


Пример G-кода G02 с круговой интерполяцией Fanuc
Круговая интерполяция Fanuc
Команды круговой интерполяции Fanuc (G-коды G02, G03) используются для перемещения инструмента по дуге окружности.
G02 — круговая интерполяция по часовой стрелке.
G03 — круговая интерполяция против часовой стрелки.
Как запрограммировать круговую интерполяцию?
На токарных станках с ЧПУ с управлением Fanuc круговая интерполяция по часовой стрелке (дуга) может быть запрограммирована следующими способами.
01
Пояснение
10X – конечная точка дуги по оси X
Z – конечная точка дуги по оси Z
R – радиус дуги.28X — конечная точка дуги по оси X.
Z — конечная точка дуги по оси Z.
I — расстояние от начальной точки дуги до центральной точки дуги по оси X.
K — расстояние от начальной точки дуги до центральной точки дуги по оси Z.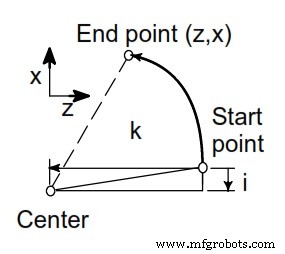
Круговая интерполяция Fanuc G02
Пример круговой интерполяции Fanuc G02
Следующий пример программы круговой интерполяции Fanuc запрограммирован несколькими различными способами.
Программисты/машинисты ЧПУ могут использовать метод G02/G03 X Z R или метод G02/G03 X Z I K, если позволяет управление.
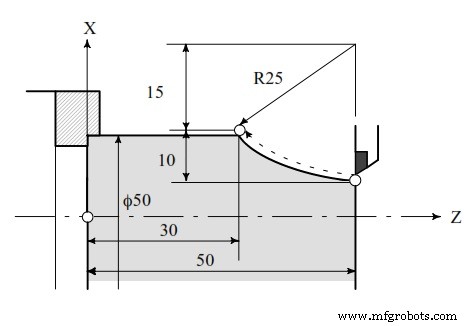
Пример G-кода Fanuc с круговой интерполяцией G02
(Программирование диаметра)
32405861
Станок с ЧПУ
- Пример программы ЧПУ Fanuc
- ЧПУ Fanuc G33 G32 Нарезание резьбы G-код
- Список G-кодов Fanuc
- Пример программирования токарного станка с ЧПУ Fanuc
- Пример программирования ЧПУ Код G G02 Круговая интерполяция по часовой стрелке
- Пример программы ЧПУ G03 Круговая интерполяция
- G02 G03 Пример программы циклической интерполяции кода G
- Токарный цикл G90 Fanuc – код примера программы ЧПУ
- Учебное пособие по круговой интерполяции с ЧПУ G02 G03
- Программирование станков с ЧПУ Абсолютное Инкрементальное G90 Пример кода G91