


С-образная фаска Okuma G75
С-образная фаска Okuma G75
G-код Okuma G75 используется для снятия фаски с острого края.
- G75 действует только в режиме G01.
- G75 покадровый и активен только в заданном блоке.
Программирование Okuma G75
G75 X Z L
Параметры
| Параметр | Описание |
|---|---|
| Х, Z | Координаты точки пересечения. |
| Л | Размер скошенной грани. Знак определяется направлением движения оси; «+», когда ось Z (ось X) перемещается в положительном направлении после движения оси X (ось Z). «-», когда ось Z (ось X) перемещается в отрицательном направлении после движения оси X (ось Z). |
Пример программы Okuma G75
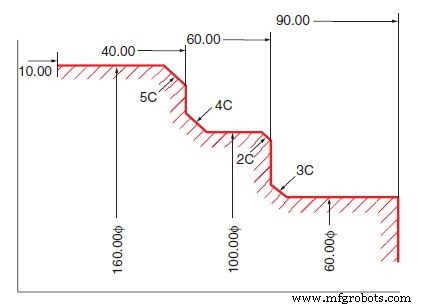
: : N101 G01 X60 Z92 F0.1 N102 G75 Z60 F0.05 L3 N103 G75 X100 L-2 N104 G75 Z40 L4 N105 G75 X160 L-5 N106 Z10 : :
Автоматическое снятие фаски под любым углом
Если необходимо снять фаску на кромках, имеющих угол, отличный от 90°, можно использовать функцию автоматического снятия фаски, чтобы легко запрограммировать снятие фаски.
Пример программы
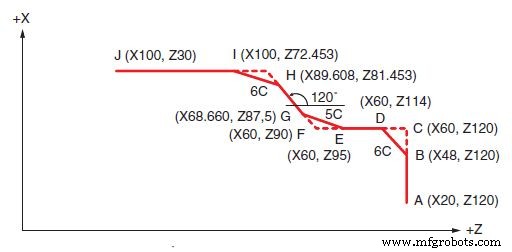
: : N100 G00 X20 Z120 N110 G75 G01 X60 L6 F0.1 N120 G75 Z90 L5 N130 G75 A120 X100 L6 N140 Z30 : :
Станок с ЧПУ
- для гибки листового металла с помощью листогибочного пресса
- IPS для выбора правильной службы ремонта ЧПУ
- Контрольный список технического обслуживания для станков с ЧПУ
- BDE расширяет свои возможности обработки с помощью станка Okuma MB 5000
- Okuma America представляет токарный станок с ЧПУ следующего поколения
- Okuma запускает диалоговое программирование на некоторых машинах
- Пример программы станка для обработки канавок Fanuc G75
- Цикл обработки канавок на ЧПУ Fanuc G75
- Цикл обработки канавок Fanuc G75, однострочный формат
- Пример программирования ЧПУ G75 с постоянным циклом обработки канавок