


Удовольствие от пятиосевой фиксации

Встречайте «Громовой купол». Общее время цикла для полной обработки 27 фигурных деталей, закрепленных в этом специальном приспособлении на пятикоординатном станке, составляет шесть часов. (Фото предоставлено Powill Manufacturing and Engineering)
Иногда вам нужно немного развлечься в нашем иногда слишком серьезном мире обработки прецизионных деталей.
Показательный пример:«Громовой купол».
Thunderdome — это название, данное специальному куполообразному приспособлению, созданному Powill Manufacturing and Engineering, одному из ряда приспособлений, которые компания произвела с момента покупки своего первого пятиосевого станка в 2011 году, чтобы наилучшим образом использовать встроенные B- и Поворотные столы оси C.
Первоначально, однако, мастерская в Фениксе, штат Аризона, использовала подступенки для подъема деталей, зажатых в обычных тисках и трехкулачковых патронах, вверх и в сторону от поверхности стола с осью C диаметром почти 20 дюймов, чтобы обеспечить шпиндель и инструмент. с лучшим доступом к этим частям, когда они были ориентированы под странными углами. Затем компания начала использовать имеющиеся в продаже зажимные приспособления, разработанные специально для пятиосевых станков, которые зажимают небольшие профили типа «ласточкин хвост», обработанные на нижней части заготовок. Эти приспособления типа «ласточкин хвост» обеспечивают достаточную удерживающую силу для тяжелой резки, а также достаточный зазор вокруг детали. В магазине они используются до сих пор.
Однако в некоторых случаях даже эти приспособления не являются наиболее эффективными креплениями для пятикоординатного станка.
Поуилл осознал ценность, которую специальные приспособления, разработанные и изготовленные собственными силами, предлагают для определенных работ, в первую очередь тех, которые связаны с узкими элементами, допусками истинного положения и / или большими партиями. Для последнего мастерская пытается создать приспособления, которые могут удерживать несколько деталей, чтобы максимально увеличить время безотказной работы шпинделя, а также время автоматической обработки. Другие нестандартные приспособления удерживают детали, которые имеют четкие контуры или иным образом не могут эффективно удерживаться с помощью обычных зажимных приспособлений. Руководство цеха считает, что эти приложения оправдывают затраты времени и средств на разработку таких одноразовых удерживающих устройств.
Компания Powill изготовила множество специальных приспособлений для своего пятиосевого станка. В этой статье выделены два. Первый — Thunderdome, состоящий из 27 частей и предназначенный для одной сложной и объемной работы. Второй – четырехстоечное приспособление, удерживающее сразу четыре детали. Общие интерфейсы зажима типа «ласточкин хвост» максимально окупили инвестиции в это приспособление, сделав его пригодным для различных работ или семейств деталей.
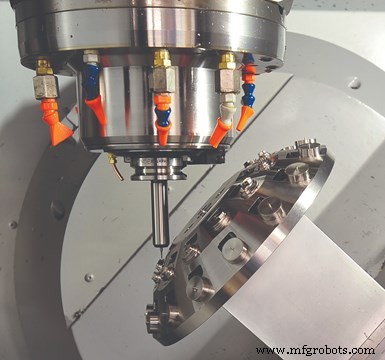
Куполообразная форма этого приспособления позволила мастерской закрепить на нем сразу все 27 деталей, а также обеспечить зазор для режущих инструментов и шпинделя станка.
Набег на пять осей
Powill, которая в основном обслуживает коммерческую и военную аэрокосмическую промышленность, имеет станки с ЧПУ, в том числе вертикальные обрабатывающие центры (VMC); горизонтальные обрабатывающие центры (ГМО); вертикальный токарный станок с 40-дюймовым столом (VTL); многоцелевые токарные станки; и шлифовальные, хонинговальные и сверлильные станки. Большая часть ее бизнеса — это работа в мастерской, хотя у нее есть несколько повторяющихся контрактов.
Кевин Вулф — генеральный менеджер компании. Вулф говорит, что основная причина, по которой мастерская добавила свой пятиосевой станок NMV5000 от DMG MORI, заключалась в том, чтобы уменьшить количество наладок, позволив шпинделю получить доступ к пяти сторонам детали за один зажим. Это широко известно как обработка 3+2. Цех также был переведен на полноценную пятиосевую контурную обработку, хотя эта технология требуется только для части деталей, которые проходят через этот станок.
Он говорит, что еще одной особенностью, которая привлекла мастерскую, была жесткость конструкции стол-в-столе с осями B и C NMV5000. Станок обеспечивает вращение по оси B от +160 до -180 градусов и вращение по оси C на 360 градусов, а максимальная грузоподъемность стола составляет 661 фунт. Он также имеет более открытую конструкцию, чем поворотные столы, которые поддерживают стол оси C в двух местах, а детали можно переворачивать вверх дном, чтобы получить доступ к функциям, расположенным рядом с их основанием. В этом случае стружка безвредно отпадает, а не перерезается, что может сократить срок службы инструмента и повредить качество поверхности. Возможность располагать детали под нестандартными углами позволяет использовать более короткие и жесткие инструменты, которые также могут выполнять более агрессивные резы.
Машина поставлялась с установленным программным обеспечением Esprit Cam CAD/CAM. Хотя изучение этого нового программного обеспечения заняло время, имитационное моделирование программ обработки деталей оказалось полезным. В программное обеспечение была предварительно загружена CAD-модель станка NMV5000 и всех его основных движущихся компонентов. Чтобы имитировать операции обработки для задания, программисты CAD/CAM просто добавляют CAD-модели крепежных устройств и заготовки к модели станка. Моделирование операции выявляет возможные точки пересечения между шпинделем, фрезами, приспособлениями или деталями, поэтому эти проблемы могут быть устранены до запуска задания на станке.
Еще одна полезная функция пятиосевого программирования — пятиосное композитное фрезерование, которое обеспечивает несколько шаблонов обработки и ориентацию осей инструмента для одновременного управления всеми осями для сложных деталей. Вулф добавляет, что траектории инструмента ProfitMilling особенно полезны для черновой обработки цилиндрических полов по оси Z. Эта стратегия предназначена для увеличения срока службы инструмента и времени цикла за счет оптимизации углов контакта инструмента и нагрузки на стружку.
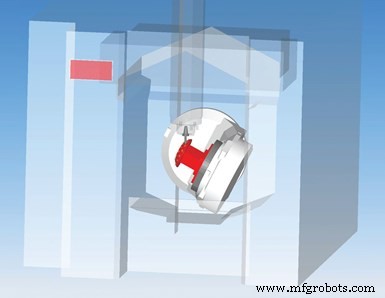
Программное обеспечение CAD/CAM, которое поставлялось с пятикоординатным станком цеха, было загружено CAD-моделью этого конкретного станка. Затем программисты могут легко добавлять CAD-модели приспособлений и деталей для выполнения имитации программы обработки деталей, чтобы гарантировать отсутствие сбоев или пересечений деталей, ориентированных под нестандартными углами.
В Купол Грома
Задание с размером партии из 1000 сложных контурных деталей, изготовленных из Inconel 625, привело к тому, что мастерская создала приспособление, которое могло вместить 27 заготовок. На самом деле приспособление было изготовлено на станке NMV5000.
Первоначально мастерская старалась уместить как можно больше деталей на прямоугольном приспособлении. Проблема с этим типом концепции призматического крепления заключалась в обеспечении достаточного зазора вокруг каждой детали для всех операций контурной обработки по пяти осям. (После завершения у этой детали нет прямых сторон.) К сожалению, эта предварительная конструкция приспособления может содержать не более 10 деталей.
Вулф подумал, что куполообразная форма приспособления может вместить больше деталей. Размещение их вокруг сферического профиля может обеспечить адекватный доступ, позволяя одновременно зажать больше. Получившееся приспособление было создано из запасного стального материала, который был под рукой в магазине, и было установлено на прямоугольной стойке. Кто-то в шутку сказал, что она похожа на арену Громового купола из фильма «Безумный Макс:за пределами Громового купола», и прозвище прижилось.
Одной из проблем было определить, как лучше всего удерживать заготовки в этом приспособлении. В конце концов, имело смысл начать с круглой заготовки, которая была ближе к чистой форме детали. Для этого в каждой заготовке обрабатываются плоские поверхности, чтобы кулачковые зажимы Mitee Bite могли их захватывать. Для каждой детали были обработаны два кармана, один для зажимного устройства и один для круглой заготовки.
Существуют и другие проблемы при создании такого приспособления для удержания нескольких деталей. Например, детали должны располагаться на достаточном расстоянии друг от друга и располагаться таким образом, чтобы вокруг каждой был обеспечен достаточный зазор. Кроме того, необходимо соблюдать баланс между количеством деталей, которые будет удерживать приспособление, и общей жесткостью приспособления. Удаление слишком большого количества материала для размещения большого количества деталей может ограничить как жесткость, так и скорость обработки этих деталей.
Громовой купол был разработан для удержания деталей в два ряда. Смещение этих рядов карманов позволило установить еще несколько карманов в нижнем ряду (15 деталей против 12 в верхнем ряду). Общее время цикла для обработки всех 27 зажимных деталей составляет шесть часов. После этого детали монтируются в специальные губки тисков на станке VMC, который обрабатывает нижнюю поверхность и зенкерует обратную сторону сквозного отверстия.

Это приспособление имеет четыре стойки, верхние части которых расположены под углом 45 градусов. Это обеспечивает достаточное расстояние и зазор вокруг деталей, когда они устанавливаются в зажимы типа «ласточкин хвост», которые крепятся к стойкам.
В качестве альтернативы, созданное мастерской приспособление с четырьмя стойками имеет алюминиевое основание с четырьмя стальными стойками, каждая из которых имеет интерфейс типа «ласточкин хвост», что делает приспособление полезным для самых разных работ. Эта универсальность в первую очередь помогла оправдать время и стоимость изготовления приспособления.
Тем не менее, первая цель приспособления заключалась в том, чтобы помочь как можно быстрее приступить к одной конкретной работе:топливный блок, изготовленный из заготовки из стали 1215, с количеством заказа партии более 300 деталей. Этот большой размер партии был основной причиной, по которой мастерская рассматривала заказное приспособление, которое могло бы монтировать несколько деталей одновременно.
Приспособление должно быть достаточно жестким, чтобы выдерживать черновое фрезерование, но при этом обеспечивать зазор, необходимый для операций гравировки и сверления отверстий под сложным углом к нижней части детали. Верхняя часть каждого сообщения

Это специальное приспособление, созданное мастерской для своего пятиосевого станка, обеспечивает зазор для инструмента и шпинделя для доступа к деталям.
был обработан под углом 45 градусов, чтобы выдвинуть заготовки друг от друга и обеспечить зазор инструмента, необходимый для доступа ко всем пяти сторонам каждой детали. Возможность моделирования и функция предотвращения столкновений в программном обеспечении CAD/CAM пригодились для обеспечения достаточного зазора.
Заготовки сначала подготавливаются на VMC, который обрабатывает профили типа «ласточкин хвост» на лицевой стороне, что требует наименьшего объема механической обработки (или вообще не требует). После закрепления заготовок на приспособлении время цикла обработки четырех топливных блоков (без удаления профиля «ласточкин хвост» и дополнительной обработки шестой грани) составляет 2,5 часа. Для некоторых элементов стол станка по оси B наклонен на 135 градусов, чтобы получить доступ к элементам в нижней части деталей. Профили типа «ласточкин хвост» впоследствии фрезеруются на HMC, который также обрабатывает четыре отверстия, пересекающие порты, созданные на пятикоординатном станке. Для выполнения этой части на одной из HMC в мастерской потребовались бы три отдельные операции и как минимум одно специальное приспособление. Впоследствии Пауилл использовал это приспособление для множества других деталей.

Перед установкой этой заготовки топливного блока в четырехстоечное приспособление на пятикоординатном станке элемент «ласточкин хвост» и соответствующий паз для штифта обрабатываются на станке VMC. В мастерской говорят, что эта конфигурация исключает движение детали даже во время тяжелых черновых операций. Прорезь для штифта также размещает заготовку в правильном положении в приспособлении типа «ласточкин хвост» для повторяемости. Эти элементы фрезеруются после завершения работы на пятиосевом станке (здесь он показан наполовину обработанным).
Назад во времени
Помимо создания нестандартных приспособлений для новых заданий, Powill использовала свой опыт в области закрепления деталей для переноса заданий, которые ранее выполнялись на трехосевом оборудовании, на пятиосевой станок. Мастерская также написала программы для запуска других деталей на гибком четырехстоечном приспособлении. Объединение нескольких установов для производства деталей за один зажим на пятикоординатном станке не только сокращает время производства, но и повышает точность изготовления деталей. На самом деле, Powill также использует свой пятиосевой станок для создания более точных приспособлений для своего трехосного оборудования, потому что оно может более точно обрабатывать важные элементы, определяющие положение приспособления, за одну установку.
Промышленное оборудование
- для экономии денег на деталях станков с ЧПУ
- 10 простых шагов для сокращения времени ремонта машины
- Что такое фрезерный станок? - Детали, работа, схема
- Что такое сверлильный станок? - определение, части и типы
- Что такое формовочная машина? - Определение, части, работа
- Производственный механический цех доказывает свою ценность
- Полное руководство по автоматизированному производству
- Как выбрать компанию по производству оборудования или запчастей
- Как повысить точность машины
- Станки с ЧПУ:типы, детали и преимущества