


Что такое шлюзовая система? Сколько типов и как спроектировать?
При литье в песчаные формы система заливки металла чрезвычайно важна, поскольку ее компоновка влияет на качество литья и снижает потери металла в системе заливки. В этой статье VIC подробно расскажет вам о литниковой системе в процессе литья.
Что такое система отбора при кастинге?
В литейном производстве литниковая система при литье представляет собой систему заливки металла, которая направляет расплавленный металл в полость литейной формы. Металл стекает из разливочной ванны в литник и проходит через желоб и заслонки, прежде чем попасть в полость формы.
Проектирование литниковой системы требует тщательного рассмотрения технологии, материалов и отливок.
Эта система определяет скорость потока металла в полость формы.
Если скорость потока слишком высока, существует риск коррозии, а слишком низкая скорость может привести к охлаждению металла перед заполнением камеры, что напрямую влияет на качество литья.
Форма и размер литниковой системы при литье должным образом подбираются при изготовлении формы. Если литниковая система спроектирована неправильно, это может привести к серьезным дефектам литья.
Напишите мне за помощью:https://sites.google.com/view/hrv-job/
Функции литниковой системы при литье в песчаные формы
Система литников в кастинге призвана служить следующим четырём основным целям. :
- Заполнить полость формы достаточным количеством металла в кратчайшие сроки без повышения температуры металла.
- Металл течет плавно, сводя к минимуму турбулентность, вызывающую захват воздуха во время литья.
- В литниковой системе задается соответствующий температурный диапазон, чтобы в процессе охлаждения металла усадка происходила в литниковой системе, а не в отливках.
- В сочетании с системой удаления металлических примесей.
Требования к конструкции литниковой системы
Хорошо спроектированная литниковая система должна удовлетворять следующим требованиям:
- Хороший контроль потока металла. Без ударов, без брызг, плавная и устойчивая непрерывность.
- Не допускать попадания шлака, примесей и газов в полость формы.
- Быстро заполняет полость формы, не снижает растворения металла.
- Управление температурой в полости формы для стабильного охлаждения металла.
- Возможность добавления металла без потери металла.
- Легко разбирается после затвердевания отливки.
- Экономичный и максимальный выход литья.
Если система литников спроектирована неправильно, могут возникнуть следующие ошибки :
- Окисление металлов.
- Разъедает плесень.
- Вызывает усадку объектов в форме.
- Заставьте металл проникнуть в стенку формы.
- Классное неравномерное литье.
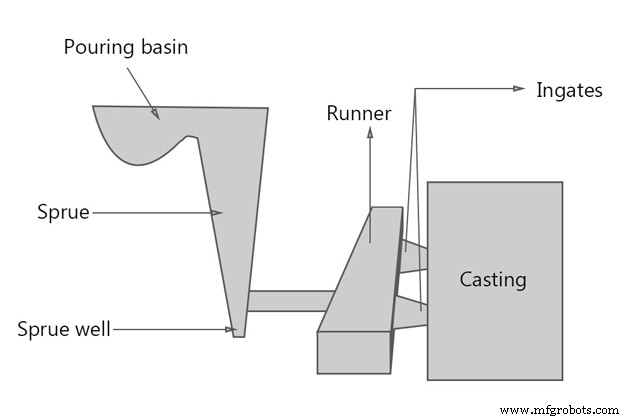
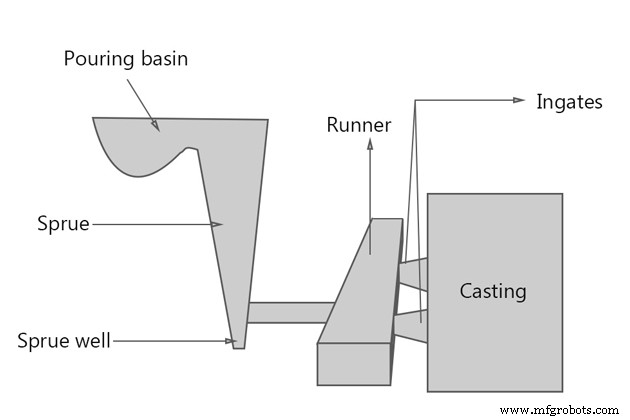
Схема системы ворот
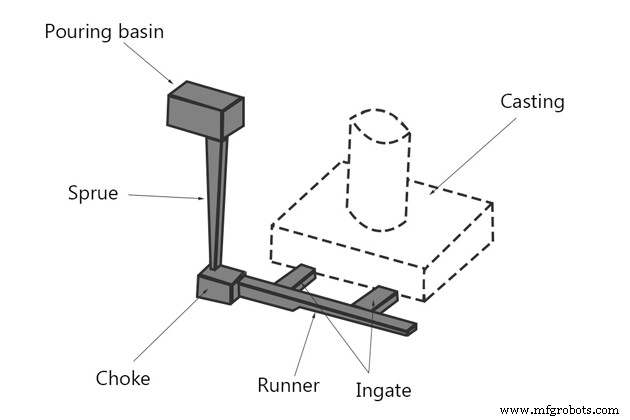
Литейная система при литье в песчаные формы включает:
1. Таз или стакан для наливания
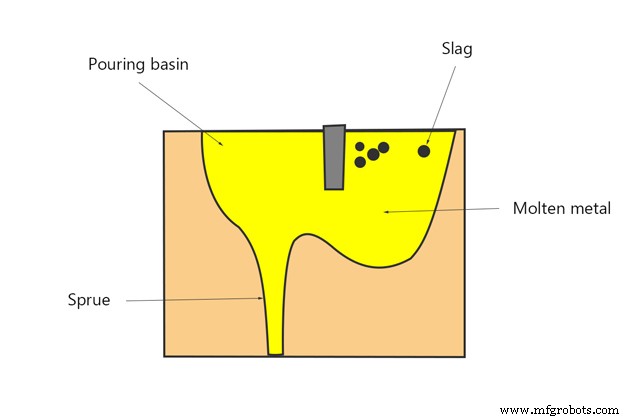
Разливочный бассейн — это входное отверстие в форме воронки, расположенное в верхней части системы, где металл выливается из ковшей в форму. .
Разливочный бассейн помогает регулировать расход жидкого металла и снижает турбулентность на входе в литник, а также помогает отделить осадок и шлак перед входом в литник.
2. Литник
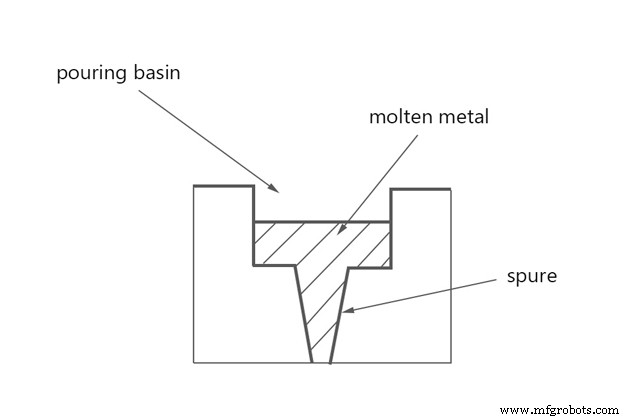
Литниковая отливка представляет собой вертикальный проход от заливной чаши вниз по желобу и воротам. Жидкий металл, спускаясь по вертикальному литнику, теряет давление, но увеличивает скорость под действием силы тяжести.
Поперечное сечение литника может быть круглым, квадратным или прямоугольным (предпочтительно круглым). ). Литник сужается во избежание всасывания воздуха . Большой конец вверху для металлического захвата, а меньший конец соединяется с направляющей.
Основание литника повернуто под прямым углом к литнику, чтобы предотвратить свободное падение жидкого металла, известное как углубление литника.
3. Перекрестные ворота или бегун
Бегун в отливке представляет собой горизонтальный канал, соединяющий литниковый колодец с воротами. Жидкий металл будет вытекать из литника в желоб и соответствующим образом заполнять полость формы. Бегун имеет эффект замедления скорости жидкого металла. при свободном падении в высокоскоростном литнике.
Канал должен быть заполнен расплавленным металлом, чтобы предотвратить образование шлака. от попадания в полость и обеспечить постоянный поток.
4. Въезд (или ворота)
Ingate — это конец пути и место, где начинается полость пресс-формы. Он лидирует среди жидких металлов которая течет из бегунка в полость пресс-формы. В зависимости от характеристик отливки бывает разное количество входов.
Есть два типа ворот:большие ворота и маленькие ворота. Маленькие ворота используются для замедления заброса твердого тела, а большие затворы — для быстрого заброса твердого тела.
Ворота не должны иметь острых краев, так как они могут треснуть при заливке, и песок может попасть в расплавленном металле в полость формы.
Типы ворот в кастинге:
Ворота делятся на 3 категории:
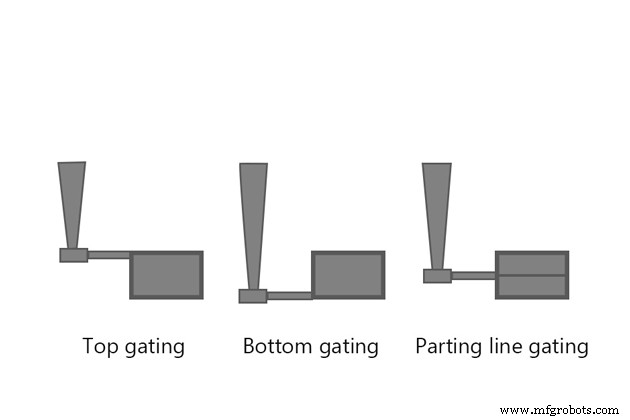
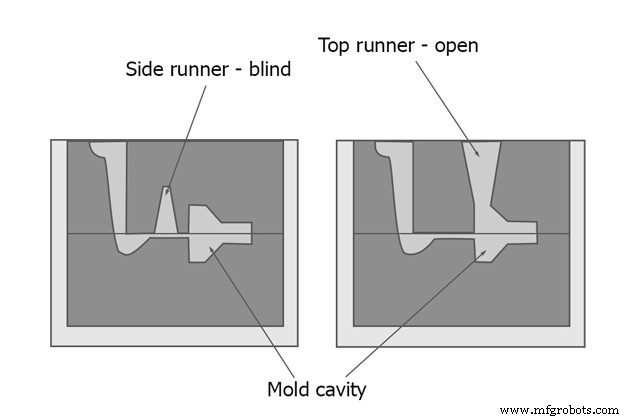
- Верхние ворота :ворота находятся в части пресс-формы.
Недостатками верхнего шибера являются высокая турбулентность потока металла, плохая поверхность отливки.
- Нижние ворота :ворота находятся в части волокушей. В нижнем литнике жидкий металл заполняет нижнюю часть полости формы и постепенно нарастает в стенку формы.
Нижние ворота имеют то преимущество, что меньше хаоса и эрозии песка, чем верхние ворота.
Недостатком нижнего затвора является то, что поток металла может засориться из-за затвердевания до заполнения формы. Температурный диапазон, создаваемый нижним затвором, трудно достичь стандарта вызывая неравномерное затвердевание.
- Боковые ворота на линии разъема :ворота расположены вдоль линии разъема. Отсек ниже линии разъема заполняется жидким металлом через верхний литник, а отсек над линией разъема – через нижний литник. Этот тип ворот устраняет недостатки двух вышеперечисленных типов.
Типы литников
Существует два типа литниковых систем:Герметичная литниковая система. и Система литников без давления . Выбор правильной системы литья с правильным соотношением площадей будет определять качество литья.
1. Герметичная литниковая система
Гидравлическая литниковая система представляет собой литниковую систему, площадь поперечного сечения которой постепенно уменьшается по направлению к полости пресс-формы (меньше площади самого узкого литника). Площадь затвора сведена к минимуму, чтобы оказывать давление на систему. У ворот скорость потока жидкого металла почти равна.
Литник всегда заполнен металлом, создающим противодавление, что снижает аспирацию воздуха.
Здесь постоянно движущийся с большими скоростями металл становится более хаотичным и в воротах легко создать вихревые токи, ведущие к эрозии.
В этой системе особый приоритет отдается литью под давлением с чугунными материалами.
2. Безнапорная литниковая система
Негерметичная литниковая система представляет собой литниковую систему, общая площадь дверей которой постепенно увеличивается по направлению к полости пресс-формы (больше, чем самая узкая область литника). Потоки жидкого металла на затворах разные.
Коэффициент открытия
Коэффициент литников – это отношение площади поперечного сечения литника к общей площади поперечного сечения полозьев и общей площади поперечного сечения литников.
Формула для соотношения литников:As:Ar:Ag.
В герметичных литниковых системах коэффициент литников обычно составляет 1:2:1 или 1:0,75:0,5. Эта система называется «Система управления воротами». ” потому что ингейтс контролируют поток металла .
В безнапорной шиберной системе коэффициент литников обычно составляет 1:2:2, или 1:3:3, или 1:1:3. Эта система называется «системой управления дросселем. ” потому что дроссель контролирует поток металла .
Таблица соотношения литников для различных материалов:
| Материалы | Коэффициент открытия |
| Алюминий | 1:2:1 1:1.2:2 1:2:4 1:3:3 1:4:4 1:6:6 |
| Алюминиевая бронза | 1:2,88:4,8 |
| Латунь | 1:1:1 1:2:3 1,6:1,3:1 |
| Медь | 2:8:1 3:9:1 |
| Вковкий чугун | 1,15:1,1:1 1,25:1,13:1 1,33:2,67:1 |
Гидравлический принцип, используемый в литниковых системах
Число Рейнольдса
Это число, которое помогает прогнозировать типы потоков с различными потоками жидкости. Характер потока в литниковой системе можно установить, рассчитав число Рейнольдса:
Re = ρuL/µ = uL/vRe:число Рейнольдса
ρ:плотность жидкости (кг/м3)
u:скорость потока (м/с)
L:характерный линейный размер (м)
µ:динамическая вязкость жидкости (Па·с)
v:кинематическая вязкость жидкости (м2/с)
- Если Re> 2000, поток стабилен.
- Если Re <2000, поток хаотичен.
Если поток турбулентный, песчинки в форме вылетают из формы, а литниковая система попадает в полость формы. вызывает такие проблемы, как загрязнение отливки, попадание воздуха в форму и эрозию стенки формы.
Уравнение Бернулли
Жидкие металлы проходят через различные каналы в кристаллизаторе в соответствии с теоремой Бернулли о том, что общий напор остается постоянным в любом сечении.
h:потенциальный напор (м)
p:давление (Па)
V:скорость расплавленного металла (м/с)
w:удельный вес жидкости (Н/м2)
g =9,8 (м/с)
ρ:плотность жидкости (кг/м3)
Система литников должна быть спроектирована таким образом, чтобы жидкий металл всегда был заполнен. Все поперечные сечения и изменения направления должны избегать острых углов. и используйте закругленные углы .
Как спроектировать литниковую систему
При проектировании системы заливки проектировщик должен соблюдать требования к проектированию. как указано выше. Вот формулы для расчета подходящей системы литников.
Нажмите здесь, чтобы узнать подробности.
1. Рассчитать время заливки
Время заливки — это время, когда металл заполняет полость формы. Чем больше время заливки, тем выше температура заливки, и заполнение формы не гарантируется. Чем короче время заливки, тем более хаотичное течение металла в форме приводит к эрозии штампа и чрезмерной усадке.
Время заливки следует оптимизировать с учетом следующих факторов:
- Материалы для литья
- Сложность приведения
- Размер трансляции
- Толщина сечения
Формула расчета оптимального времени заливки:
- С материалом из серого чугуна весом менее 450 кг:
t=K(1.41+T/14.59)√WK =текучесть железа (дюймы) / 40
K:коэффициент текучести
T:средняя толщина профиля (мм)
W:масса отливки (кг)
- С материалом из серого чугуна весом более 450 кг:
t=K(1.236+T/16.65)∛W- Со стальным литьем:
t=(2.4335-0.3953logW)√W- Из ковкого чугуна:
t=K₁√WK₁=2,08 для более тонких секций.
K₁=2,67 для профилей толщиной от 10 до 25 мм.
K₁=2,97 для тяжелых профилей.
- С отливками из медного сплава:
t=K₂∛W- Отливки с тонкими стенками и сложной формы весом до 450 кг:
t=K₃∛W'W’:масса отливки с воротами и стояками (кг)
| Толщина (мм) | К₃ |
| 1,5 – 2,5 | 1,62 |
| 2,5–3,5 | 1,68 |
| 3,5–8,0 | 1,85 |
| 8.0 – 15.0 | 2.20 |
- Вес отливки варьируется от 450 до 1000 кг:
t=K₄∛(W'T)| Толщина (мм) | К₄ |
| <10 | 1,00 |
| 10–20 | 1,35 |
| 20 – 40 | 1,50 |
| > 40 | 1,70 |
2. Дизайн литника
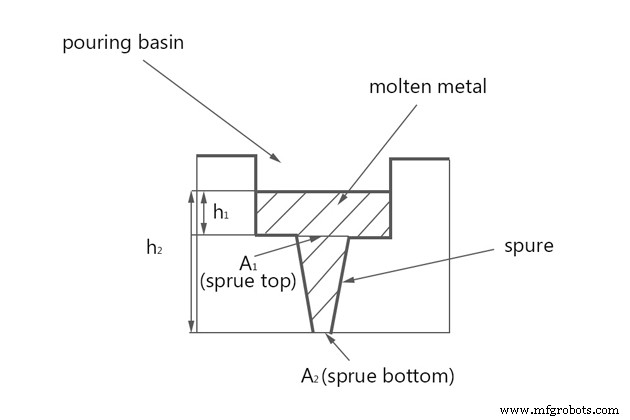
Идеальный дизайн литника состоит в том, что большая верхняя часть заканчивается и сужается вниз, как парабола. Однако для облегчения производства рекомендуется использовать конический цилиндр. . Минимальный уровень градации – 5%.
Выходное литниковое сечение круглого сечения рассчитано на основе площади дроссельной заслонки и передаточного отношения. Это помогает rуменьшить помехи и потери тепла. .
Формула расчета литника:
A₁/A₂=√h₂/√h₁h1 и h2:металлический напор статического давления на верхнем и нижнем литниках.
A1 и A2:соответствующая площадь поперечного сечения.
Конструкция литникового колодца :разумная конструкция литникового колодца состоит в том, чтобы сделать цилиндр в два раза больше диаметра выхода литника и в два раза больше глубины литника. Вырез, помещенный между колодцем и направляющей, помогает металлу плавно двигаться перпендикулярно .
3. Дроссель дизайна
Дроссель представляет собой контрольную зону, расположенную в углублении литника для контроля потока жидкого металла, поступающего в полость литейной формы. чтобы форма была заполнена за расчетное время заливки.
Площадь штуцера играет важную роль в литниковых системах, потому что она позволяет металлу проходить через него с равномерным и постоянным потоком. Дроссель имеет наименьшее соотношение в литниковой системе по сравнению с другими частями, а площадь поперечного сечения в контрольной зоне наименьшая.
Формула для расчета площади дросселя:
A=W/(dtC√(2gH))A:площадь дросселя (мм)
t:время заливки (с)
d:массовая плотность расплавленного металла (кг/мм3)
Ал:д =2500
Cu, Fe, Ni, Co:d =7000
C:эффективность используемой литниковой системы (=0,8)
W:масса отливки, включая питатели и литниковые каналы (кг)
g =9,8 м/с2
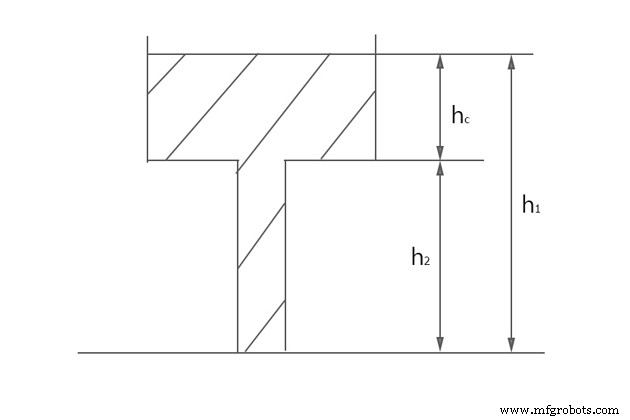
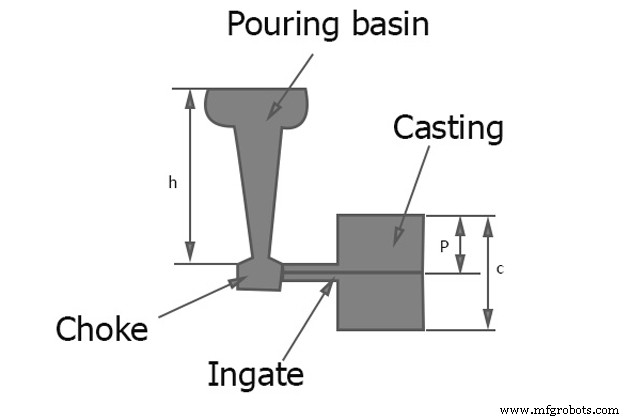
H:высота литника (мм), рассчитать H по:
- С верхними воротами:H =h
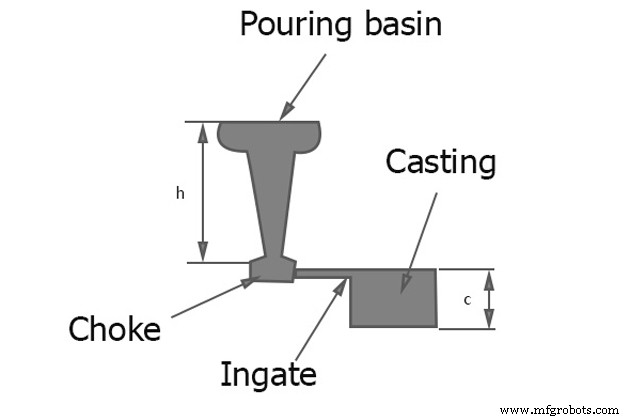
- С нижней заслонкой:H =h – c/2
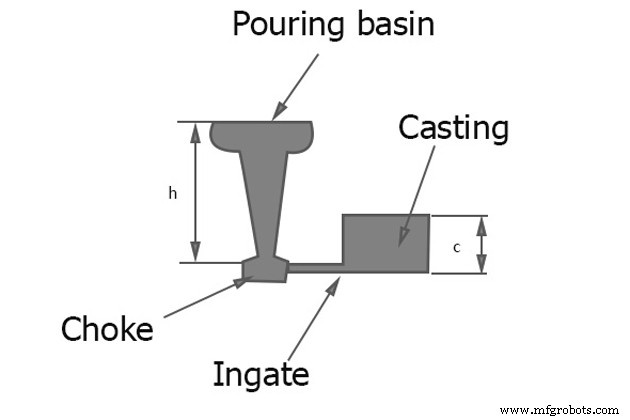
- С воротами по линии разъема:H =h – P²/2c
4. Бегун дизайна
Общая площадь поперечного сечения желоба должна быть больше выходного отверстия литника, чтобы уменьшить скорость потока металла от литника до входных ворот.
Приоритетное соотношение выхода литника к поперечному сечению литника 1:2. Большие пропорции могут привести к отрыву потока и подсосу воздуха.
При наличии нескольких затворов площадь поперечного сечения бегунка после каждого прохода через затвор должна постепенно уменьшаться. площадью, равной площади входа, чтобы обеспечить постоянный поток.
5. Дизайн Ingate
Затвор должен быть больше выхода литника, чтобы скорость металла была ниже предела.
- Ингейт должен иметь меньшее поперечное сечение, чтобы его было легче заделывать.
- Коэффициент объема охлаждающей поверхности должен быть меньше, чем объем соединенной части, чтобы избежать локального перегрева.
- Площадь поверхности поперечного сечения затвора должна быть пропорциональна размеру присоединяемой площади отливки. Чем больше площадь разливки, тем больший расход требуется, что приводит к увеличению входного отверстия.
6. Дизайн стояка (или фидера, жатки)
Райзер представляет собой полость расплавленного металла в форме, готовую подавать металл в полость формы для компенсации усадки при охлаждении металла. Он помещается в позицию окончательного затвердевания отливки и дольше всего находится в жидком состоянии. В стояке также выделяются газы, образующиеся внутри формы, во время процесса литья.
Оптимальная конструкция подступенка:
- Размер подступенка :Соотношение объем/площадь поверхности стояка должно быть больше, чем у отливки, чтобы поддерживать жидкое состояние. Если это условие не может быть соблюдено, металл должен поддерживаться в жидком состоянии за счет внешнего нагрева или использования экзотермического материала в стояке.
- Положение подступенка :расстояние между подступенками должно быть правильно рассчитано на основе расстояния подачи металла в подступенках.
- Подступенок :рекомендуемая форма для стояка - цилиндрическая, потому что шаровидная форма считается лучшей, но ее трудно отлить. Нижняя часть стояка должна быть полусферической, чтобы увеличить соотношение объема и площади поверхности.
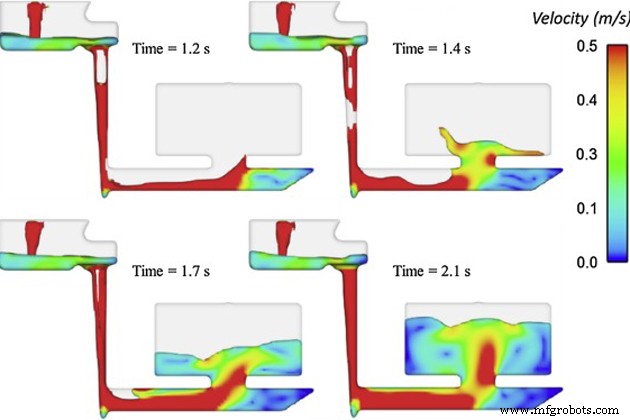
Как проверить эффективность дизайна гейтинга?
Конструкция системы литников проверяется с помощью следующих методов:
- Вода в прозрачной форме :заполнение формы фиксируется высокоскоростной рентгеновской камерой и можно наблюдать дефект.
- Высокоскоростная рентгенография :заполнение формы фиксируется высокоскоростной рентгеновской камерой и можно наблюдать дефект.
- Открыть форму :часть литейной формы на полости формы срезается, и поток жидкого металла, заполняющий полость формы, вращается камерой обратно.
- Датчик контактного провода :проволока размещается в разных частях пресс-формы, когда металлическая линия касается проволоки, это будет записано многоканальным записывающим устройством.
- Вода в прозрачной форме :добавление капель масла или красителей облегчит запись скорости в разных областях.
VIC является одним из ведущих производителей алюминиевого и чугунного литья. Мы сосредоточены на производстве гири высокого качества. Если у вас есть какие-либо вопросы или вам необходимо сотрудничество с литейным цехом, не стесняйтесь обращаться к нам по электронной почте:[email protected]
Подробнее:
Как рассчитать усадку алюминиевого литья
Как улучшить качество поверхности алюминия
Как изготавливают гири методом литья в песчаные формы?
Ссылки:
- Инженерия литья и сварки, доктор Ахмед Салад Абу Талеб
- https://en.wikipedia.org/wiki/Reynolds_number
- https://en.wikipedia.org/wiki/Бернулли%27s_principle
- http://www.ijrerd.com/
Производственный процесс
- Что такое виртуальная машина - типы и преимущества
- Проектирование стробирующей системы | Кастинг | Производство
- Что такое 3D-печать? - Типы и как это работает
- Что такое дуговая сварка? - Типы и как это работает
- Что такое пайка? - Типы и способы пайки
- Что такое пайка и как паять металл?
- Что такое ковка? - определение, процесс и типы
- Что такое отбойные молотки? - Типы, конструкция и работа
- Что такое листовой металл? - определение, типы и использование
- Что такое литье металлов? - определение, типы и процесс