


Какие существуют виды дуговой сварки? [Преимущества и приложения]
В этой статье вы узнаете, что такое дуговая сварка? и как это работает ? различные типы дуговой сварки с их преимуществами и приложения . Кроме того, вы можете скачать версию в формате PDF. файл этой статьи в конце.
Дуговая сварка и ее виды
Что такое дуговая сварка?
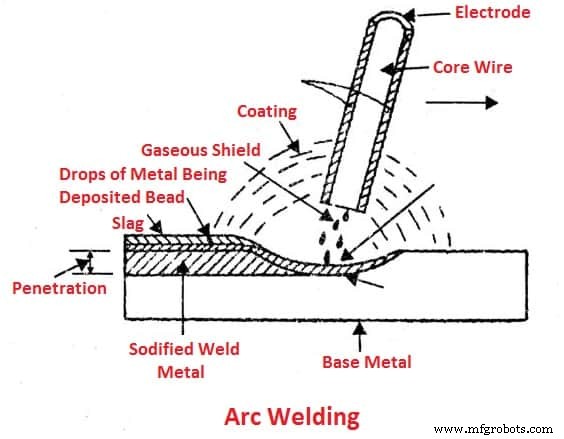
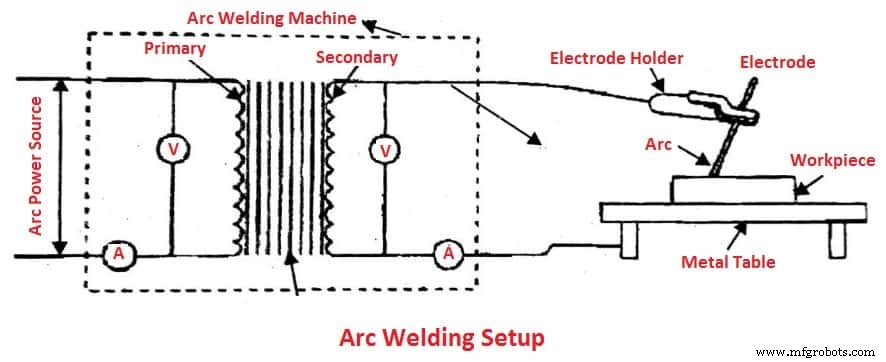
Дуговая сварка — это процесс сварки плавлением, при котором теплота сварки получается от электрической дуги между заготовкой (или основным металлом) и электродом.
Электрическая дуга возникает, когда два проводника электрической цепи соприкасаются, а затем разделяются на небольшое расстояние, так что цепь имеет достаточное напряжение для поддержания электрического тока в воздухе.
Температура тепла, выделяемого электрической дугой, составляет от 6000° до 7000°.
Наиболее распространенным методом дуговой сварки является использование металлического электрода, который подает присадочный металл. Сварка выполняется путем первого контакта электрода с изделием, а затем разделения электрода на нужное расстояние для образования дуги.
Виды дуговой сварки
Ниже приведены различные типы дуговой сварки процессы:
- Дуговая сварка защищенным металлом
- Дуговая сварка порошковой проволокой
- Сварка под флюсом
- Электрошлаковая сварка
- Дуговая сварка шпилек
Дуговая сварка металлическим электродом №1
Он также известен как ручная дуговая сварка металлическим электродом, дуговая сварка с защитой от флюса. или сварка стержнем. В этой сварке это процесс, при котором дуга зажигается между металлическим стержнем или электродом (покрытым флюсом) и заготовкой, поверхность стержня и заготовки плавится, образуя сварочную ванну.
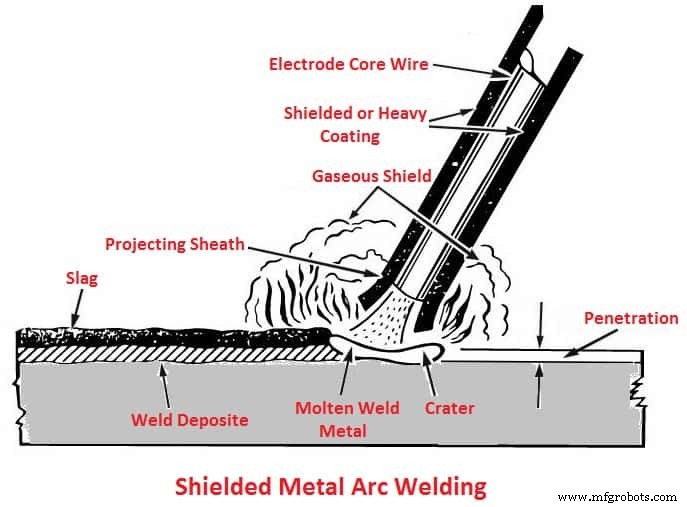
Одновременное расплавление флюсового покрытия на стержне приведет к образованию газа и шлака, который защищает сварной шов от окружающей среды. Дуговая сварка защищенным металлом - это разнообразный процесс, идеально подходящий для соединения черных и цветных металлов с толщиной материала во всех положениях.
#2 Дуговая сварка порошковой проволокой
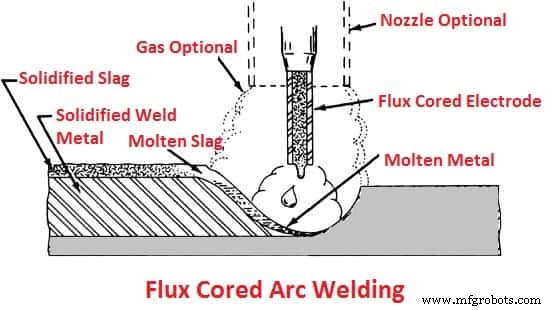
В этом типе процесса дуговой сварки используется электрод с сердечником из флюса с непрерывной подачей и источник питания постоянного напряжения, который обеспечивает постоянную длину дуги. В этом процессе используется либо защитный газ, либо просто газ, полученный флюсом, для обеспечения защиты от загрязнения.
#3 Дуговая сварка под флюсом
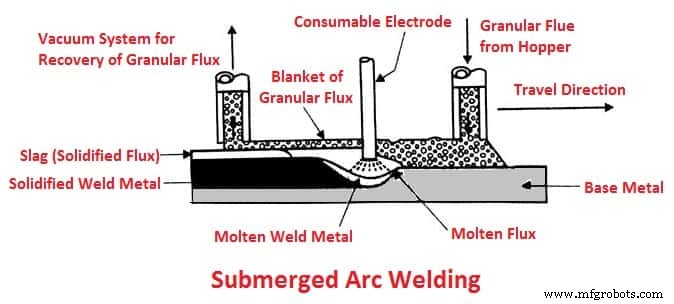
При дуговой сварке под флюсом , это процесс, в котором непрерывно подаваемый электрод и слой плавких флюсов становятся проводящими при расплавлении и обеспечивают путь тока между деталью и электродом. Этот флюс также помогает предотвратить брызги и искры, подавляя дым и ультрафиолетовое излучение.
#4 Электрошлаковая сварка
электрошлаковая сварка применяется как вертикальный процесс для сварки толстых листов (более 25 мм) за один проход. ESW использует электрическую дугу до того, как дополнительный ток начнет гасить дугу. Флюс плавится по мере того, как расходуемая проволока подается в расплавленную ванну, которая образует расплавленный шлак над ванной.
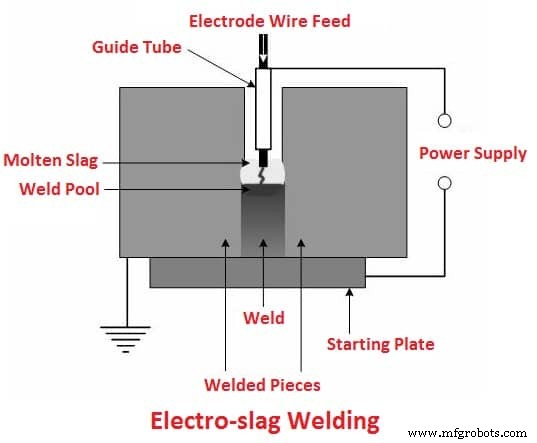
Тепло для расплавления концов проволоки и пластин вырабатывается за счет сопротивления расплавленного шлака прохождению электрического тока. Два медных башмака с водяным охлаждением следят за ходом процесса и предотвращают закрытие расплавленного шлака.
#5 Дуговая сварка шпилек
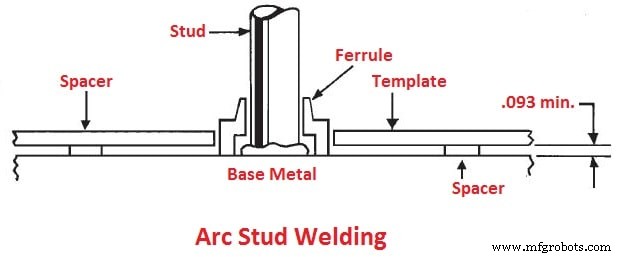
дуговая сварка шпилек похожа на сварку оплавлением, приварка шпилек соединяет гайку или крепежный элемент, обычно фланец с утолщением, которое плавится, чтобы прикрепиться к другому металлическому элементу.
Читайте также:Как работает подводная сварка? и виды подводной сварки
Процедура дуговой сварки
Когда дуга получена, интенсивное проникновение тепла, таким образом, быстро плавит изделие под дугой, образуя ванну расплавленного металла, которая, кажется, вытесняется из ванны взрывом дуги.
В работе образуется небольшое углубление и расплавленный металл осаждается по краю этого углубления, которое называется создателем дуги. Шлак очищают после остывания шва.
Их, раз начав, следует продвигать с равномерной скоростью вдоль нужной линии сварки. Плавление должно достигать достаточной глубины под исходными поверхностями соединяемых металлических деталей, чтобы получить желаемый сварной шов. Это известно как получение надлежащего проникновения.
Для дуговой сварки можно использовать постоянный или переменный ток, но для большинства целей предпочтительнее постоянный ток. Когда изделие подключается к плюсовой клемме сварочного аппарата постоянного тока, а минусовая клемма к более жирному электроду, говорят, что сварочная установка имеет прямую полярность.
Однако, когда работа подключена к -ve, а электрод - к клемме +ve, то говорят, что сварочная установка имеет обратную полярность. Прямая полярность более удобна для некоторых сварных швов, в то время как для других сварных швов следует использовать обратную полярность.
Меры предосторожности при дуговой сварке
По существу сварка не является опасным занятием, если соблюдаются надлежащие меры предосторожности. Это требует от сварщика постоянной осведомленности о возможных опасностях и обычных мерах предосторожности.
- Убедитесь, что оборудование для дуговой сварки правильно установлено, заземлено и находится в хорошем рабочем состоянии.
- Всегда носите защитную одежду, подходящую для сварки,
- Всегда надевайте надлежащую защиту для глаз во время сварки.
- Содержите свое рабочее место в чистоте и следите за тем, чтобы в нем не было горючих или взрывоопасных материалов.
- Не выполняйте сварочные работы в закрытых помещениях и герметичных контейнерах, в которых находились горючие вещества, без особых мер предосторожности.
- Используйте автоматическую вытяжку в точке сварки при сварке свинца, хрома, марганца, бронзы, латуни, кадмия, цинка или оцинкованной стали.
- При необходимости сварки во влажном или мокром помещении встаньте на сухую изолированную платформу или наденьте резиновые сапоги.
- Если необходимо соединить длину сварочного кабеля, убедитесь, что все электрические соединения изолированы.
- Когда держатель электрода не используется, повесьте его на прилагаемые скобы.
- Выбрасывайте огарки электродов в соответствующий контейнер, так как окурки на полу представляют угрозу безопасности.
- Не выполняйте сварку рядом с операциями обезжиривания.
- При работе над землей убедитесь, что леса, лестница или рабочая поверхность прочны.
Читайте также:Разница между сваркой TIG и MIG
Оборудование для дуговой сварки
Ниже приведены различные виды оборудования, используемые при дуговой сварке:
- А.С. или машина постоянного тока
- Электрод
- Держатель электрода
- Кабели, кабельные разъемы
- Кабельная вилка
- Отбойный молоток
- Заземляющие зажимы
- Проволочная щетка
- Шлем
- Защитные очки
- Перчатки для рук
- Фартуки, рукава; и т. д.
Одной из причин широкого распространения процесса дуговой сварки является простота необходимого оборудования. Оборудование состоит из следующих предметов.
- Источник сварочного тока
- Держатель электрода
- Зажим заземления
- Сварочные кабели и разъемы
- Вспомогательное оборудование (отбойный молоток, проволочная щетка)
- Защитное снаряжение (шлем, перчатки и т. д.)
1. Источник сварочного тока

В этой сварке используется либо переменный, либо постоянный ток, но в любом случае выбранный источник питания должен быть типа постоянного тока. Этот тип источника питания обеспечивает относительно постоянную силу тока или сварочный ток независимо от изменения длины дуги оператором.
2. Держатель электрода
Электрододержатель подключается к сварочному кабелю и включает электрод. Для направления электрода к сварному шву используются изолированные рукоятки.

И подайте электрод над сварным швом и подайте электрод в сварочную ванну. Держатели электродов доступны в различных размерах и рассчитаны на допустимую нагрузку по току.
3. Зажим заземления
Зажим заземления используется для подключения заземляющего кабеля к произведению, которое он подсоединяет непосредственно к произведению, к столу или приспособлению, на котором оно расположено.

Являясь частью сварочной цепи, заземляющие зажимы способны проводить сварочный ток без перегрева за счет электрического сопротивления.
4. Сварочные кабели
Кабель электрода и кабель заземления являются важными частями сварочной цепи. Они должны быть очень гибкими и иметь жесткую термостойкую изоляцию.
Соединения держателя электрода, зажима заземления и источника питания должны быть пропаяны или хорошо обжаты, чтобы обеспечить низкое электрическое сопротивление.

Площадь поперечного сечения кабеля должна быть достаточной для пропуска сварочного тока при минимальном падении напряжения. Увеличение длины кабеля требует увеличения диаметра кабеля, чтобы уменьшить сопротивление и падение напряжения.
5. Дополнительное оборудование (отбойный молоток, проволочная щетка)
Теперь большинство сварщиков могут согласиться с тем, что необходимо удалять шлак из металла шва. Вам может быть интересно, как удалить шлак. Этот процесс очень прост и занимает всего несколько секунд.

Шлак не предназначен для сильного сцепления со сварным швом, все, что нужно, это что-то вроде отбойного молотка или проволочной щетки. Следует сказать, что чем качественнее сварной шов, тем меньше он будет связываться со шлаком. Так что, если ваши сварные швы в порядке, вам нужно только нарезать их.
6. Защитное снаряжение (каска, перчатки и т. д.)
Лучи от металлической дуги обладают высоким уровнем инфракрасного и ультрафиолетового излучения. Они очень опасны для глаз, лица и кожи сварщика. Он должен быть защищен от этих лучей, а также от яркости дуги.


Ручные экраны и каски помогают защитить лицо и глаза оператора от дуговых лучей. Они изготовлены из легкого материала. Ручной экран или каска не должны весить более 600 граммов. Они должны быть достаточно большими, чтобы защитить все лицо и глаза от отраженных лучей.
7. Электроды для дуговой сварки
Для дуговой сварки используются как неплавящиеся, так и плавящиеся электроды. Неплавящиеся электроды могут быть изготовлены из углерода, графита или вольфрама, которые не расходуются в процессе сварки.

Плавящиеся электроды могут изготавливаться из различных металлов в зависимости от их назначения и химического состава свариваемых металлов. Эти расходуемые электроды можно разделить на неизолированные и с покрытием.
Преимущества дуговой сварки
Следующие преимущества дуговой сварки:
- Недорогое сварочное оборудование.
- Более быстрая сварка по сравнению с процессом газовой сварки.
- Низкая стоимость сварочной операции.
- Относительно простой и универсальный метод.
- Для этого требуется относительно небольшое количество электродов.
- Покрытие на электроде может обеспечить защитные газы, легирующие элементы и другие необходимые материалы по относительно низкой цене.
- Сварочное оборудование легко управляемо и легко обслуживается.
Недостатки дуговой сварки
Ниже приведены недостатки дуговой сварки:
- Ввод тепла и осаждение наполнителя не могут быть разделены.
- Материал электрода теряется в виде неиспользованного остатка, шлака и газа.
- Существует больше шансов включения шлака в борт.
- Если не выполнить надлежащую сушку электрода, влага может снизить качество металла шва.
- Разбрызгивание металла и удар дуги являются общими проблемами этого процесса.
- Тонкие заготовки размером менее 3 мм плохо поддаются сварке.
Применение дуговой сварки
Следующие области применения дуговой сварки:
- Этот процесс обычно используется в общем строительстве и производстве в судостроении, на трубопроводах и для работ по техническому обслуживанию, поскольку оборудование является портативным и его легко обслуживать.
- Пригодится для работы в отдаленных районах, где в качестве источника питания используется переносной топливный генератор.
- Этот процесс лучше всего подходит для заготовок толщиной от 3 до 19 мм, хотя этот диапазон может быть легко расширен опытными операторами с использованием многопроходной техники.
Загрузить PDF-файл этой статьи
Скачать сейчасЗаключение
Итак, теперь мы надеемся, что развеяли все ваши сомнения относительно процесса дуговой сварки. Если у вас все еще есть какие-либо сомнения по поводу «Типы дуговой сварки ” вы можете связаться с нами или спросить в комментариях.
Вот спасибо за прочтение. Если вам понравилась наша статья, поделитесь ею с друзьями. Если у вас есть какие-либо вопросы по какой-либо теме, вы можете задать их в разделе комментариев.
Подпишитесь на нашу рассылку, чтобы получать уведомления о новых публикациях.
Промышленные технологии
- Что такое плазменная дуговая сварка? - Детали и работа
- 5 различных типов сварных соединений | Сварные швы
- Что такое сварка? - Определение | Виды сварки
- Что такое газовая вольфрамовая дуговая сварка или сварка TIG?
- Что такое дуговая сварка? - Типы и как это работает
- Что такое лазерная сварка? - Работа, виды и применение
- Что такое сварка сопротивлением? - Типы и работа
- Что такое дуговая сварка порошковой проволокой (FCAW)? - Полное руководство
- Что такое углеродная дуговая сварка? - Оборудование и работа
- Что такое дуговая сварка под флюсом (SAW)? - Полное руководство