


Различные типы припусков на модели при литье
Сегодня мы познакомимся с различными типами припусков, используемых при изготовлении выкройки. Шаблон является копией литья, но имеет несколько большие размеры. Это изменение размеров в модели и отливке связано с различными припусками, используемыми при отливке. Когда отливка затвердевает, она в некоторой степени дает усадку из-за усадки металла при охлаждении, поэтому для компенсации этого шаблон делают немного больше. Есть и другие причины, связанные с плохой обработкой поверхности и ограничениями литья, отливки делают немного больше, чтобы их можно было дополнительно обрабатывать или полировать. Таким образом, в шаблоне имеется полость для отливки. формы несколько крупнее, что может компенсировать все эти недостатки литья. Изменение размеров рисунка и отливки называется припуском.
Также читать : Типы трансляции
Типы допустимых шаблонов:
Пособия можно разделить на следующие виды.
Допустимая усадка:
Усадку определяют как уменьшение размеров отливки во время затвердевания или охлаждения. Это общее свойство всех материалов. Какой-то металл дает усадку больше, какой-то меньше, но любой материал дает усадку. Существует три вида усадки.
1. Жидкая усадка2. Усадка при затвердевании3. Твердая усадка
Усадка жидкости и усадка при затвердевании компенсируются подходящим стояком, но усадка в твердом состоянии не компенсируется им, поэтому рисунок делается немного больше, чтобы компенсировать усадку. Это известно как допуск на усадку.
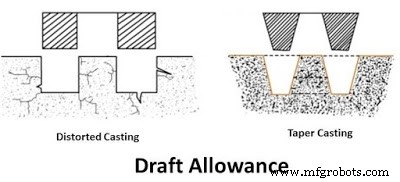
Допуск на черновик:
Когда шаблон удаляется из формы, поверхность, параллельная направлению извлечения шаблона, слегка повреждается и превращается в слегка скошенные поверхности. Чтобы компенсировать эти изменения, эти параллельные поверхности на выкройках делают слегка клиновидными (1-2 градуса). Это позволяет легко удалять модель из формы и не влияет на фактический размер отливки. Они известны как пособие по призыву.
Припуск на обработку:
Как мы знаем, литье дает плохую чистоту поверхности и шероховатую поверхность. Кроме того, выкройка изготавливается вручную, что не фиксирует точных углов и размеров сопрягаемых деталей. Но нам нужна правильно законченная и точная по размерам отливка. Чтобы избежать этих проблем, отливку делают несколько крупнее и после затвердевания на ней проводят механическую обработку для лучшего качества поверхности и точных размеров. Это изменение размера отливки известно как припуск на механическую обработку.
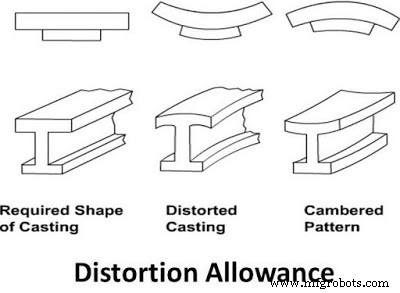
Допуск искажения:
При литье очень тонких поверхностей, таких как V-образная, U-образная и т. д., она будет деформироваться или повреждаться во время удаления модели или во время литья. Чтобы избежать этой проблемы, на шаблоне предусмотрена камера для компенсации деформации во время удаления шаблона. Это изменение размера отливки известно как допуск на искажение.
Допустимое наложение:
Когда выкройка снимается с отливки, размер отливки немного увеличивается. Таким образом, чтобы компенсировать эти изменения, выкройка делается немного меньше от литья. Это изменение размера известно как допуск на встряхивание.Это все основные виды припусков, которые учитываются при изготовлении моделей. Если у вас есть какие-либо вопросы относительно этой статьи, задайте их в комментариях. Если вам понравилась эта статья, не забудьте поделиться ею в социальных сетях. Подпишитесь на наш сайт, чтобы получать больше интересных статей. Спасибо, что прочитали это.
Производственный процесс
- 15 различных типов фрезерных станков
- 10 различных типов узоров в литье
- 4 распространенных типа процессов литья металлов
- Понимание процесса литья в песчаные формы
- Различные типы газосварочного оборудования
- Различные типы литья под давлением и их применение
- Различные типы центробежного литья и принцип их работы
- Понимание испарительного литья моделей
- 5 различных типов сварных швов
- Различные типы работы токарного станка