


Фильтр траектории инструмента обеспечивает идеальное качество поверхности
13 марта 2015 г. | Блог
При попытке добиться идеальной обработки обработанной 3D-детали необходимо учитывать множество факторов. Я хотел бы сосредоточиться на параметрах фильтрации траекторий, доступных для станков с ЧПУ и программного обеспечения CAM.
Фильтр траекторий в программном обеспечении CAM
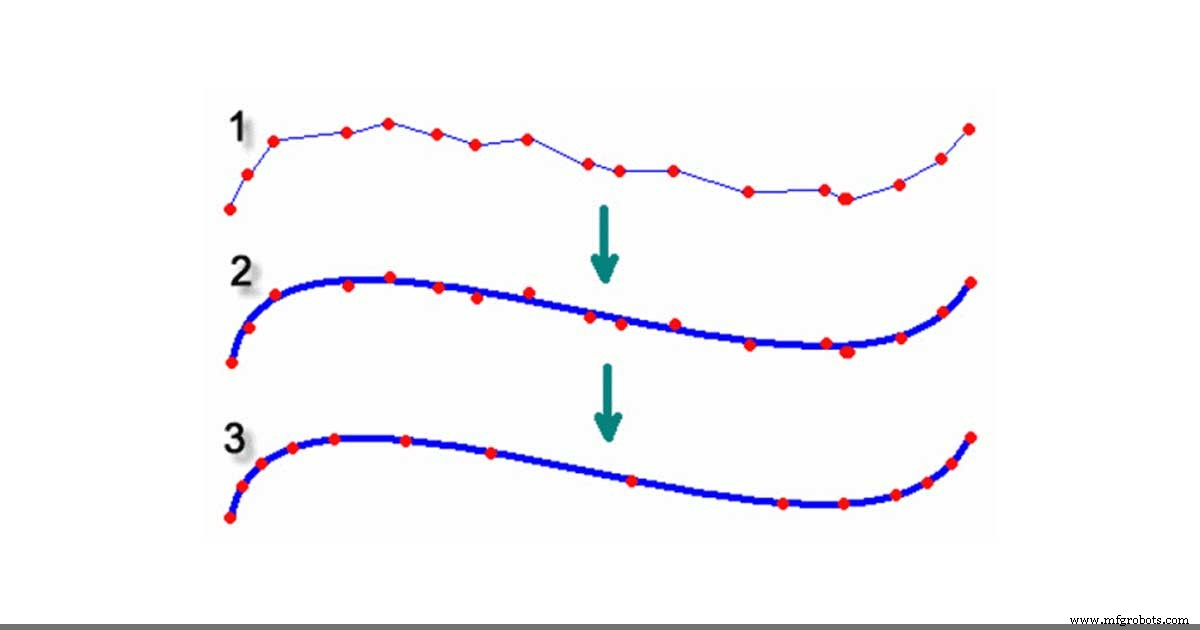
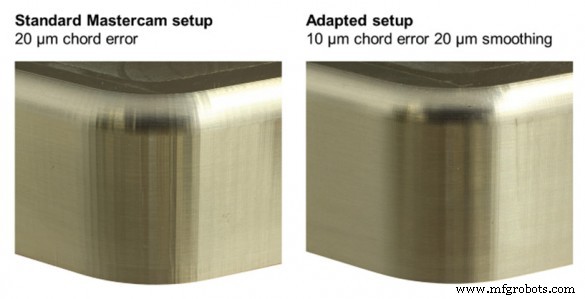
Во многих CAM-системах вы можете установить допуск на то, насколько точно вы хотите следовать поверхности с помощью инструмента. Если в вашей CAM установлен большой допуск, вы потеряете детализацию или допуск в своей детали. С другой стороны, если вы установите слишком низкий допуск, у вас будет больше кода, время обработки увеличится вместе с риском того, что векторные точки будут видны на вашей поверхности. Параметры фильтрации и сглаживания существуют в программном обеспечении CAM и работают путем смещения и удаления точек.
Фильтр траекторий в ПО управления фрезерным станком с ЧПУ
А как насчет возможности использования функции сглаживания на самом фрезерном станке? В случае с программным обеспечением HSC Pro от DATRON имеется запатентованный сглаживающий фильтр траектории, который работает на совершенно иной основе. Вместо удаления точек и потери допуска с вашей стороны, как при сглаживании в CAM, этот фильтр траектории добавляет точки в пределах допуска, установленного в CAM. Машина также производит расчеты с точностью до пяти знаков после запятой (в метрических единицах), что дает более точную поверхность. Добавляя точки и увеличивая считывание перед машиной, вам не нужно беспокоиться о потере деталей при создании гладкой поверхности. Фильтр траектории сглаживания DATRON также отслеживает рывки. Мониторинг рывков двигателей обеспечивает плавное движение станка и устраняет избыточную нагрузку на станок при высоких скоростях подачи.
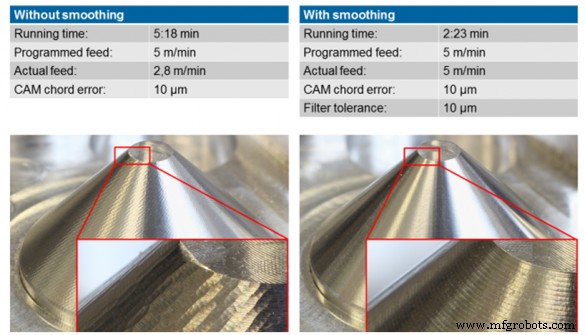
Итак, в заключение, запустив сглаживающий фильтр траектории движения инструмента на станке, вы сможете сократить время расчета с помощью CAM, а также получить более точную деталь, требующую меньшей оптимизации в программном обеспечении CAM.
Станок с ЧПУ
- Что такое отделка поверхности? - Единицы измерения, символы и таблица
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Поверхность литья по выплавляемым моделям
- DIN 1725-1 класс 3.3211 T4510
- DIN 1725-1 Класс 3.3211 T4511
- DIN 1725-1 класс 3.3211 T6510
- DIN 1725-1 Класс 3.3211 T6511
- DIN 1725-1 Класс 3.3211 T451
- DIN 1725-1 Класс 3.3211 T4
- DIN 1725-1 Класс 3.3211 T6