


Детали для литья под давлением:как работает литье алюминия под давлением
Последнее обновление:28 апреля 2022 г.
Есть много методов, используемых на протяжении веков для литья металлов. Некоторым из этих методов более 5000 лет. Одним из самых современных и эффективных методов является литье под давлением.
Литье под давлением — это метод литья металла, при котором расплавленный металл заливают в полость формы, чтобы он затвердел и принял форму формы. Этот метод формовки металла обеспечивает гибкость размеров и форм деталей даже для сложных форм с внутренними полостями или полыми секциями.
Литье не относится только к металлам, его также можно использовать для неметаллических материалов, таких как стекло, керамика и пластик. Большинство металлических отливок изготавливаются из цветных металлов, таких как цинк, алюминий, медь, магний и свинец. В этой статье обсуждаются подробности и преимущества литья алюминия под давлением, чтобы помочь вам выбрать лучший материал для изготовления желаемых алюминиевых деталей.
Литье алюминия под давлением — один из наиболее широко используемых методов, применяемых во всех основных отраслях промышленности для изготовления аэрокосмических и авиационных компонентов, электронных компонентов, компонентов транспортных средств и т. д. Давайте узнаем больше о том, как работает литье алюминия под давлением.
Что такое литье алюминия под давлением?
Литье алюминия под давлением — это метод создания алюминиевых деталей с хорошей текстурой или гладкостью, хорошей обработкой поверхности и высокой стабильностью размеров. Причины, по которым алюминий используется для литья металлов, следующие:
-
Он легкий и очень стабильный для сложных форм и тонких стен.
-
Обладает высокой тепло- и электропроводностью.
-
Обладает хорошей коррозионной стойкостью.
-
Он сохраняет свою прочность при очень высоких температурах.
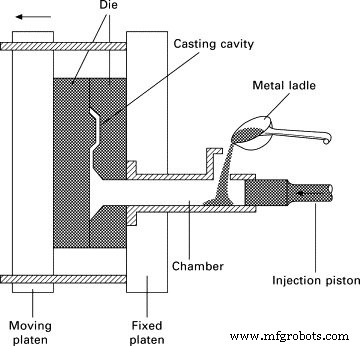
Из двух основных типов оборудования и машин для литья под давлением; машины для литья под давлением с горячей камерой и машины для литья под давлением с холодной камерой, алюминиевые отливки обрабатываются в машинах с холодной камерой. Из-за сохранения прочности алюминиевого сплава даже при очень повышенных температурах требуется высокое давление.
Поэтому отлитый металл перед подачей в машину с холодной камерой плавится в отдельной печи. Затем машина нагнетает расплавленный металл в форму с помощью плунжера под давлением.
Как работает литье алюминия под давлением?
Как и любой типичный процесс литья под давлением, литье алюминия под давлением также включает заливку жидкого алюминия в форму, называемую штампами, и предоставление ему возможности затвердеть в желаемой форме. Формы для литья под давлением состоят как минимум из двух половин, чтобы можно было снимать отливки. Форма штампов влияет на очень сложные формы и замысловатые детали литья. Это более или менее суть любой техники литья.

Процесс литья алюминия под давлением можно разбить на следующие 9 этапов:
1. Слитки из алюминиевых сплавов подвергаются воздействию высоких температур до их расплавления;
2. Две половинки матрицы очищаются и смазываются перед соединением их вместе;
3. Форма для отливки изготавливается с использованием двух стальных штампов, которым придается желаемая форма и которые скрепляются прессом для литья под давлением;
4. Затем расплавленный алюминий впрыскивается в полость под высоким давлением, позволяя ему затвердеть;
5. Процесс перемещения расплавленного металла в камеру перед впрыском зависит от того, используется ли машина для литья под давлением с холодной или горячей камерой;
6. Машины для литья под давлением с холодной камерой используются для литья сплавов с высокой температурой плавления, таких как алюминий, магний и т. д. Поэтому литье алюминия под давлением выполняется с использованием машины с холодной камерой, в которой расплавленный металл заливается в отливку, а не накачивается гидроцилиндрами;
7. Горячему литью дают остыть и затвердеть. Расплавленный металл заполняет полость матрицы, принимая желаемую форму конструкции матрицы;
8. Две половинки штампа разделяются, и отливка выбрасывается;
9. Наконец, лишний материал, прикрепленный к алюминиевой отливке, обрезается с помощью вторичных операций, таких как распиловка, резка и т. д.
Литье алюминия является одним из самых быстрых и точных процессов литья под высоким давлением. Восстановленный алюминиевый штамп имеет хорошую текстуру, высокую твердость, хорошую коррозионную стойкость и требует минимальной обработки поверхности. Стальные штампы можно использовать повторно, в отличие от форм для литья в песчаные формы, поэтому литье алюминия под давлением является наиболее подходящим методом для крупносерийного производства алюминиевых деталей.
Материал из алюминиевого сплава для литья под давлением
Наиболее часто используемые сплавы для литья алюминия под давлением:A360, A380, A383 и A413. Каждый из них имеет свои преимущества, поэтому выбор сплава зависит от конструктивных требований. Некоторые свойства этих сплавов представлены в таблице ниже.
| Материал алюминиевого литья под давлением | А360 | А380 | A383 | A413 |
| Твердость | <тд> ||||
| Удлинение (% на 2 дюйма) | <тд> ||||
| Прочность на сдвиг | <тд> ||||
| Предел текучести при растяжении (ksi) | <тд> ||||
| Предельная прочность на растяжение (тыс.фунтов/кв.дюйм) | <тд> ||||
| Теплопроводность | <тд> ||||
| Электропроводность (% Cu) | <тд> ||||
| Плотность (фунты/дюйм3) | <тд>
Требуется ли литье алюминия под давлением после обработки?
После извлечения отливки из формы , она по-прежнему требует отделки для улучшения эстетики и функциональных свойств детали. Эти последние штрихи могут придать компоненту блеск, обеспечить высокую коррозионную стойкость, повысить износостойкость или защитить от воздействия окружающей среды.
Тем не менее, алюминиевый штамп требует минимальной обработки или вообще не требует обработки, потому что он уже имеет очень хорошее качество поверхности по стандартам литья. Незначительные дефекты на поверхности можно легко устранить с помощью шлифовки, которая включает в себя использование абразивного материала, такого как песок, для сглаживания поверхности.
Другие процессы отделки, такие как дробеструйная обработка и порошковое покрытие, также могут быть выполнены на металлической детали для повышения износостойкости и добавления защитного покрытия соответственно.
Преимущества алюминиевых деталей для литья под давлением
Литье алюминия является одним из наиболее предпочтительных процессов литья во всем мире. Это лучшая экономичная альтернатива другим процессам. Некоторые из основных причин, по которым алюминиевые литые детали исключительно хороши, заключаются в следующем:
- Алюминий как легкий сплав позволяет изготавливать легкие детали без ущерба для их прочности
-Он обладает универсальностью для производства тонкостенных деталей простой или сложной формы с хорошей точностью
-Алюминиевые литые детали хорошо текстурированы или гладкие в зависимости от требований
-Поскольку процесс очень быстрый, он позволяет производить десятки тысяч деталей с меньшими затратами времени и средств
-Это массовое производство очень рентабельно по сравнению с другими процессами литья под давлением
- Детали обладают высокой коррозионной стойкостью и являются отличными проводниками тепла и электричества
Литье алюминия под давлением VS литье в песчаные формы VS вакуумное литье под давлением
Решение о том, какой метод литья использовать, зависит от конструктивных характеристик, которые требуются для конкретной детали. Существуют различные методы литья, каждый из которых имеет свои уникальные преимущества в системе впрыска, такие как литье алюминия под давлением, литье в песчаные формы и литье под вакуумом.
Литье алюминия под давлением
Литье алюминия под давлением включает в себя высокоскоростное впрыскивание алюминия в полость формы под высоким давлением. Весь процесс очень эффективен и быстр, что делает его идеальным для крупносерийного производства. Отливка имеет хорошую чистоту поверхности и требует минимальной доводки. Из-за своего легкого веса алюминий широко используется для изготовления тонкостенных деталей без ущерба для их прочности.
Алюминий имеет высокую температуру плавления, его перерабатывают в машине для литья под давлением с холодной камерой. Однако из-за впрыска под высоким давлением отливка может быть подвержена захвату газа, что вызывает пористость.
Отливка в песчаные формы

Литье в песчаные формы предполагает заливку расплавленного металла в песчаные формы без применения давления. Это самый старый и наиболее часто используемый недорогой метод литья для изготовления заготовок или сложных деталей, таких как блоки автомобильных двигателей, коленчатые валы и головки цилиндров. Поскольку для извлечения отливки песчаная форма взрывается, это очень медленный процесс, который не подходит для массового производства.
Вакуумное литье под давлением
Вакуумное литье под давлением — это передовой метод литья, который включает использование вакуума для втягивания жидкости в форму. Это позволяет избежать захвата воздуха в полости и удалить растворенные газы, вызывающие пористость на поверхности детали.
Вакуумное литье под давлением позволяет отливать шлифы с хорошей отделкой поверхности, что улучшает механические свойства отливки и снижает потребность в дополнительной механической обработке для доводки. Однако уплотнительная структура пресс-формы сложна, а стоимость всего процесса высока.
Советы по проектированию алюминиевых деталей для литья под давлением
Для достижения наилучших результатов при литье под давлением алюминиевых деталей необходимо учитывать некоторые важные факторы.
Выбор материала
Как обсуждалось выше, в продаже имеются различные сплавы алюминия. Основываясь на ваших требованиях к конструкции, вы можете выбрать один из сплавов с учетом таких свойств, как твердость, прочность, проводимость, температура плавления, текучесть и герметичность и т. д. Следует быть очень осторожным при выборе материала для достижения желаемых характеристик. в их металлических частях.
Припуск на обработку
Чтобы отливка сохраняла свои свойства и имела однородную плотность, необходимо соблюдать достаточный припуск на механическую обработку. Припуск на обработку – съемный припуск от готовой отливки. Слишком малый припуск вызывает появление дефектов на поверхности металлических деталей, а слишком большой припуск увеличивает время выполнения процесса. Поэтому для достижения оптимальных результатов важен сбалансированный допуск.
Усадка во время проектирования
Усадка является важным фактором проектирования в любом производственном процессе. Каждый материал, включая металл, дает усадку во время приготовления или затвердевания. Поскольку более толстые участки имеют тенденцию к усадке больше, чем более тонкие, можно рассмотреть возможность включения более тонких участков в их дизайн, чтобы избежать пористых и неровных поверхностей.
Толщина стенки
Добиться одинаковой толщины литых алюминиевых компонентов очень сложно. Тонкостенные отливки очень востребованы, поскольку они имеют меньшие материальные затраты и делают деталь легче. Однако небольшой дисбаланс в равномерности толщины тонкостенных деталей может сказаться на прочности компонента.
Прочность детали
Как обсуждалось ранее, разные сплавы алюминия имеют различный спектр прочности. Следовательно, сплавы должны быть тщательно подобраны для требуемой прочности детали. Еще одним фактором, влияющим на прочность детали, является технология литья под давлением. Как правило, вакуумное литье под давлением является отличным вариантом для повышения прочности деталей и сведения к минимуму пористости поверхности.
Процесс сборки
Важно правильно спланировать сборку деталей, чтобы избежать каких-либо недостатков в конструкции отливки. Поскольку сборка простых конструкций отличается от сборки сложных конструкций, лучше правильно определить и спланировать требуемый процесс сборки.
Внешний вид дизайна
Основываясь на требованиях к внешнему виду литого компонента, если эстетика компонента имеет значение, можно выполнить процессы отделки, такие как гальваническое покрытие, дробеструйная обработка или пескоструйная обработка. Эти методы улучшают внешний вид компонента без ущерба для его долговечности и характеристик.
Заключение
Литье алюминия под давлением — это очень удобный, экономичный и высокоточный метод литья для массового производства сложных деталей. Выбор материала и метода литья зависит от желаемых характеристик конструкции. Поэтому необходимо учитывать все аспекты и эффективно планировать для достижения оптимальных результатов.
WayKen предоставляет услуги литья под давлением для каждого клиента, чтобы решить проблемы с литьем алюминия под давлением. Если у вас есть какие-либо металлические детали (например, алюминиевые компоненты) или проекты продуктов, свяжитесь с нашей опытной командой.
Часто задаваемые вопросы
Вот ответы на некоторые из наиболее часто задаваемых вопросов о литье алюминия под давлением.
1. Подходит ли алюминий для литья под давлением?
Да, алюминий обладает высокой электро- и теплопроводностью и устойчив к коррозии. Его низкая плотность и хорошие механические и термические свойства делают его хорошим сплавом для литья под давлением.
2. Насколько прочен литой алюминий?
Алюминий, отлитый под давлением, хоть и не такой прочный, как стальной, но очень прочный и долговечный по сравнению с литьем из песка и магнием или цинком.
3. Можно ли отливать сталь под давлением?
Да. Однако это черный металл, содержащий железо, из-за которого он не устойчив к коррозии и поэтому не является предпочтительным.
Промышленные технологии
- Как работает плазменное напыление
- Компрессионное формование:как это работает
- Как полировать анодированный алюминий
- Как паять алюминий — полное руководство
- Как паять алюминий – техническое руководство
- Как улучшить качество поверхности алюминиевого литья в песчаные формы?
- Понимание литья под давлением
- Допуски на алюминиевое литье для аэрокосмической промышленности
- Как изготавливаются детали для литья по выплавляемым моделям?
- Понимание литья под давлением