


Вращение координат Fanuc G68 — пример подпрограммы
Пример кода программы ЧПУ, показывающий, как G-код вращения координат Fanuc G68 можно использовать в подпрограмме, чтобы максимально использовать его функциональные возможности.
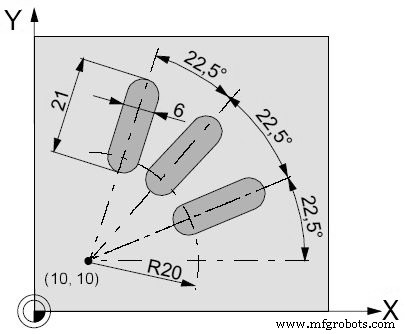
Пример поворота координат G68
Основная программа
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
Подпрограмма
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Список G-кодов Bridgeport — фрезерный станок с ЧПУ
G-коды и M-коды станков с ЧПУ – фрезерные и токарные станки с ЧПУ
Станок с ЧПУ
- Пример программы станка для обработки канавок Fanuc G75
- Пример программы ЧПУ Fanuc
- Fanuc G20 Измерение в дюймах с помощью программы ЧПУ
- Пример программирования токарного станка с ЧПУ Fanuc
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Пример программы обработки торца Fanuc G94 с ЧПУ
- Пример программы постоянного цикла Fanuc G72 с облицовкой
- Пример программы Fanuc G72 Цикл облицовки Однолинейный формат
- Вращение координат Fanuc G68
- Список G-кодов Fanuc