


5-осевое программирование:понимание осей инструмента и контроля столкновений
 Если вы попросите десять разных 5-осевых программистов запрограммировать одну и ту же деталь, вы, скорее всего, получите десять разных стратегии механической обработки. В зависимости от опыта, конфигурации станка, программного обеспечения CAM, оснастки, крепления и множества других критериев каждый видит путь, который ему нужно пройти, немного по-разному. Но все они ведут в одно и то же место… успешно пройденную часть. Эта статья будет первой частью серии статей о 5-осевом программировании.
Если вы попросите десять разных 5-осевых программистов запрограммировать одну и ту же деталь, вы, скорее всего, получите десять разных стратегии механической обработки. В зависимости от опыта, конфигурации станка, программного обеспечения CAM, оснастки, крепления и множества других критериев каждый видит путь, который ему нужно пройти, немного по-разному. Но все они ведут в одно и то же место… успешно пройденную часть. Эта статья будет первой частью серии статей о 5-осевом программировании.
Когда вы начнете программировать в 5-осевом ЧПУ, вы быстро поймете, что одним из ваших первых препятствий будет понимание влияния утомительного количества настроек параметров управления. Неправильная установка любого из этих параметров, безусловно, может означать разницу между успехом и неудачей при создании желаемой траектории инструмента, потому что каждый из этих параметров выполняет важную работу для оси инструмента и контроля столкновений.
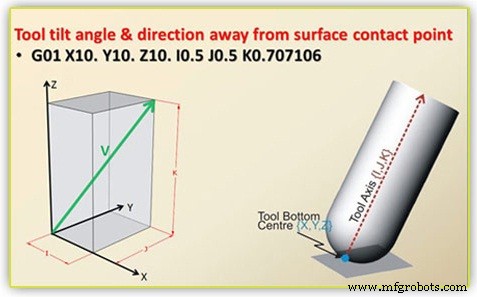
Параметры управления осью инструмента определяют, насколько и в каком направлении будет наклоняться инструмент, а также как этот наклон будет контролироваться и управляться на протяжении всего процесса обработки. Общие элементы, такие как линии, поверхности, плоскости, точки и цепочки, используются для управления тем, как будет поддерживаться заданный угол наклона инструмента. Как только инструмент будет связан с одной из общих функций, упомянутых выше, инструмент сохранит эту связь с функцией; тем самым контролируя его угол наклона… если, например, была обозначена точка или линия, кончик инструмента будет следовать запрограммированной траекторией инструмента, но верхний край инструмента всегда будет указывать на назначенную точку или следовать назначенной линии, чтобы поддерживать правильное количество наклона, указанное программистом. Точно так же, если выбрана поверхность или плоскость, инструмент будет постоянно поддерживать заданный угол наклона по отношению к поверхности или плоскости, выбранной в качестве элемента управления.
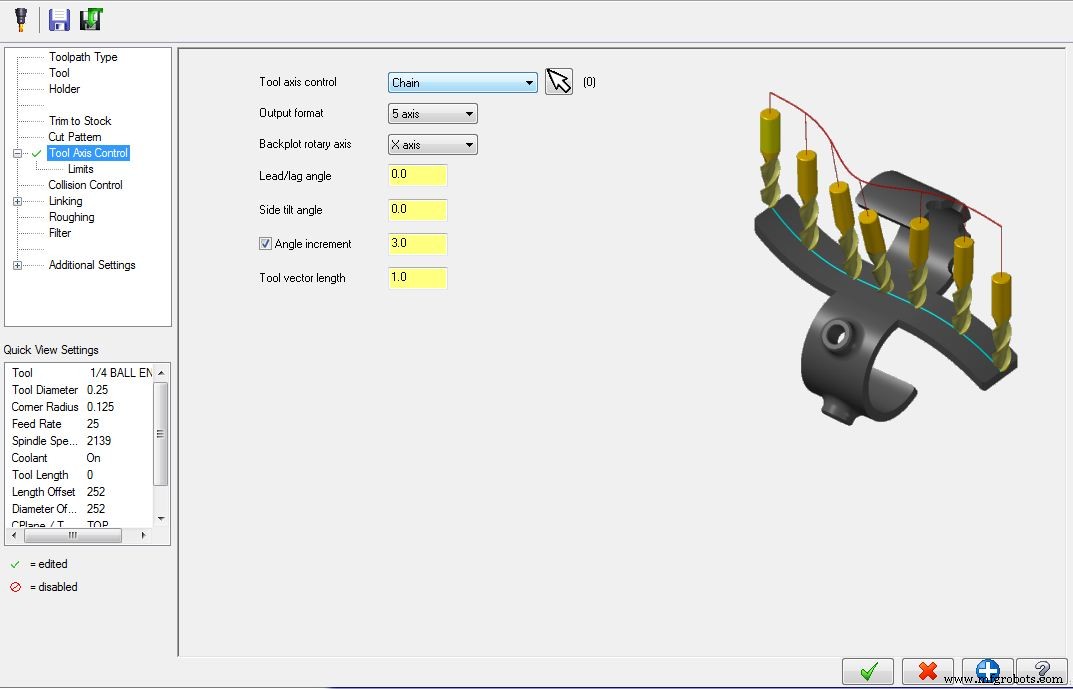
В дополнение к использованию геометрических элементов или совместно с ними для управления наклоном оси инструмента также могут быть назначены углы опережения, запаздывания и бокового наклона. В случае угла опережения или отставания обозначенный угол наклона зависит от направления движения… углы опережения наклоняются вместе с направлением движения, как если бы он был впереди инструмента; а углы отставания отклоняются от направления движения, как если бы инструмент отставал от резания. Углы бокового наклона обозначаются как положительные или отрицательные градусы и заставляют инструмент наклоняться влево или вправо от направления движения.
Программист также должен научиться использовать параметры контроля столкновений, которые представляют собой ограничения, влияющие на инструмент, а также то, насколько и в каком направлении инструмент может наклоняться… независимо от используемого метода управления осью инструмента. Слепой наклон инструмента без каких-либо ограничений может привести к тому, что инструмент или державка коснутся либо заготовки, либо самого станка, что приведет к столкновению. Научиться эффективно использовать параметры «Управление осями инструмента» и «Управление столкновениями» — это одна из вещей, которая может отличить хорошего 5-осевого программиста от отличного 5-осевого программиста.
Общий вопрос может заключаться в том, почему нам нужно наклонять инструмент в первую очередь. Почему бы просто не держать инструмент вертикально по отношению к обрабатываемой поверхности, как это делается при 3-осевой обработке? Ответ, почему мы наклоняем инструмент при 5-осевой обработке, заключается в том, что мы можем! Наклон фрезы чаще всего используется для инструментов с радиусом угла, а не для инструментов с прямыми углами, таких как плоские концевые фрезы. Возможность наклона инструмента означает, что мы режем по радиусу, а не по центру нижней части фрезы, что дает нам возможность лучше контролировать количество стружки и скорость подачи, а также обеспечивает гораздо лучшее качество поверхности и более длительный срок службы. срок службы инструмента. Поскольку нижний центр вращающегося инструмента не имеет эффективной скорости, использование вертикально выровненного инструмента больше похоже на перетаскивание, а не резание по траектории инструмента.

Станок с ЧПУ
- Понимание автоматизированного производства и его преимуществ
- Повышение точности станка с ЧПУ и позиционирования
- Понимание ударопрочных инструментальных сталей для изготовления пуансонов и штампов
- Понимание инструментальной стали и того, как она производится
- Понимание различных типов штамповочных инструментов и их основных применений
- Понимание процесса обработки и станка
- Понимание кодов G и M как профессионал [Полное руководство]
- Циклы программирования ЧПУ или стандартные циклы ЧПУ плюсы и минусы
- Предустановка инструмента с ЧПУ и измерение инструмента с ЧПУ. Введение
- Принципы и приложения программирования ЧПУ