


Что делают мастерские по прецизионному станкостроению:протяжка
Протяжка — это процесс механической обработки с использованием режущего инструмента с зубьями, размер которых увеличивается спереди назад. Во многих случаях вся поверхность (или несколько поверхностей) может быть обработана за один проход прошивкой. Этот метод чаще всего применяется для чистовой обработки отверстий, шлицев и плоских поверхностей.
Протяжка — это относительно новый процесс механической обработки, разработанный в 1850-х годах для обработки металлов. Первоначально протяжка использовалась для обработки внутренних характеристик, таких как замочные скважины в шкивах и шестернях. В течение 20-го века протяжка получила дальнейшее развитие для использования в огнестрельном оружии, а последующие разработки значительно улучшили допуски и сделали протяжку более универсальной для современных механических мастерских.
Как работает прошивка
Режущий инструмент, используемый при протягивании, называется протяжкой. Этот линейный зубчатый режущий инструмент напоминает в профиль пилу, но ширина и конфигурация зубьев могут значительно различаться. Зубья протяжки точно спроектированы так, что каждый зуб стоит немного выше предыдущего. Когда протяжка проходит вдоль заготовки, каждый зуб делает небольшой надрез на поверхности и отводит стружку от заготовки. Разница в высоте между первым зубом и последним зубом называется «подъемом» и представляет собой максимальное количество материала, которое может удалить протяжка.
Режущие инструменты, используемые для протягивания
Процесс протяжки относительно прост:протяжной станок перемещает протяжку линейно вдоль поверхности заготовки с силой, достаточной для удаления материала. Однако сами протяжки более сложны, чем многие режущие инструменты. Броши часто предназначены для конкретных работ, и они могут принимать разные формы и размеры. Существует несколько категорий протяжек, которые относятся к выполняемой работе и протяжному станку, используемому для подачи усилия.
- Отправить прошивку: инструмент, предназначенный для толкания протяжным станком
- Потяните протяжку: инструмент, предназначенный для протягивания протяжным станком
- Стационарная протяжка: инструмент, предназначенный для того, чтобы оставаться неподвижным, пока станок перемещает заготовку
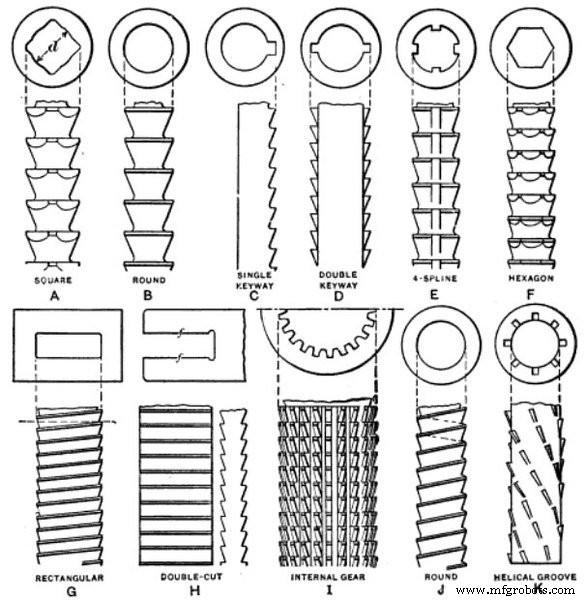
Внутри этих подтипов протяжки могут различаться по конфигурации зубов и поперечному сечению. Простейшие протяжки, предназначенные для резки одной поверхности, могут иметь прямоугольное сечение с одним набором режущих зубьев. Поскольку протяжки часто режут внутренние характеристики, их сечения сильно различаются в зависимости от выполняемой работы. Изображение в верхней части этой статьи иллюстрирует несколько примеров поперечных сечений протяжки и конфигураций зубьев.
Кроме того, сами протяжки могут быть изготовлены различными способами. Сплошные протяжки являются наиболее распространенными и наименее дорогими в изготовлении и состоят из протяжки, изготовленной из цельного куска материала. Другие протяжки состоят из прочного стержня с режущими зубьями, прикрепленными вокруг параметра. Затем эти зубья можно удалить, но вал можно использовать повторно с зубьями другой конфигурации. Большие протяжки часто собираются секциями, так что некоторые ряды можно отделить для заточки или замены, а другие ряды остаются на валу.
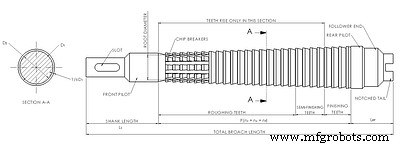
Различные компоненты каждой протяжки служат определенным целям. Первые несколько рядов зубьев, соприкасающихся с заготовкой, называются стружколомами. ," в то время как последние несколько рядов зубов часто являются "завершающими зубьями ." Средние зубья предназначены для различных целей, от черновых до получистовых.
Следующая диаграмма, предоставленная через Creative Commons Attribution-Share Alike 3.0 Unported, иллюстрирует компоненты протяжки.
Типы протяжных станков
Простую протяжку можно выполнить с помощью оправочного пресса. , но для более сложных операций требуются специальные протяжные станки. Несколько характеристик протяжек зависят от станка, который будет использоваться для их перемещения по заготовке. Как упоминалось выше, одни протяжные станки тянут режущий инструмент, а другие толкают его. Традиционные протяжные станки ориентированы вертикально, перемещая протяжку вверх или вниз. Другие ориентированы горизонтально, и, поскольку они часто удерживают режущие инструменты в распорках, они могут работать с большей длиной без значительного изгиба. Некоторые типы протяжных станков включают:
- Вертикальные протяжные станки: направляющий конец протяжки крепится под заготовкой, а стружколомы - над заготовкой. Затем машина тянет протяжку вниз, чтобы все зубья прошли вдоль заготовки.
- Станки непрерывного протяжки поверхности: протяжки неподвижны, и заготовка последовательно протягивается или проталкивается мимо зубьев.
- Роторно-протяжные станки: заготовки удерживаются в приспособлениях на вращающемся столе, который пропускает их через стационарные протяжки. При правильной конфигурации ротационная протяжка также может выполняться на токарном станке.
Преимущества протяжки
Протяжка может быть идеальным процессом для многих приложений обработки с ЧПУ. Одним из ключевых преимуществ протягивания является то, что операторы станка могут выполнять операции протяжки с минимальным обучением. Поскольку сложность заложена в самом инструменте, очень немногие параметры требуют настройки во время производства. Возможно, наиболее важно то, что протяжка может сэкономить время, поскольку сам процесс резки быстрый и легко воспроизводимый.
Однако по сравнению с пилением и шлифованием протяжка часто воздействует на заготовки с большей силой. Специалисты по механической обработке должны убедиться, что материал заготовки достаточно прочен, чтобы выдерживать силы, возникающие при протягивании. Кроме того, если требуется внутренняя протяжка, перед протяжкой в заготовке необходимо сделать отверстие путем литья или сверления.
В конечном счете, выбор использования протягивания по сравнению с другими процессами механической обработки часто сводится к трем факторам:объему, оборудованию и резке. В некоторых случаях можно использовать стандартные конструкции протяжек, но нестандартные протяжки дороги в производстве и поэтому требуют больших объемов производства, чтобы быть экономически выгодными. Протяжные станки не так распространены в механических мастерских, как мельницы, токарные станки и сверла, поэтому могут использоваться другие процессы, чтобы избежать аутсорсинга или покупки нового оборудования. Тем не менее, во многих случаях прошивка является единственным способом раскроя материала по нужному рисунку. Даже с регулировкой инструментов фрезерные станки, токарные станки, сверла или расточки не могут обеспечить все характеристики, возможные при протягивании.
Ещё из нашей серии "Что делают цеха прецизионных станков"
- Введение
- Измельчение
- Поворот
- Скучно
- Сверление
- Распиловка
- Прошивка
Узнайте больше об оборудовании и методах ЧПУ из нашей бесплатной электронной книги Руководство по обработке с ЧПУ
<сильный>
Станок с ЧПУ
- Что такое ЧПУ?
- Что такое фрезерный станок?
- Какие существуют различные типы фрезерования, выполняемые станками с ЧПУ?
- Что такое протяжка? - Процесс, работа и типы
- Что делают цеха прецизионных станков:токарная обработка
- Что делают в мастерских прецизионных станков:токарная обработка
- Что такое машинный болт?
- Что такое прецизионная обработка?
- Что такое прецизионный фрезерный станок?
- Что делает машина