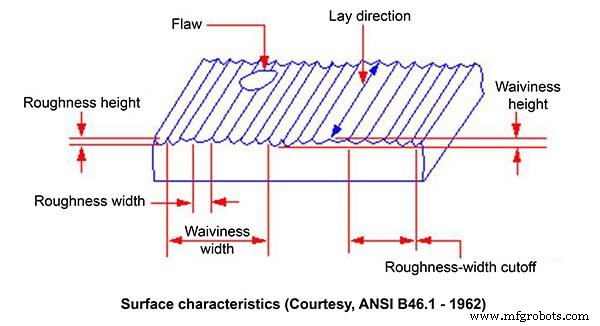
Чистота поверхности измеряет общую текстуру поверхности, определяемую укладкой поверхности, шероховатостью поверхности и волнистостью. Обработка поверхности обычно называется текстурой поверхности. когда он содержит все три функции, чтобы избежать недоразумений, потому что машинисты часто называют шероховатость поверхности чистотой поверхности.
На этом рисунке показано, как думать о связи между волнистостью, укладкой и шероховатостью:
Измерение шероховатости поверхности
Профили R, W и P представляют собой три основные категории характеристик текстуры поверхности, которые были стандартизированы в сочетании с полным символом. Серия профилей R связана с параметрами шероховатости. Серия профилей W связана с параметрами волнистости. Серия профилей P связана со структурными параметрами. Значение Ra наиболее часто используется во всем мире.
Шероховатость поверхности и производственные процессы
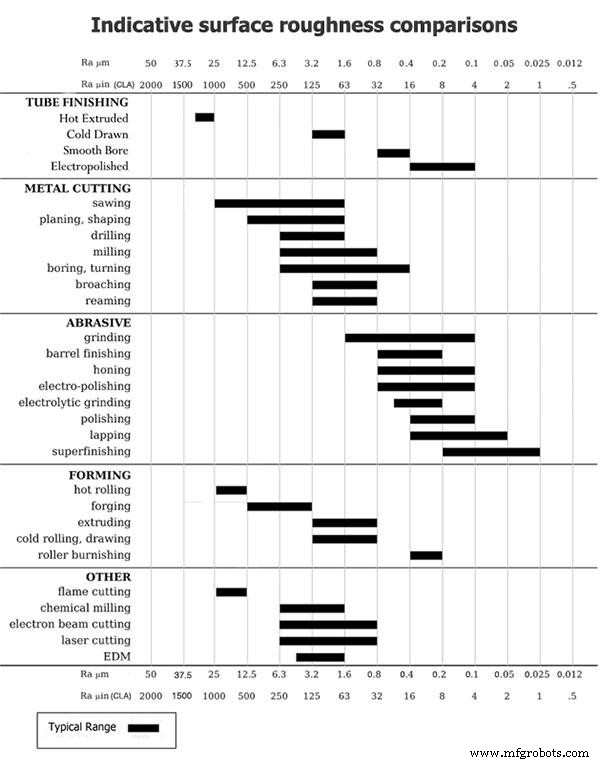
Отделка поверхности сильно различается в зависимости от производственной процедуры, используемой для их производства. Кромка пластины, вырезанная пламенем, например, имеет качество поверхности, значительно отличающееся от шлифованной поверхности. Таким образом, первым шагом в определении того, как производить продукт, требующий определенной отделки, является выбор метода, способного обеспечить необходимую отделку поверхности. Чтобы получить желаемый результат с наименьшими затратами, может потребоваться наслоение нескольких процессов.
Вот таблица с диаграммой, показывающей относительную шероховатость поверхности нескольких производственных процессов:
Рекомендации по обработке поверхности для литья под давлением
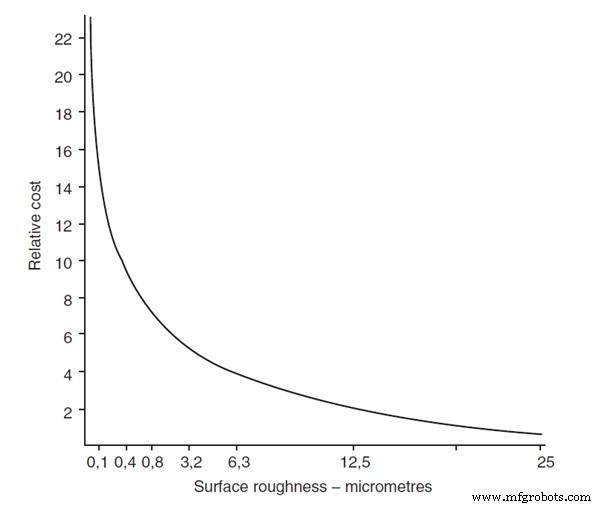
Шерховатость поверхности и стоимость производства
На следующем графике показана приблизительная связь между шероховатостью поверхности и стоимостью получения такой отделки.
Стандарты и эквиваленты шероховатости поверхности
- ANSI B46.1
- BS EN ISO 1302:2002
| R a -мкм – | 0,025 | 0,05 | 0,1 | 0,2 | 0,4 | 0,8 | 1,6 | 3.2 | 6.3 | 12,5 | 25 | 50 |
| R а – мкдюйм | 1 | 2 | 4 | 8 | 16 | 32 | 63 | 125 | 250 | 500 | 1000 | 2000 |
| R t (Р у ) -мкм | 0,25 | 0,5 | 1 | 2 | 4 | 8 | 16 | 32 | <тд ширина="45">||||
| Класс N | N1 | N2 | N3 | N4 | N5 | N6 | N7 | N8 | N9 | N10 | N11 | N12 |
- Определенные стандартом ISO 1302:1992 номера класса N не используются, поскольку они заменены стандартом BS EN ISO 1302:2002.
Ссылки
Симмонс, Ч. Х., Фелпс, Н., и Магуайр, Д. Э. (2012). Руководство по техническому чертежу:Технические характеристики продукта и документация в соответствии с британскими и международными стандартами . Берлингтон:Баттерворт Хайнеманн.
Производственный процесс
- Что такое шероховатость поверхности? - единица, диаграмма, измерение
- Что такое отделка поверхности? - Единицы измерения, символы и таблица
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- От начала до конца:основы измерения поверхности
- Выбор правильной шероховатости поверхности для обработки с ЧПУ
- Поверхность литья по выплавляемым моделям
- DIN 1725-1 класс 3.3211 T4510
- DIN 1725-1 Класс 3.3211 T4
- DIN 1725-1 Класс 3.3211 T6
- Что такое стандартная обработка поверхности?