


5-Axis Buzz Words:изучите жаргон
Как и любая другая технология в нашей отрасли, 5-осевое производство имеет свой собственный словарный запас и список технических модных слов. Хотя многие из функций, описанных ниже, можно рассматривать как обычные, некоторые из них можно найти только в более продвинутых элементах управления машины. Для тех, кто занимается 5-осевой обработкой, понимание этих модных словечек может быть огромным преимуществом и просто может удержать их от принятия необдуманного решения, о котором они могут потом пожалеть.
Управление центральной точкой инструмента (TCPM) :некоторые производители также называют его RTCP — это одна из наиболее мощных функций, которая может оказать существенное влияние на общий процесс многоосевой обработки. TCPM предлагает программисту возможность создавать программы, которые «независимы» от самой координаты станка, и позволяет пользователю просто ссылаться на одну точку на фактической заготовке при настройке задания или программировании детали — не заботясь о том, где фактическая расположение детали на машине. Без TCPM данные точки в программе должны ссылаться на перемещения относительно координат станка и осевых линий вращения, и все программирование «зависит» от фактического положения заготовки в рабочей зоне станка. Например:без TCPM деталь должна быть расположена и закреплена на месте на станке еще до того, как программа может быть создана, и фактическое расстояние заготовки от осевых линий станка должно быть учтено в программе... что обычно достигается путем физического перемещения твердотельной модели в пространстве CAM на точное расстояние от нуля, как это находится в машине. Вот почему мы говорим, что программа ЗАВИСИТ от координаты машины без TCPM. Без TCPM, если необходимо внести небольшие корректировки, оператору пришлось бы вернуться к CAM-системе, переместить твердотельную модель на необходимую величину, повторно отправить программу, перезагрузить программу в станок и снова попытаться выполнить резку. На станке с TCPM в том же сценарии оператор может просто отрегулировать настройку детали или рабочую координату и снова запустить деталь. Надеюсь, вы заметили, что использование TCPM также значительно упростит задачу в следующий раз, когда вам нужно будет настроить то же самое задание.
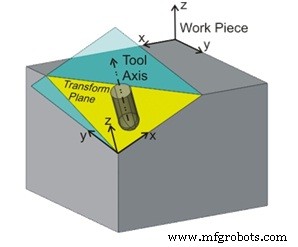
Преобразование плоскости :рабочая плоскость, расположенная относительно исходной рабочей плоскости координат станка. Если подумать, Transform Plane — это действительно волшебство, которое делает 5-стороннее программирование таким простым и позволяет нам управлять всеми пятью сторонами заготовки по отдельности в рамках одной программы — во-первых, позволяя нам ссылаться на другую исходную точку для с каждой стороны заготовки, а во-вторых, позволяя нам указать плоскую рабочую плоскость для управления нашим резаком во время обработки. Поскольку элементы на чертеже чаще всего рисуются относительно одной точки на каждой стороне детали (и обычно это не та точка, которую мы использовали для первоначальной настройки детали), возможность назначать эти множественные исходные точки чрезвычайно важна. Кроме того, без возможности преобразования отдельных рабочих плоскостей стандартные циклы, такие как циклы сверления G83, нельзя было бы использовать ни на одной грани заготовки, кроме верхней стороны… потому что ось инструмента должна быть перпендикулярна стороне просверливаемой заготовки.
Нормальная поверхность :на самом деле это вообще не термин обработки, но определенно становится необходимым модным словом, с которым нужно ознакомиться при программировании в 5-осевом режиме. Этот термин относится к осевому вектору (или линии), перпендикулярному определенной поверхности любой твердотельной модели. Твердотельные модели создаются путем соединения множества поверхностей вместе для создания заданной формы. Программист всегда назначит вектор наклона инструмента относительно нормали к поверхности. Например, если вы хотите, чтобы инструмент оставался вертикальным по отношению к каждой поверхности, когда фреза перемещается вдоль формы, вы бы сказали, что инструмент «нормальен к поверхности». Следовательно, если вы хотите, чтобы инструмент наклонялся в одну или другую сторону при перемещении вдоль формы, вы должны указать положительный или отрицательный угол наклона… и этот угол будет относиться к перпендикулярной нормали к поверхности.
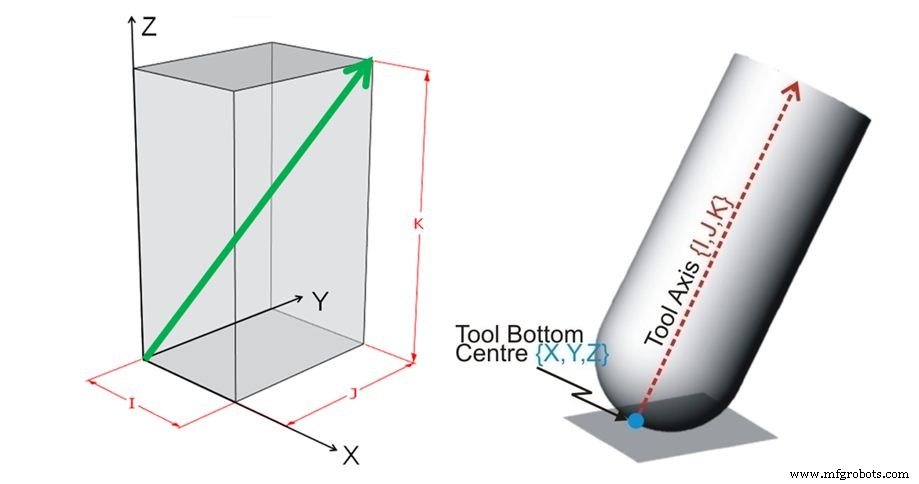
Вектор инструмента :относится к углу, на который инструмент отклоняется от точки контакта XYZ. Этот угол управляется набором значений IJK в каждой строке G-кода в программе, и значения могут быть как положительными, так и отрицательными числами. Хотя векторы не имеют относительных единиц измерения и не являются ни метрическими, ни дюймовыми значениями, для простоты я считаю, что полезно думать об этих значениях как об измеренных расстояниях при визуализации обозначенного угла наклона и направления… например:если я вижу линию код X2.0 Y2.0 Z.125 I.50 J.50 K.70 в программе Я легко визуализирую угол наклона инструмента в голове. Значения XYZ, очевидно, используются для позиционирования нижнего центра инструмента в указанном месте, а значения IJK обозначают направление и величину наклона — буква I является синонимом оси X, J — синонимом оси Y. , а K является синонимом оси Z. Поэтому изобразите точку, которая на 0,50 дюйма положительнее по оси X от точки контакта, на 0,50 дюйма положительнее по оси Y и вверх на 0,70 дюйма в положительном направлении Z. Теперь визуализируйте линию, проведенную между точкой контакта XYZ и точкой в пространстве, созданной расстояниями IJK… это инструмент, обозначенный вектором инструмента.
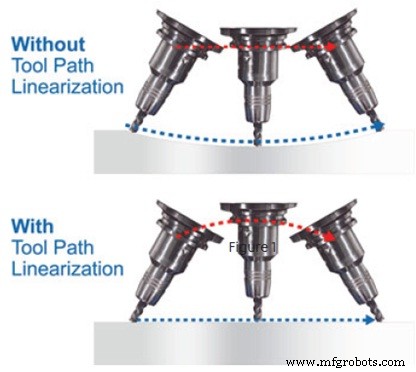
Линеаризация траектории: возможность управления всплывающей подсказкой в линейном режиме между двумя точками. Без этой функции программирование контролирует только две точки движения наконечника инструмента — точку «А» в начале движения и точку «В» в конце движения. Все, что происходит между этими двумя точками, неуправляемо, и можно сказать, что машина «вслепую» делает ход. Однако при активированной линеаризации траектории инструмента станок будет координировать все оси станка, чтобы обеспечить линейное движение наконечника инструмента — между двумя точками — и даже при необходимости будет поднимать или опускать ось Z. На приведенных ниже примерах изображений вы можете видеть, что без активной линеаризации подсказка сильно выдалбливала бы деталь… но с активированной линеаризацией инструмент перемещается по прямой линии между начальной и конечной точками. Это не только позволяет лучше контролировать всплывающую подсказку во время обработки, но также может привести к сокращению программ… потому что движения не нужно разбивать на такие маленькие движения, чтобы компенсировать отсутствие адекватного управления всплывающей подсказкой.

Станок с ЧПУ
- История расточных станков
- Лучшие бренды ЧПУ
- История токарного станка
- Понимание основ фрезерного станка
- Современные производственные тенденции:выбор лучшего станка с ЧПУ для работы
- 7 шагов к выбору подходящего станка с ЧПУ
- Узнайте, как повысить производительность вашего 5-осевого станка
- Каковы области применения 5-осевого станка с ЧПУ?
- Преимущества 5-осевой обработки с ЧПУ
- Сердце станков:шпиндели станков.