


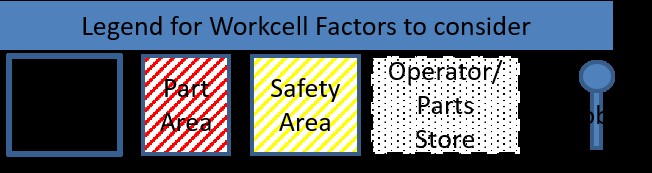
Максимальное использование пространства для сварки
Разработанные на принципах бережливого производства для сокращения отходов и улучшения рабочего процесса, роботизированные сварочные модули могут обеспечить точность, надежность, универсальность и скорость для многих промышленных приложений, охватывающих самые разные отрасли. Хотя некоторые производители утверждают, что самая эффективная роботизированная рабочая ячейка на рынке — это та, которая занимает наименьшую площадь, необходимо учитывать и другие факторы. Это приводит нас к вопросу:как наиболее эффективно использовать ценную площадь?
Чтобы производители могли получить максимальную отдачу от инвестиций (ROI) в течение заданного периода окупаемости, крайне важно использовать максимально эффективную рабочую ячейку для работы с данным приложением и типом детали. Последние тенденции в области закупок предполагают, что покупка более крупного роботизированного рабочего места с дополнительными роботами может быть более продуктивным решением для компании, позволяющим увеличить производительность и улучшить качество продукции, восполнить нехватку рабочей силы и удовлетворить требования клиентов в процессе.
В то время как многие азиатские производители подчеркивают, что роботизированная рабочая ячейка с небольшой площадью является лучшей, компании в США, как правило, меньше заботятся о площади. Однако этот менталитет меняется, поскольку производители стремятся реализовать инициативы по повышению производительности. Yaskawa производит различные стандартные сварочные модули, которые являются частью ArcWorld ® . серии. Эти ячейки можно использовать для иллюстрации шести факторов, влияющих на продуктивность помещений. В свою очередь, эти факторы также могут помочь объяснить недавние покупательские тенденции и оценить движущие мотивы для повышения производительности на заводских площадях.
Шесть ключевых факторов, которые следует учитывать:
Ответ на эффективность рабочей ячейки может заключаться в сравнении определенных факторов и рассмотрении простых коэффициентов. Чтобы оценить производительность роботизированного рабочего места, производители должны учитывать следующее:
- Область части
Площадь детали — это просто пространство, необходимое для поддержки продукта. Например, поставщик автомобильных сидений имеет очевидную разницу в размерах между кронштейнами кресла, передними сиденьями и каркасами задних сидений, разделенными в пропорции 60/40 для сборки. Наличие достаточной площади детали для эффективного и действенного производства качественных деталей с помощью инструментов является ключевым фактором. Расположение деталей также имеет значение. Если деталь нужно переориентировать, ей потребуется больший трехмерный объем.
- Рабочая зона
Это относится к размеру всего рабочего места или к тому, какую площадь на заводе занимает роботизированная система. Производители могут рассматривать ячейки меньшего размера как более эффективное использование площади. Несмотря на то, что размер ячейки является серьезной проблемой для рассмотрения, выбор роботизированной системы только на основе размера не идеален. Точно так же рабочие ячейки с одной станцией должны оцениваться как пара при сравнении их с ячейкой с двумя станциями.
- Зона безопасности
Открытое пространство, которое оператор должен покинуть во время индексации позиционера в соответствии с правилами техники безопасности, называется зоной безопасности. Некоторые производители оснащают роботизированную рабочую зону раздвижными дверями, чтобы свести к минимуму пространство в зоне безопасности. Подвесные ящики для мелких деталей внутри этой области помогают использовать это пространство и улучшают эргономику.
- Место хранения оператора/деталей
Зона оператора относится к пространству, где оператор захватывает или помещает детали в инструменты ячейки. Ячейки с безопасным пространством потенциально могут перегрузить оператора хранением деталей, для чего потребуется, чтобы рабочая ячейка с одной станцией была оборудована более широким проходом. Рабочие ячейки с одной станцией иногда располагают друг напротив друга, поэтому оператор загружает одну, а затем обслуживает ячейку на противоположной стороне прохода.
- Количество роботов
Количество роботов для дуговой сварки — или «дуг», относящихся к рабочим горелкам, — в рабочей ячейке также имеет первостепенное значение при выборе роботизированного решения. Добавление второго или третьего робота может почти удвоить или утроить производительность сварки практически без ущерба для площади. Это увеличивает «плотность дуги» данной рабочей ячейки. - Стоимость
Цена рабочей ячейки рассматривается на любом этапе проектирования и реализации. Во многих случаях стоимость робота составляет меньший процент от стоимости, если включены позиционеры, элементы управления ячейками и инструменты. Другие элементы, такие как лазерные датчики, также могут увеличить стоимость, но сократить время цикла. Требования клиента к части и пропускной способности будут определять, насколько они могут оценить эти функции, добавляющие стоимость, при создании чрезвычайно эффективной ячейки.
Приложение
Выбирая наиболее производительную рабочую ячейку для данного приложения и типа детали, производители должны оценивать ключевые факторы, влияющие на эффективность рабочей ячейки, в качестве сравнения. Например:
- Площадь детали / площадь рабочей ячейки =отношение площади детали к площади рабочей ячейки.
- Количество робота дуги детали/рабочей ячейки X =плотность дуги или коэффициент производительности рабочей ячейки
- Отношение $ к площади пола и количеству дуг =коэффициент стоимости
- Затраты на интеграцию (1x на рабочую ячейку):ПЛК + ЧМИ + блоки питания + инструменты + и т. д.

Пример 1: Мастерская или автомобильная компания могут рассмотреть ArcWorld C-52 (AWC-52), который представляет собой компактный рабочий модуль для производства малых и средних объемов, который имеет две станции с плоским столом (AWC-52S имеет передние бабки для точения деталей). Эта ячейка обеспечивает высокую производительность в компактном корпусе и включает:
- Уменьшение площади
- Один шестиосный Motoman ® робот
- Подъемная дверь
- Встроенный пакет для сварки
- Максимальный размер детали (мм):вместимость 760 x 700
При оценке производственной мощности ячейки также оценивалось количество роботов для дуговой сварки. После расчета отношения площади детали к роботу и сравнения его с количеством дуг было определено, что коэффициент производительности рабочей ячейки AWC-52 по-прежнему составляет 12% из-за одного робота. Несмотря на низкую начальную стоимость, быстрое время ввода в эксплуатацию, компактную конструкцию и простые возможности защиты, этот рабочий модуль может не соответствовать требованиям некоторых производителей при сравнении.
Аналогичным образом компактные рабочие ячейки с одной станцией следует оценивать как пару по сравнению с ячейкой с двумя станциями. Этот тип конфигурации добавляет в процесс дополнительного робота для дуговой сварки, а также увеличивает пространство в зоне оператора. Хотя эта рабочая ячейка исключает время перемещения позиционера, она вынуждает оператора ходить, предлагая плохую эргономику и потенциально увеличивая время цикла.
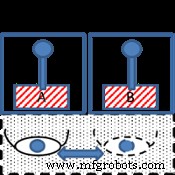 Некоторые производители размещают эти ячейки лицом друг к другу, когда пространство оператора обслуживает один оператор. Это может повысить коэффициент производительности до 30 % при использовании двух роботов и площади детали/рабочей ячейки. Использование двух ячеек приведет к двукратному увеличению стоимости интеграции, что может быть значительным для производителей автомобилей с автоматизированными инструментами.
Некоторые производители размещают эти ячейки лицом друг к другу, когда пространство оператора обслуживает один оператор. Это может повысить коэффициент производительности до 30 % при использовании двух роботов и площади детали/рабочей ячейки. Использование двух ячеек приведет к двукратному увеличению стоимости интеграции, что может быть значительным для производителей автомобилей с автоматизированными инструментами.
Пример 2: Производители, которым требуется производственный модуль для сварки небольших деталей, не требующих позиционирования, могут рассмотреть более крупный ArcWorld 1000 (конфигурация с одним роботом) или ArcWorld 1200 (конфигурация с двумя роботами). Предварительно спроектированные для производства деталей малого и среднего размера для средних и больших объемов сварки, эти ArcWorlds имеют следующие особенности:
- Высокоскоростной поворотный стол с сервоприводом (60 дюймов или 72 дюйма)

- Один или два шестиосевых робота Motoman
- Блок функциональной безопасности (БФУ)
- Встроенный пакет для сварки
- Максимальный размер детали (мм):вместимость 1000 x 474
Используя то же сравнение сборочных узлов (см. пример 1), было обнаружено, что ячейка AW1000 имеет 10%-ную эффективность с использованием отношения площади детали к площади рабочей ячейки. Несмотря на введение высокоскоростного поворотного стола с сервоприводом, наличие зоны безопасности создавало «мертвое пространство», которое нельзя было использовать во время эксплуатации. Положительным моментом является то, что в зоне оператора требуется минимальное движение оператора, что обеспечивает лучшую эргономику.
Когда плотность дуги была рассчитана по отношению площади детали к площади рабочей ячейки, выяснилось, что добавление дополнительного робота для дуговой сварки в этой конфигурации (AW1200) увеличило общую производительность. производительность труда на 19%. При сравнении прейскурантных цен между другими рабочими ячейками ArcWorld AW1200 представляет собой самую низкую цену/дугу из всех рабочих ячеек, что делает ее хорошей ценностью. Для этой ячейки стоимость интеграции только 1x.
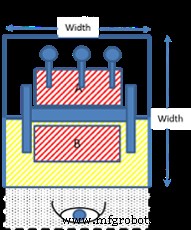
Пример 3: Наша самая популярная рабочая ячейка, серия AWIV-6000 с позиционером колеса обозрения, обеспечивает наиболее эффективное использование площади. Предварительно спроектированные для производства деталей в средних и больших объемах, они имеют следующие особенности:
- Высокоскоростной компактный компактный позиционер
- Один, два, три или четыре шестиосевых робота Motoman
- Отдел функциональной безопасности (БФС)
- Интегрированный сварочный пакет
- Максимальный размер детали (мм):емкость 4000 и 1525
Используя то же сравнение эффективности площади пола (см. пример 1 и пример 2), было обнаружено, что ячейки серии ArcWorld IV-6000 имеют эффективность 30-34% с использованием отношения площади детали к площади рабочей ячейки. В то время как добавление высокоскоростного тонкого позиционера по отношению к области детали и рабочей ячейки повысило эффективность ячейки, наличие зоны безопасности по-прежнему создавало «мертвое пространство», которое нельзя было использовать во время работы. Некоторые производители используют рулонные шторы для перекрытия зоны безопасности, чтобы уменьшить расстояние, используемое световыми завесами.
Как и в примерах рабочих ячеек ArcWorld серии C и ArcWorld 1000, наличие роботов для дуговой сварки повысило коэффициент производительности каждой ячейки. Когда плотность дуги была рассчитана в зависимости от отношения площади детали к площади рабочей ячейки для каждой ячейки серии ArcWorld IV-6000, были получены следующие результаты:
- Площадь AWIV-6000SL / рабочая ячейка X 1 дуговой робот =коэффициент производительности 60%
- AWIV-6200SL часть площади / рабочая ячейка X 2 дуговых робота =коэффициент производительности 67%
- AWIV-6300SL часть площади / рабочая ячейка X 3 дуговых робота =коэффициент производительности 100%
Плотность дуги по отношению к площади детали и отношению рабочей ячейки дала ArcWorld IV-6300SL больший процент, что сделало ее самой гибкой и производительной рабочей ячейкой в наших стандартных конфигурациях.
Постоянный клиент отказался от ячеек AWIV-6300 с 3 роботами и 3-метровыми пролетами позиционеров на ячейки с четырьмя роботами (AWIV-6400) и 4-метровыми пролетами позиционеров. Хотя это немного увеличивает отношение площади детали к площади ячейки (эффективность использования площади) с 34% до всего лишь 36%, коэффициент плотности дуги (или эффективность производительности) значительно увеличивается со 101% до 143%. Кроме того, добавление большего количества роботов является экономически эффективным решением, поскольку затраты на интеграцию ячеек, такие как ПЛК, ЧМИ, инструменты, средства защиты и коммунальные услуги, не увеличиваются.
Вывод:
Компактные роботизированные рабочие места занимают меньше места, но они не обязательно обеспечивают наиболее эффективное использование площади. Ремонтные мастерские могут захотеть оценить размер детали по отношению к занимаемой площади рабочего места, чтобы определить наиболее ГИБКОЕ использование площади. Кроме того, стремясь увеличить ПРОИЗВОДИТЕЛЬНОСТЬ рабочих площадей, автомобильные компании могут захотеть немного расширить рабочую зону, чтобы добавить больше роботов. Оценка стоимости пары различных конфигураций рабочих ячеек, включая затраты на интеграцию, может помочь производителям убедиться, что они максимально используют ЦЕННОСТЬ своей площади.
Промышленный робот
- Должно ли реактивное обслуживание быть частью вашей стратегии обслуживания?
- Маркировка деталей гравировальным наполнителем
- Интернет вещей и ваше понимание данных
- Роботизированная сварка:как производители реализуют окупаемость инвестиций, часть 4
- Роботизированная сварка:как производители реализуют окупаемость инвестиций, часть 3
- Роботизированная сварка:как производители реализуют рентабельность инвестиций, часть 2
- Роботизированная сварка:как производители реализуют рентабельность инвестиций, часть 1
- Выбор типа роботизированного сварочного процесса и оборудования для вашего приложения
- Максимизация возможностей электронной коммерции для развития вашего бизнеса
- Оптимизация вашего сварочного приложения с помощью специального сварочного модуля RW950