


Процесс ультразвуковой обработки – принцип работы деталей, преимущества
В этой статье рассматриваются такие темы, как процесс ультразвуковой обработки, принцип работы, преимущества, недостатки и подробное описание того, как это работает.
Что такое процесс ультразвуковой обработки?
Процесс ультразвуковой обработки (USM) – это процесс удаления твердых и хрупких материалов с помощью инструмента, совершающего осевые колебания на ультразвуковых частотах. [18–20 килогерц (кГц)].
Во время этого колебания абразивная суспензия B4C или SiC непрерывно подается в зону обработки между мягким инструментом (латунная сталь) и заготовкой. Таким образом, абразивные частицы вбиваются в поверхность заготовки и вызывают откалывание от нее мелких частиц.
Осциллирующий инструмент с амплитудой от 10 до 40 мкм оказывает статическое давление на абразивные зерна и подается вниз по мере удаления материала, придавая инструменту требуемую форму. Баламут впервые обнаружил УСМ в 1945 году при ультразвуковом шлифовании абразивных порошков.
Промышленное применение началось в 1950-х годах, когда появились новые станки. УСМ характеризуется отсутствием какого-либо вредного воздействия на металлическую структуру материала заготовки.
Принцип работы ультразвуковой обработки
Он работает по тому же принципу, что и ультразвуковая сварка.

Этот метод обработки использует ультразвуковые волны для создания высокочастотных сил с малой амплитудой, которые действуют как абразивные движущие силы. Ультразвуковая машина производит высокочастотную вибрирующую волну с частотой от от 20 000 до 30 000 Гц. и амплитудой около 25–50 микрон .
Эта высокочастотная вибрация передается абразивным частицам, содержащимся в абразивной суспензии. Это приводит к тому, что абразивная частица вдавливает хрупкую заготовку и удаляет металл с контактной поверхности.
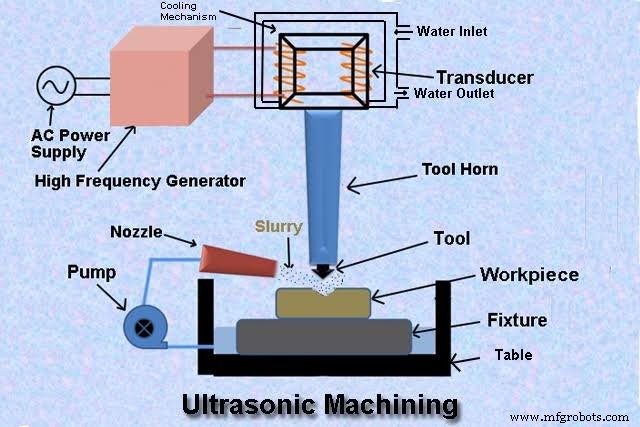
Части ультразвуковой обработки
- Электропитание
- Преобразователи
- Высокочастотный генератор
- Ультразвуковые преобразователи амплитуды или инструментальный рожок
- Механизм охлаждения
- Инструменты
- Держатель инструмента
- Сопло
- Решения
- Насосы
1. Блок питания
Для этого процесса обработки обычно требуется источник питания с частотой 50–60 Гц. . В результате для начала процесса доступен источник питания переменного тока.
2. Преобразователи (магнитострикторы)
Этот преобразователь является магнитострикционным. в природе. Этот преобразователь, однажды преобразованный в магнит, будет изменять частоту механических колебаний, действуя на основе магнитострикционного действия. Этот преобразователь будет вибрировать как вверх, так и вниз.
3. Высокочастотный генератор
Высокочастотный генератор также известен как ультразвуковой источник питания или электронный генератор. Он обычно используется для преобразования обычных источников питания, работающих на частоте 50 или 60 Гц . к высокочастотной электрической энергии. Чаще всего используются частоты от 20 до 40 кГц. . Затем эти частоты подаются на электрический преобразователь.
4. Ультразвуковые преобразователи амплитуды или инструментальный рожок
Этот блок, как следует из названия, соединяет инструмент с датчиком. Он передает усиленную вибрацию от усилителя до инструмента. Он должен иметь высокий предел выносливости.
Его также называют концентратором инструментов. . Амплитуда вибрации, создаваемая датчиком, с диапазоном примерно 0,025 мм недостаточна для механической обработки. Используется для увеличения амплитуды колебаний.
Вибрация также направлена и сконцентрирована на всплывающей подсказке. Инструмент крепится к нижнему концу рожка инструмента и помогает в удалении материала. Для соединения инструмента с рожком инструмента используются сварка, завинчивание, пайка или пайка.
5. Механизм охлаждения
В верхней части преобразователя установлена система охлаждения. Холодная вода поступает через входные ворота, получая тепло от преобразователя и избегая выхода. Кожух окружает преобразователь для охлаждения. , а внутри этого корпуса течет вода.
6 .Инструменты
Ультразвуковое обрабатывающее оборудование обычно изготавливается из прочного затвердевающего и хрупкого материала, который не разрушается при хрупком разрушении и является пластичным, например, из карбида вольфрама, нержавеющей стали, титана, меди и т. д.
Материалы удаляются с заготовки с помощью инструментов. Приспособления изготавливаются по форме той же полости, которая должна быть сформирована на поверхности заготовки.
7. Держатель инструмента
Используется для удержания инструмента.
8 .Сопло
Сопло изготовлено из вольфрама. . Вольфрам используется для изготовления сопла, потому что шлам из насоса может повредить сопло, если оно сделано из мягкого материала; он сделан из твердого материала, такого как вольфрам.
9 , Решения
В области механической обработки растворы карбида кремния, карбида бора и смеси глинозема, содержащие твердые абразивные частицы в воде или масле, обычно подаются на постоянной основе.
10 , Насосы
Насос используется для подачи абразивных растворов на насадку.
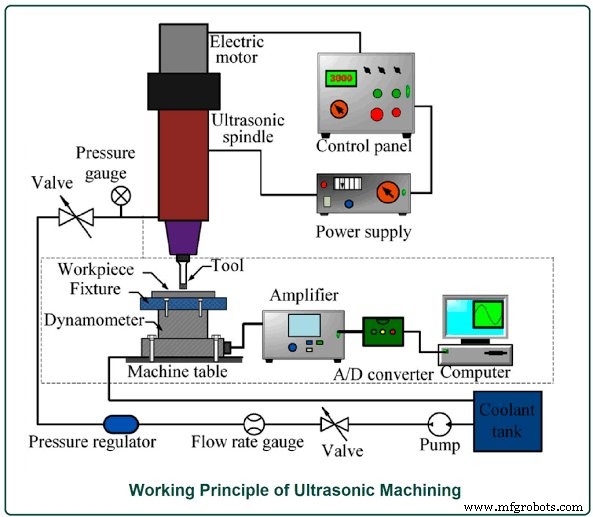
Работа ультразвуковой обработки
Система обработки, показанная на рисунках, состоит в основном из магнитостриктора, концентратора, инструмента и устройства подачи шлама.
Этот высокочастотный вход подается на электромеханический преобразователь. r i.e (Магнитостриктор), который возбуждается на ультразвуковой частоте и
производит колебания малой амплитуды.
Рог лежит между датчиками и держателем инструмента. Рупор используется для увеличения амплитуды вибрации преобразователя, которая затем фокусируется и направляется на инструмент. При подключении источника переменного тока к высокочастотному генератору частота входного питания повышается с 20 до 40 кГц. Когда устройство вибрирует, держатель инструмента захватывает его.
Абразивная суспензия подается с постоянной скоростью с помощью насоса между поверхностью инструмента и заготовкой при вибрации оборудования. Затем инструмент слегка прижимают к заготовке, оставляя достаточно места для протекания суспензии между инструментом и заготовками. Размер, образующийся в заготовке в результате удаления материала, будет таким же, как размер инструмента.
Когда вибрационное устройство прижимается к заготовке, высокая кинетическая энергия вибрации передается этим абразивным частицам, и эти абразивные частицы наносятся на поверхность заготовки, удаляя материал за счет микроскопического трения.
Процесс удаления материалов с использованием ультразвуковой обработки (USM)
На рисунке показан полный механизм удаления материала USM,
который включает в себя три отдельных действия:
<сильный>1. Механическое истирание путем локального прямого удара молотком по абразивным зернам, застрявшим между вибрирующим инструментом и прилегающей рабочей поверхностью.
2. Микровыкрашивание за счет свободных ударов частиц, которые пролетают через зазор обработки и ударяются о заготовку в случайных местах.
3. Эрозия рабочей поверхности за счет кавитации в потоке шлама.
Сообщается, что относительный вклад эффекта кавитации составляет менее 5 процентов от общего количества удаляемого материала. Доминирующим механизмом, участвующим в УСМ всех материалов, является прямое ударное воздействие. Мягкий и
эластичные материалы, такие как мягкая сталь, часто сначала пластически деформируются, а затем
позже удаляются с меньшей скоростью.
В случае твердых и хрупких материалов, таких как стекло, скорость обработки высока, и также можно заметить роль свободного удара.
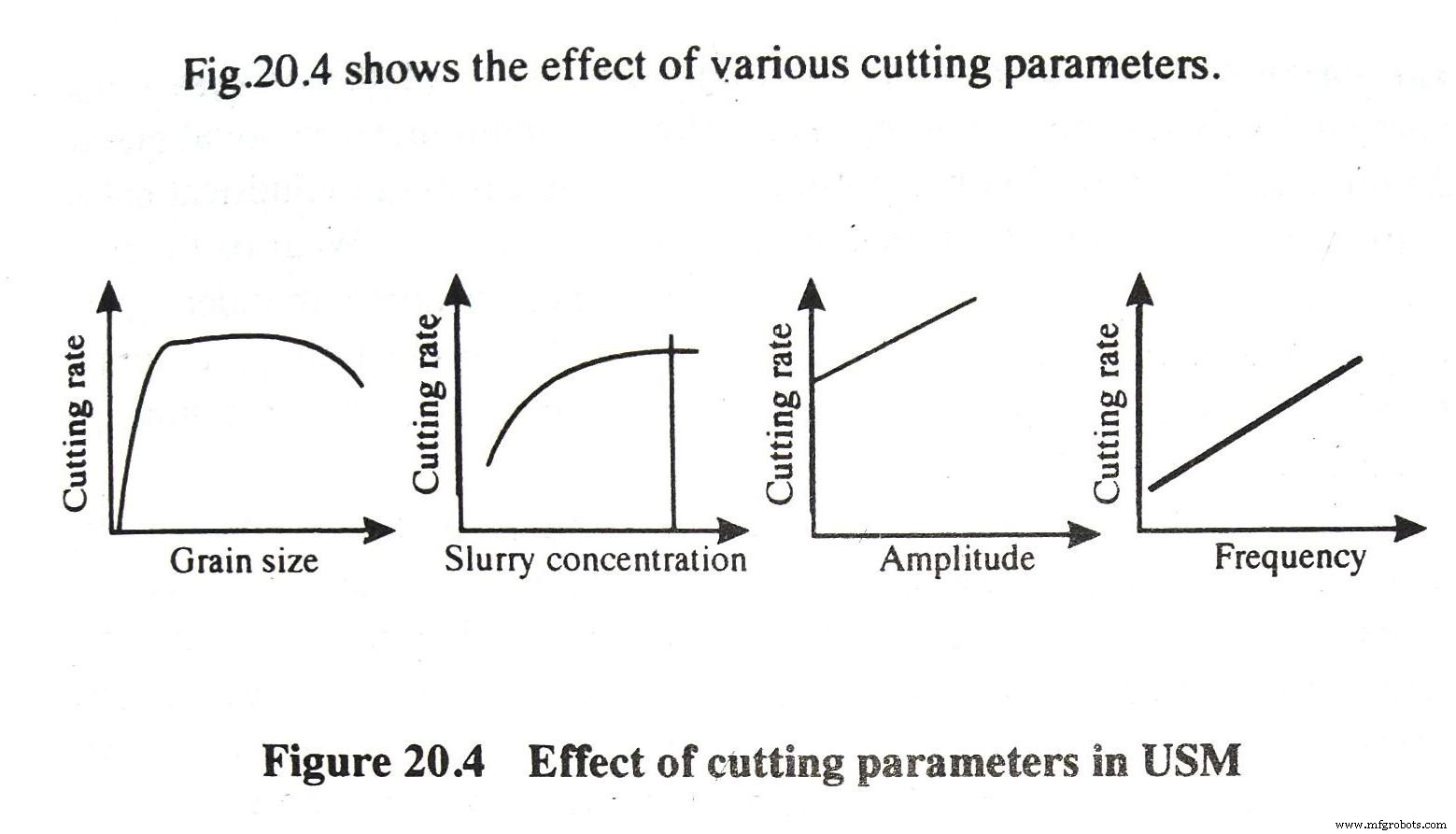
Скорость резания процесса ультразвуковой обработки зависит от
Коэффициент сокращения: Скорость резания при использовании УСМ зависит от определенных факторов. Это :
<сильный>1. Размер зерна абразива.
<сильный>2. Абразивные материалы.
3. Концентрация шлама.
4. Амплитуда вибрации.
5. Частота
Точность: Максимальная скорость проникновения в мягкие и хрупкие материалы, такие как мягкая керамика, составляет порядка 20 мм/мин, но в твердых и прочных материалах скорость проникновения ниже. Возможна точность размеров до + 0,005 мм и чистота поверхности до R, значение 0,1-0,125u. Минимальный радиус угла 0,10 мм возможен при чистовой обработке. Диапазон размеров машин USM варьируется от легких портативных моделей с входной мощностью около 20 Вт до тяжелых машин с потребляемой мощностью до 2 кВт.
Применения ультразвуковой обработки
Применение:Простота процесса делает его экономичным для широкого спектра применений, таких как:
1. Представляем круглые отверстия и отверстия любой формы, для которых можно изготовить инструмент. Диапазон получаемых форм можно увеличить, перемещая заготовку во время резки.
2. При выполнении/обработке таких операций, как сверление, шлифование, профилирование и фрезерование всех материалов, как проводящих, так и непроводящих.
3. При обработке стекла, керамики, вольфрама и других твердых карбидов, драгоценных камней, камней, таких как синтетический рубин.
4. При нарезании резьбы в компонентах из твердых металлов и сплавов путем приблизительного вращения и перемещения либо заготовки, либо инструмента.
5. При изготовлении фильер из карбида вольфрама и алмазной проволоки, а также матриц для ковки и экструзии.
6. Предоставление стоматологу возможности просверлить отверстие любой формы в зубах, не причиняя боли.
Преимущества и недостатки ультразвуковой обработки
<сильный>1. Хрупкие, непроводящие, твердые и хрупкие материалы можно обрабатывать с помощью ультразвуковой обработки.
2. Поскольку во время этого процесса обработки не выделяется тепло, физические изменения в заготовке очень незначительны или отсутствуют.
3. Неметалл, который нельзя обрабатывать с помощью электроэрозионной или электронной обработки из-за плохой электропроводности, но который можно очень хорошо обрабатывать с помощью ультразвуковой обработки.
4. Это процесс без заусенцев и искажений.
<сильный>5. Его можно использовать в сочетании с другими новыми технологиями, такими как EDM, ЭКГ и ECM.
6. Шум во время работы отсутствует.
<сильный>7. Оборудованием, используемым в этой обработке, могут пользоваться как квалифицированные, так и неквалифицированные операторы.
8. Можно достичь высокого уровня точности при сохранении высокого уровня чистоты поверхности.
9. Независимо от проводимости любой материал можно обрабатывать.
Недостатки
1. Из-за механизма микроскола или эрозии удаление металла происходит медленно.
2. Наконечник сонотрода изнашивается быстрее.
3. Обработка глубоких отверстий с помощью этого метода затруднена из-за неспособности абразивной суспензии течь по дну отверстия (за исключением ротационной ультразвуковой обработки).
4. Ультразвуковой вибрационной обработкой можно обрабатывать только материалы со значением твердости не менее 45 HRC (HRC:шкала Роквелла для измерения твердости материала).
Ограничения ультразвуковой обработки
Ограничения процесса: Основным ограничением процесса является сравнительно низкая скорость резания металла. Максимальная скорость съема металла составляет 3 мм/с, а потребляемая мощность высока. Глубина цилиндрических отверстий в настоящее время ограничена 2,5-кратным диаметром инструмента. Износ инструмента увеличивает угол отверстия, а острые углы скругляются. Это означает, что замена инструмента имеет важное значение для производства точных глухих отверстий. Кроме того, этот процесс в его нынешнем виде ограничен машинной обработкой поверхностей сравнительно небольшого размера.
Инструментальный материал, используемый в УСМ, должен быть прочным и пластичным. Трудности с очень пластичными металлами, такими как алюминий, можно проследить из-за его короткого срока службы. Эту трудность можно устранить, используя в качестве инструментальных материалов низкоуглеродистую и нержавеющую сталь.
Экспериментальная проверка показала, что скорость съема металла уменьшается с соотношением твердости заготовки и твердости инструмента. Таким образом, если твердость заготовки увеличивается, ожидается, что твердость инструмента также увеличится.
Выбор инструментального металла является одним из наиболее важных решений для оптимизации съема металла и стоимости инструмента. Масса длины инструмента также представляет проблему, поскольку материалы инструмента поглощают большую часть ультразвуковой энергии, снижая эффективность. Более длинный инструмент вызывает перенапряжение. Размер зерен и абразивная суспензия также имеют правильный размер. Было замечено, что если размер зерна больше или меньше амплитуды вибрации, скорость обработки снижается.
Выбор зерна для чистовой обработки не должен перекрываться с заданным зерном черновой обработки, при резке глубоких отверстий необходимы специальные приемы подачи шлама через резцедержатель, иначе скопление частиц зерна внутри отверстия отвлечет дальнейшую обработку.
Принудительная циркуляция, попеременное смешивание зерен большего и меньшего размера, всасывание — вот некоторые из многих эффективных методов, применяемых для устранения этой проблемы обработки глубоких отверстий.
Недавние разработки в области ультразвуковой обработки
Недавняя разработка:недавно произошла новая разработка в области ультразвуковой обработки, в которой используется инструмент, пропитанный алмазной пылью, и не используется суспензия. Инструмент колеблется на ультразвуковых частотах, а также вращается. Если невозможно повернуть инструмент, заготовка может быть повернута.
Это нововведение устранило недостатки обычного процесса сверления глубоких отверстий. Например, размеры отверстий могут быть сохранены в пределах + 0,125 мм. Отверстия глубиной до 75 мм были просверлены в керамике без какого-либо снижения скорости обработки по сравнению с обычным процессом.
Часто Задаваемые вопросы
При ультразвуковой обработке материал удаляется
A. Использование абразивной суспензии между инструментом и изделием
B. Непосредственный контакт инструмента с заготовкой
C. Поддержание электролита между изделием и инструментом в очень маленьком зазоре между ними.
D. Эрозия, вызванная быстро повторяющимися искровыми разрядами между инструментом и изделием
Ответ: Вариант А
Ультразвуковая обработка (USM) – это удаление материала за счет абразивного действия жидкой суспензии, содержащей песок, циркулирующей между заготовкой и инструментом, вибрирующим перпендикулярно заготовке с частотой, превышающей слышимый диапазон.
При ультразвуковой обработке функция преобразователей заключается в
А. превращать механическую энергию в тепловую
B. преобразовывать электрическую энергию в тепло
C. преобразовывать электрическую энергию в механические колебания
D. Преобразовать механическую энергию в электрическую энергию
(Ответ: в)
Преобразователь преобразует колебательный ток в механическую вибрацию. В ультразвуковой обработке использовались два типа преобразователей; либо пьезоэлектрический, либо магнитострикционный:… Магнитострикция — это эффект, который заставляет материал слегка изменять форму при изменении магнитного поля через него.
При ультразвуковой обработке инструмент перемещается
А. движется в поперечном направлении
B. движется в продольном направлении
C. вибрирует в поперечном направлении
D. колеблется в продольном направлении
(Ответ: г)
Это была вся информация о процессе ультразвуковой обработки, о том, как он работает, по какому принципу он работает, каковы преимущества и недостатки процесса ультразвуковой обработки.
Если вам понравилась статья, поделитесь ею с друзьями и оставьте свой отзыв в комментариях ниже.
Промышленные технологии
- Процесс хонингования:определение, детали или конструкция, принцип работы, преимущества, применение [Примечан…
- Что такое химическая обработка? - Работа и процесс
- Что такое ультразвуковая обработка? - Работа и процесс
- Ультразвуковая обработка:принцип, работа, оборудование, применение, преимущества и недостатки
- Ультразвуковая сварка:принцип, работа, оборудование, применение, преимущества и недостатки
- Абразивно-струйная обработка – детали, принцип работы, применение
- Гидроабразивная обработка – принцип работы, области применения, преимущества
- Вагранка – детали, принцип работы, применение
- Процесс ультразвуковой обработки, принципы работы и преимущества
- Ультразвуковая обработка:детали, работа, использование, преимущества с PDF