


Токарный цикл Fanuc G71
Токарный цикл Fanuc G71
Токарный цикл G71 используется для удаления чернового материала с компонента токарного станка с ЧПУ. Токарный цикл G71 упрощает резку деталей большого диаметра. Резка может быть выполнена по простой прямой линии, или сложный контур также может быть обработан очень легко.
С помощью параметров цикла токарной обработки G71 станки с ЧПУ могут управлять параметрами цикла
- Глубина резания.
- Убрать высоту.
- Припуск на чистовую обработку по осям X и Z.
- Циклическая подача, скорость вращения шпинделя.
Программирование
G71 U... R... G71 P... Q... U... W... F... S...
Параметры
Первый блок
| Параметр | Описание |
|---|---|
| У | Глубина резания. |
| Р | Высота втягивания. |
Второй блок
| Параметр | Описание |
|---|---|
| П | Номер начального блока контура. |
| В | Номер блока конца контура. |
| У | Припуск на чистовую обработку по оси x. |
| В | Припуск на чистовую обработку по оси Z. |
| Ф | Скорость подачи во время цикла G71. |
| С | Скорость шпинделя во время цикла G71. |
Обзор цикла токарной обработки G71
- Цикл токарной обработки G71 повторно вырезает весь контур, который задан в блоках P Q.
- Глубина каждого выреза может контролироваться значением U первого блока.
- Второй блок U W — это припуски на чистовую обработку, которые можно задать, если вы хотите выполнить чистовой проход с чистовым циклом G70.
- F — подача при резании, а S — скорость шпинделя (указана во втором блоке), которые используются во время цикла токарной обработки G71.
Примечание – F и S, заданные внутри блока P Q, не будут использоваться во время цикла токарной обработки G71, они используются в цикле чистовой обработки G70, если он вызывается позднее.
Работа цикла токарной обработки G71
N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
При выполнении цикла поворота G71 вся операция будет выполняться в следующей последовательности,
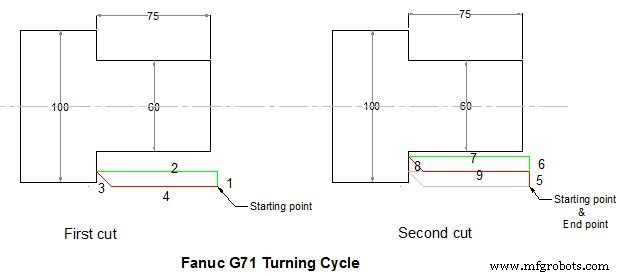
Первая версия
1 – Инструмент будет перемещаться по оси X на глубину U (глубина резания) с запрограммированной подачей от начальной точки.
2 – Инструмент будет перемещаться с подачей по оси Z (конечная точка по оси Z дается в блоках P Q )
3 – Инструмент быстро отводит R на величину R как по оси X, так и по оси Z (под углом 45 градусов).
4 – Инструмент быстро перемещается по оси Z в начальную точку
Поздние версии
5 – Инструмент быстро перемещается на последнюю глубину резания.
6 – Инструмент перемещается с подачей по оси x на глубину U (глубина резания U первого блока).
7 – Инструмент перемещается с подачей по оси z (точка назначения указана в блоках P Q).
8 – Инструмент быстро отводится по оси x и оси Z на величину R (45 градусов).
9 – Инструмент быстро перемещается в начальную точку только по оси Z.
Вся эта последовательность операций продолжается до тех пор, пока не будет достигнута конечная точка по оси X.
Если задан припуск на чистовую обработку, инструмент не будет выполнять точный диаметр и длину, указанные в P Q блокирует, но оставит столько припуска. Этот припуск на чистовую обработку можно позже обработать, вызвав цикл чистовой обработки G70.
Токарный цикл Fanuc G71
Пример Fanuc G71
Вот программа обработки деталей с ЧПУ, которая показывает, как можно использовать токарный цикл G71, это программа для чертежа, приведенного выше
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75
В этой программе токарный цикл G71 будет продолжать повторять контур, заданный внутри блоков P Q, показанных ниже
N80 G00 X60 N90 G01 Z-75
Эти два блока программы ЧПУ говорят нам, что мы хотим удалить материал до глубины X60 и до Z-75 в длину.
Глубина резания указана в первом блоке. Величина отвода U10 также указана R10.
Припуск на чистовую обработку по оси X равен U3, но припуск на чистовую обработку по оси Z не указан W0.
Цикл чистовой обработки G70
Если вы запрограммировали цикл токарной обработки G71 с припусками на чистовую обработку, то эти припуски на чистовую обработку можно удалить с помощью цикла чистовой обработки G70.
Цикл чистовой обработки G70 повторяет весь контур способом G71, но всего за один проход с удалением припусков на чистовую обработку.
Зачем использовать чистовой цикл G70
Поскольку материал можно удалить с помощью цикла токарной обработки G71, но если вы хотите использовать другую подачу и скорость вращения шпинделя для последнего прохода, рекомендуется использовать чистовой цикл G70.
Цикл чистовой обработки G70 использует значения F и S. которые задаются внутри запрограммированных блоков P Q. (G71 использует значения F S, указанные во втором блоке G71.)
Пример Fanuc G70
N50 G00 X106 Z5 M3 S800 N60 G71 U10 R10 N70 G71 P80 Q90 U3 W0 F0.25 N80 G00 X60 N90 G01 Z-75 F0.15 N100 G00 X200 Z100 N110 G92 S1200 N120 T3 G96 S150 M03 N130 G00 X106 Z5 N140 G70 P80 Q90 N150 G00 X200 Z100 N160 M30
Пример G70 G71

Пример цикла чернового точения G71
O0004 G00 X200 Z10 M3 S800 G71 U2 R1 F200 G71 P80 Q120 U0.5 W0.2 N80 G00 X40 S1200 G01 Z-30 F100 X60 W-30 W-20 N120 X100 W-10 G70 P80 Q120 M30
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Пример программирования ЧПУ с циклом чернового точения Fanuc G71 и G70
- Цикл обработки канавок на ЧПУ Fanuc G75
- Список G-кодов Fanuc
- Пример программы цикла черновой и чистовой токарной обработки Fanuc G70 G71
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- G71 Цикл черновой токарной обработки Однострочный формат
- G71 Пример кода цикла черновой токарной обработки – Программирование токарного станка с ЧПУ
- Список G-кодов Fanuc