


Цикл растачивания G86 – Программирование фрезерного станка Fanuc
Цикл сверления G86
Цикл растачивания Fanuc G86 используется для растачивания отверстия (отверстий).
Инструмент движется к дну отверстия с подачей, а затем выдвигается обратно из отверстия с высокой скоростью подачи.
Формат цикла расточки G86
G86 X Y Z R F K
Параметры
X Y — данные о положении отверстия.
Z — глубина растачивания (абсолютная).
R — исходное положение инструмента над отверстием.
F — скорость рабочей подачи.
K – Количество повторов (если требуется).
Цикл сверления G86
Операция цикла расточки G86
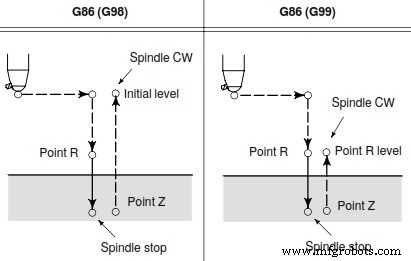
1 – После позиционирования по осям X– и Y выполняется ускоренный ход в точку R.
2 – Сверление выполняется из точки R в точку Z.
3 – При остановке шпинделя в точке дна отверстия инструмент отводится ускоренным ходом.
Позиция возврата инструмента
Плоскость возврата зависит от G-кодов G98, G99.
Если G98 указан с циклом растачивания G86, инструмент возвращается на начальный уровень.
Если указан G99, инструмент вернется на R уровень.
Пример программы цикла расточки G86
M3 S2000 G90 G99 G86 X300. Y–250. Z–150. R–100. F120. Y–550. Y–750. X1000. Y–550. G98 Y–750. G80 G28 G91 X0 Y0 Z0 M5
Станок с ЧПУ
- Цикл нарезания резьбы ЧПУ Fanuc G76
- Цикл обработки канавок на ЧПУ Fanuc G75
- Список G-кодов Fanuc
- Цикл нарезания резьбы ЧПУ Fanuc G92
- Пример программирования токарного станка с ЧПУ Fanuc
- Цикл нарезания резьбы G78 – Программирование токарного станка Fanuc
- Список G-кодов Hurco Mill
- Подпрограммирование Fanuc
- Список G-кодов Fanuc
- Растачивание ECS G86 с циклом остановки шпинделя