


Применение отжига для снятия напряжения в прецизионной обработке
При обработке прецизионных деталей после обработки многих деталей прецизионным оборудованием всегда остаются «неудовлетворительные» места. Очевидно, что они являются лучшими мастерами обработки и лучшим оборудованием для обработки. На машине было подтверждено, что все так идеально, но когда машину сняли и отправили в комнату контроля качества или на следующий процесс, выяснилось, что размер изменился незаметно, и первоначальный идеальный продукт стал отходами. .
По сути, это проблема организации процесса. Мы рассмотрели только описанный выше процесс механической обработки, но не рассмотрели характеристики самого материала, приводящие к изменениям внутренней структуры материала после обработки деталей, в результате чего возникают технологические деформации, приводящие к плохим размерам.
Но как избежать этого нежелательного явления? Должен использоваться очень важный процесс, то есть процесс «снятия напряжения» материала, который в некоторых случаях называется обработкой отжигом.

Что такое отжиг для снятия стресса?
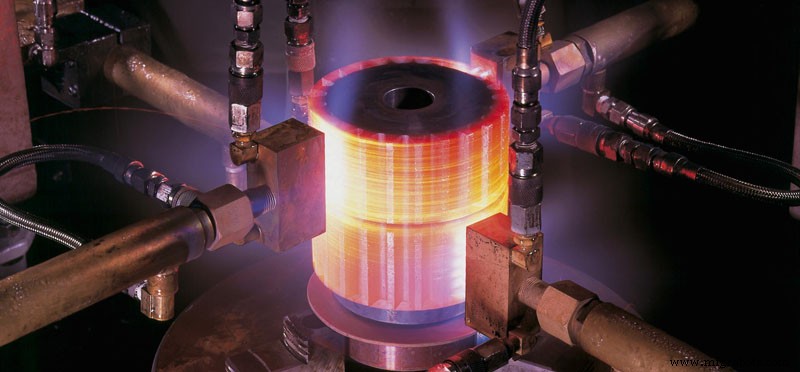
Процесс нагрева заготовки до определенной температуры, выдержки ее в течение определенного периода времени и последующего охлаждения для восстановления заготовки, тем самым устраняя остаточное внутреннее напряжение, называется отжигом для снятия напряжения. Холоднодеформированный металл нагревают ниже температуры рекристаллизации для снятия внутренних напряжений. Но термическая обработка, при которой сохраняется эффект наклепа, называется отжигом для снятия напряжения.
Отжиг для снятия напряжения — это процесс термической обработки, при котором сталь или различные металлические механические детали нагреваются до определенной температуры, выдерживаются в течение определенного периода времени, а затем медленно охлаждаются до получения процесса термической обработки, близкого к равновесному состоянию. В машиностроении отжиг обычно используется в качестве процесса предварительной термообработки в процессе изготовления заготовки.
В реальном процессе обработки и производства применение процесса отжига для снятия напряжения выходит за рамки вышеупомянутого применения. Горячая ковка, литье, различная обработка холодной деформацией, резка или резка, сварка, термическая обработка и даже после сборки деталей машин без изменения состояния конструкции, с сохранением условий холодной обработки, горячей обработки или поверхностного упрочнения стали или машины Процесс Нагрев деталей при более низкой температуре для снятия (полного или частичного) внутреннего напряжения и снижения склонности к деформации и растрескиванию можно назвать отжигом для снятия напряжения. Из-за разницы в составе материала, методе обработки, величине и распределении внутренних напряжений, а также разнице в степени снятия, температурный диапазон отжига для снятия напряжения очень широк. Традиционно обработка для снятия напряжения при более высокой температуре называется отжигом для снятия напряжения, а обработка при более низкой температуре называется отпуском для снятия напряжения. Суть та же.
Принцип отжига для снятия напряжения
В процессе обработки давлением, литья, сварки, термообработки, резки и других процессов продукт может создавать внутренние напряжения. В большинстве случаев после окончания процесса в металле останется часть остаточных напряжений. Остаточное напряжение может привести к растрескиванию, деформации или изменению размера заготовки. Остаточные напряжения также улучшают химическую активность металла, особенно легко вызвать межкристаллитную коррозию и растрескивание под действием остаточных растягивающих напряжений. Следовательно, остаточное напряжение повлияет на характеристики материала или вызовет преждевременный выход заготовки из строя.
При отжиге для снятия напряжений в металле происходит внутренняя локальная пластическая деформация (когда напряжение превышает предел текучести материала при данной температуре) или локальный релаксационный процесс (когда напряжение меньше предела текучести материала при данной температуре) под действием определенная температура. Остаточное напряжение ослабляется для достижения цели устранения. При отжиге для снятия напряжений заготовку обычно медленно нагревают до более низкой температуры (500-550°С для серого чугуна, 500-650°С для стали и ниже температуры начала рекристаллизации для штампованных деталей из сплавов цветных металлов). После выдержки в течение определенного периода времени медленно охладите, чтобы предотвратить новое остаточное напряжение.
Отжиг для снятия напряжения не может полностью устранить остаточное напряжение внутри заготовки, а лишь в основном устраняет его. Для полного устранения остаточных напряжений заготовку необходимо нагреть до более высокой температуры. В таких условиях могут быть внесены другие организационные изменения, и производительность материала может быть поставлена под угрозу.
В дополнение к гарантии размера, внутренние напряжения, существующие в готовых деталях, на самом деле очень вредны. Если это не устранено вовремя, внутреннее напряжение и внешняя сила нагрузки, то есть когда сила, приложенная во время использования, накладывается, это приведет к возникновению материала. Неожиданный перерыв. Поэтому заготовки после литья, сварки и резки должны подвергаться отжигу для снятия напряжения, чтобы устранить внутреннее напряжение, возникающее во время обработки, поэтому, когда вы всегда усердно работаете с лучшим мастерством и все еще не можете сделать хорошие детали, или ваш клиент говорит вам что детали случайно сломались во время использования, вы можете рассмотреть процесс отжига под напряжением, этот процесс поможет вам решить многие проблемы.
Производственный процесс
- Включение обрабатывающего центра
- Что такое прецизионная обработка?
- Терминология прецизионной обработки
- Нестандартная прецизионная обработка VS обработка стандартных деталей
- Понимание нетрадиционного процесса обработки
- Шаги, связанные с процессом обработки
- Понимание традиционного процесса обработки
- Рекомендуемый прецизионный процесс обработки с ЧПУ:лазерная гравировка
- Прецизионная обработка с ЧПУ по сравнению со стандартной обработкой
- Прецизионное обрабатывающее оборудование с ЧПУ