


Какой диаметр нити лучше:1,75 мм или 3 мм?

В следующей статье делается попытка разъяснить различия между нитями диаметром 1,75 мм и 3 мм. (нить диаметром 3 мм равна диаметру 2,85 мм). Этот вопрос часто возникает у многих пользователей 3D-печати перед приобретением 3D-принтера.
Многие профессиональные и промышленные 3D-принтеры большинство из них используют систему Bowde для уменьшения момента инерции, создаваемого весом двигателей, на оси HotEnd и, таким образом, для повышения точности печати) используйте нить диаметром 3 мм .
Одна из вещей, которая использует 3 мм, а не 1,75 мм в машинах этого типа, заключается в том, что двигатель экструдера должен работать намного меньше . Далее мы объясним, почему:
Если предположить, что в теоретических условиях 3D-принтер с шестерней перемещает нить радиусом R=10 мм, поворачивая 10 оборотов с волокном диаметром 1,75 мм (например, PLA 1,75 мм) вытеснит 1511,29 мм³ объема пластика. Чтобы переместить тот же объем с помощью филамента 3 мм (например, PLA 3 мм), шестерне экструдера потребуется всего 3,4 оборота. .
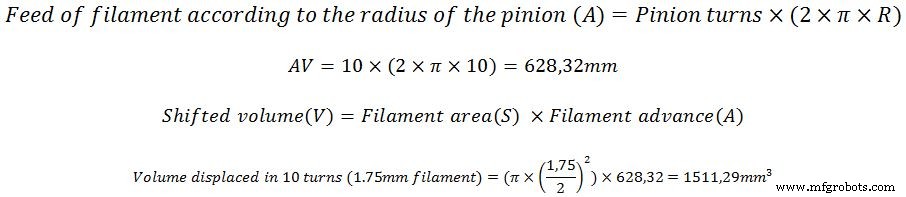
Теперь проделываем предыдущие операции в обратном порядке, чтобы получить обороты, которые должна крутить та же шестерня моторчика экструдера с нитью накала 3мм:

Это сокращение способствует созданию долговечных 3D-отпечатков. , так как с нитью 1,75 мм двигатели могут перегреться из-за быстрых движений, которые вам нужно сделать, чтобы протолкнуть и втянуть материал, потерять шаги и испортить всю деталь, которая должна была быть напечатана. Еще одним преимуществом меньшей подачи нити является то, что шестерня отмечает меньшее количество нити во время втягивания. .

Изображение 1. Видно, что разница в длине, отмеченная двигателем экструдера, обеспечивает выдавливание одинакового объема нити диаметром 1,75 мм и 3 мм
При использовании гибких материалов (Filaflex или TPU) или хрупких (Lay-Woo3D) волокно диаметром 3 мм имеет то преимущество, что он более устойчив к изгибу чем та же нить диаметром 1,75 мм. Кроме того, благодаря этому сопротивлению материал остается более натянутым при намотке, что помогает производителям получать катушки с практически идеальной центровкой и без перехлестов.
Вначале нить была 3 мм из-за простоты ее изготовления с приемлемым допуском, но по мере развития технологий крупные производители 3D-принтеров потребовали изменить ее на 2,85 мм (nº 4 дюйма). стандартная мера в мире промышленного производства, в котором есть инструменты такого диаметра и очень точные.
Это изменение также благоприятствует 3D-принтерам с системой Боудена, поскольку в этих системах используются трубки из ПТФЭ с внутренним диаметром 1/8 дюйма (3,175 мм), поэтому, если используется нить диаметром 3 мм с допуском ± 0,05 (остерегайтесь нитей низкого качества которые могут иметь площадь 3,2 мм) материал может скользить только через трубку из ПТФЭ , вызывая высокое трение, которое вызовет скачки в экструдере или даже полное засорение филаментами низкого качества, которые не соответствуют допускам, указанным производителем .
В системе Direct нить вводится в HotEnd сразу, поэтому этой проблемы не возникает, независимо от того, используется ли нить диаметром 2,85 мм или 3 мм. Этот размер 3 мм также удобен для использования с диаметром сопла больше, чем обычно (0,8 мм, 1 мм, 1,2 мм или более), чтобы обеспечить хороший контроль материала между входом и выходом сопло. Как видно, с соплом меньшего диаметра, чем обычно (0,35 мм, 0,3 мм, 0,25 мм или меньше) использование нити диаметром 3 мм вызывает неудобства, поскольку приходится использовать низкую скорость экструзии, что может привести к появлению следов материала в изделии. В предыдущем случае лучше всего использовать нить 1,75 мм. что в сочетании с малым диаметром сопла позволяет получать очень маленькие и детализированные модели.
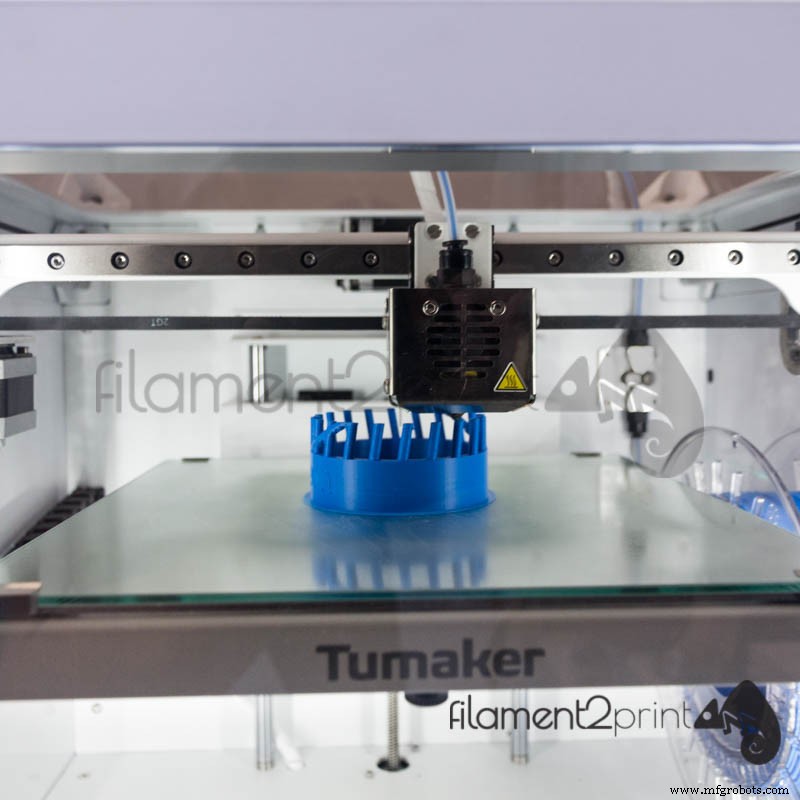
Изображение 2:Система Tumaker Voladora Bowden
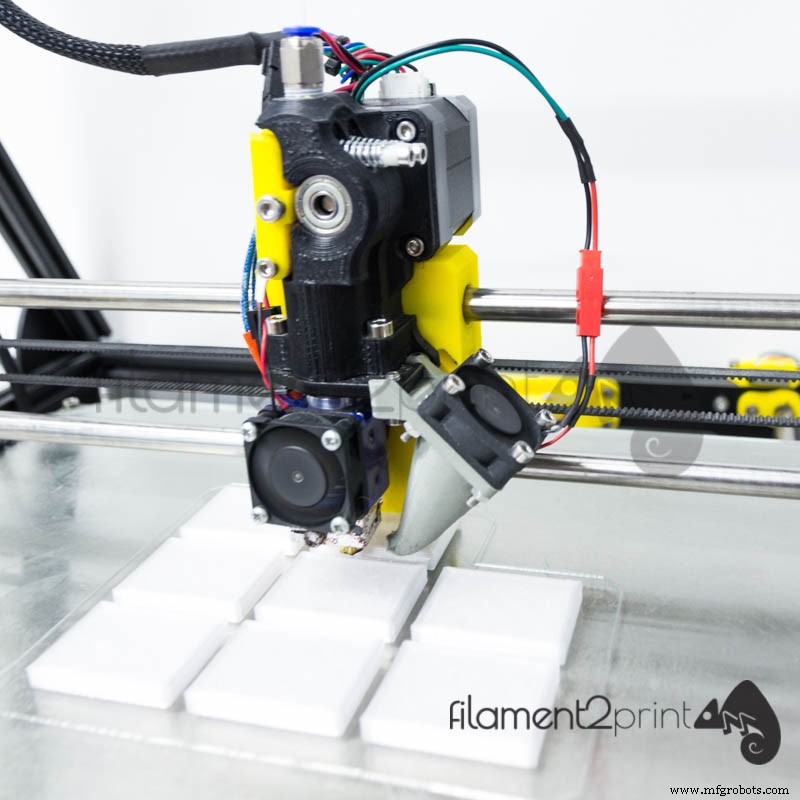
Изображение 3. Прямая система Mendel Max XL
Этот диаметр 1,75 мм , обладая меньшей устойчивостью к изгибу, требует меньшего давления, чтобы экструдер вытеснил его , что подразумевает более простую конструкцию экструдера, чем для нити диаметром 3 мм, более простые электронные компоненты и может использоваться в любом 3D-принтере. с любым типом экструдера без особых трудностей (не путать с любым типом приводной системы).
В качестве итогового заключения к этой статье и принимая во внимание, что это не тривиальный вопрос, мы можем сказать, что нить 1,75 мм больше подходит для непрофессионального использования, с настольной 3D-печатью, где 3D-печать часто выполняется много часов или дней. С другой стороны, нить диаметром 3 мм больше подходит для профессиональных или промышленных 3D-принтеров. где обычно делаются 3D-принты четных дней с большими выходными диаметрами.
3D печать
- Kazoo
- Порошковое покрытие или покраска металла:что лучше?
- Обработка с ЧПУ против литья под давлением:что лучше для разработки продукта?
- Пайка, сварка или пайка:что лучше?
- Как лучше? Нержавеющая сталь 304 против 316
- Гидроабразивная резка против лазерной резки:что лучше
- Барабанные тормоза против дисковых тормозов:что лучше?
- Плазменная резка или лазерная резка:какой метод изготовления лучше?
- Что лучше:3-осевой, 4-осевой или 5-осевой станок с ЧПУ?
- Резка с ЧПУ или лазерная резка:какой процесс лучше для вас?