


23 Модуль 6:Управление Haas
ЦЕЛЬ
После завершения этого раздела вы сможете:
- Определите систему управления Haas.
- Определите клавиатуру.
- Опишите процедуру Start/Home Machine.
- Опишите процедуру блокировки двери.
- Опишите процедуру загрузки инструментов.
- Опишите смещение длины инструмента (TLO) для каждого инструмента.
- Проверьте смещение нуля детали (XY) с помощью MDI.
- Опишите смещение инструмента настройки.
- Проверьте смещение длины инструмента с помощью MDI.
- Опишите процедуру загрузки программы ЧПУ.
- Опишите процедуру сохранения программы ЧПУ.
- Объясните, как запустить программу ЧПУ.
- Опишите использование компенсации диаметра фрезы.
- Опишите программу отключения.
Контроль Haas
Элемент управления Haas показан на рисунках 18 и 19. Ознакомьтесь с расположением кнопок и элементов управления. Подробные инструкции на следующих страницах показывают, как управлять элементом управления.

Рис. 1. Клавиатура Haas CNC Mill Control Haas
Клавиатура
Клавиши клавиатуры сгруппированы в следующие функциональные области:
1. Функциональные клавиши
2. Клавиши управления курсором
3. Отображение клавиш
4. Клавиши режима
5. Цифровые клавиши
6. Альфа-ключи
7. Джогг-кнопки
8. Переопределяет ключи
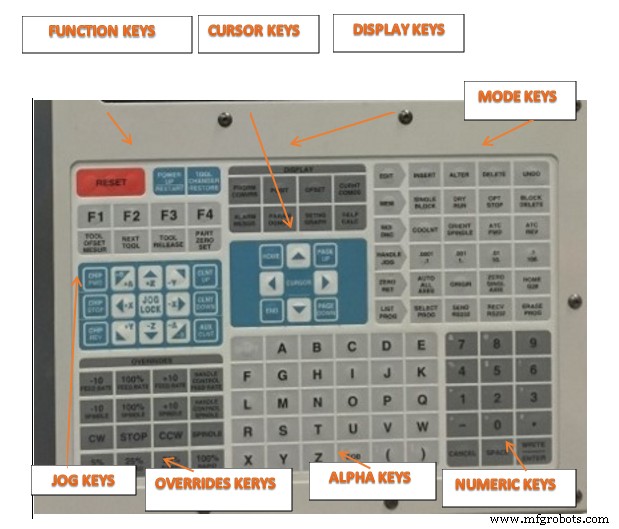
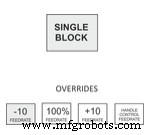
Рисунок 2. Кнопки управления ЧПУ Haas/клавиши клавиатуры
Пуск/домашняя машина
Контрольный список:
1. Рабочая область:убедитесь, что рабочая область свободна
2. Главный выключатель:включить
3. Подача воздуха:включите подачу воздуха, чтобы скорректировать давление (не менее 70 фунтов на квадратный дюйм для работы устройства смены инструмента)
4. ВКЛЮЧЕНИЕ:нажмите зеленую кнопку
5. Убедитесь, что аварийный останов не сработал. Если это так, поверните красную ручку вправо, чтобы освободить ее.
6. Прежде чем продолжить, дождитесь появления сообщения 102 SERVOS OFF.
7. СБРОС
8. Перезагрузка при включении
9. Убедитесь, что двери закрыты, а рабочая зона свободна.
10. Прежде чем продолжить, верните все оси станка в исходное положение
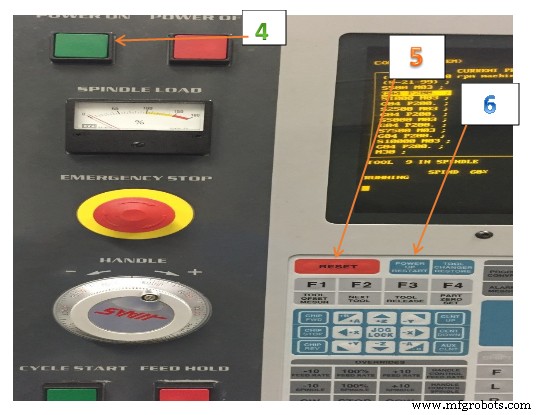
Рис. 3. Пуск/Домашний компьютер
Отмена блокировки двери
1. Память:выберите и нажмите Память.
2. График настроек:выберите и нажмите График настроек
3. Введите 51
4. Курсор:нажмите клавишу со стрелкой вниз, а затем клавишу со стрелкой вправо, чтобы выключить.
5. Запись/Ввод:выберите и нажмите Запись/Ввод
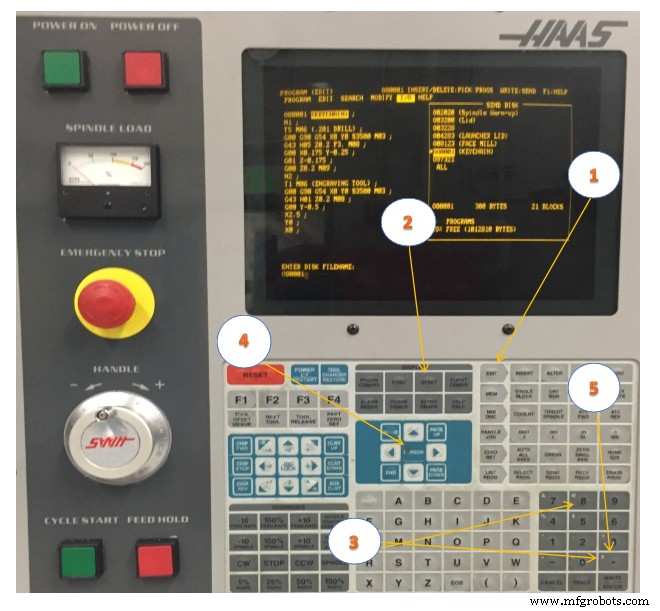
Рис. 4. Блокировка двери
Инструменты загрузки
Контрольный список:
1. Клавиша MDI/DNC:нажмите кнопку MDI/DNC.
2. Номер инструмента:
- Например, чтобы установить устройство смены инструмента в положение T1,
- Нажмите кнопку T, а затем кнопку 1.
3. ATC FWD:нажмите кнопку ATC FWD.
- Карусель инструментов переместится на позицию T1.
4. Поместите инструмент в шпиндель
- Не браться за режущие канавки инструмента!
- Убедитесь, что конус инструмента чистый.
- Держите держатель инструмента под V-образным фланцем, чтобы предотвратить защемление.
- Вставьте инструмент в шпиндель.
- Убедитесь, что «собачки» на шпинделе совмещены с прорезями на держателе инструмента.
5. Освобождение инструмента:нажмите кнопку «Освобождение инструмента»
- Машина будет пропускать воздух через шпиндель, чтобы убрать мусор.
- Осторожно подтолкните инструмент вверх, а затем отпустите кнопку освобождения инструмента.
- Убедитесь, что инструмент надежно зажат шпинделем, прежде чем отпускать его.
6. Повторяйте шаги 2–5, пока не будут загружены все инструменты.
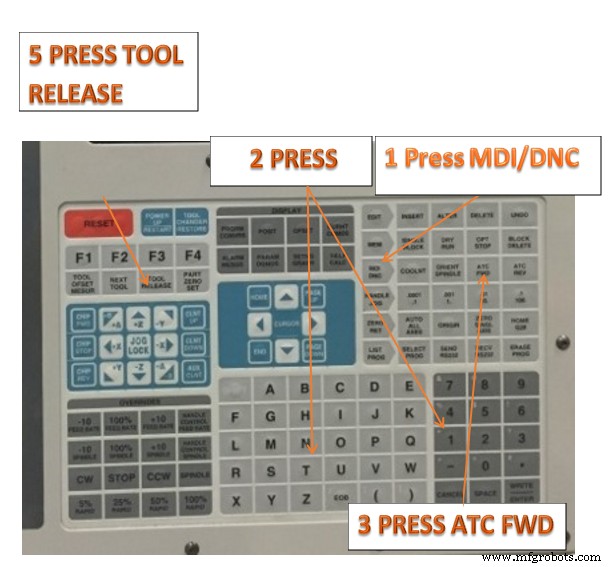
Рис. 5. Инструменты загрузки
Настройка смещения
Чтобы точно обработать деталь, завод должен знать, где она находится на столе
и расстояние от кончика инструмента до верха детали (смещение инструмента от исходного положения
положение).
Чтобы ввести смещения вручную:
1. Выберите одну из страниц смещения.
2. Переместите курсор в нужный столбец.
3. Введите значение смещения, которое хотите использовать.
4. Нажмите (ВВОД) или (F1). Значение вводится в столбец.
5. Введите положительное или отрицательное значение и нажмите (ВВОД), чтобы добавить введенную сумму к числу в выбранном столбце; нажмите (F1), чтобы заменить число в столбце.
Режим пробежки
Толчковый режим позволяет перемещать оси станка в нужное место. Прежде чем вы сможете перемещать ось,
машина должна занять исходное положение. Система управления делает это при включении машины.
Чтобы войти в режим бега:
1. Нажмите (HANDLE JOG).
2. Нажмите нужную ось (+X, -X, +Y, -Y, +Z, -Z).
3. Существуют различные скорости приращения, которые можно использовать в толчковом режиме; это (.0001), (.001), (.01) и (.1). Каждый щелчок рукоятки толчкового перемещения перемещает ось на расстояние, определяемое текущей скоростью толчкового перемещения. Вы также можете использовать дополнительный манипулятор удаленного толчкового перемещения (RJH) для перемещения осей.
4. Нажмите и удерживайте кнопки перемещения рукоятки или используйте рукоятку перемещения для перемещения оси.
Установить смещение длины инструмента (TLO)
Контрольный список:
1. Ручной толчковый режим:нажмите кнопку Ручной толчковый режим.
- Это устанавливает управление машиной с помощью маховика.
2. Шаг толчковой подачи:0,01
- Это устанавливает приращение задания, так что каждый щелчок маховика перемещает инструмент на 0,01 дюйма в направлении толчковой подачи.
3. Направление толчкового движения:нажмите кнопку Z
- Это задает перемещение инструмента по оси Z при перемещении ручки толчковой подачи.
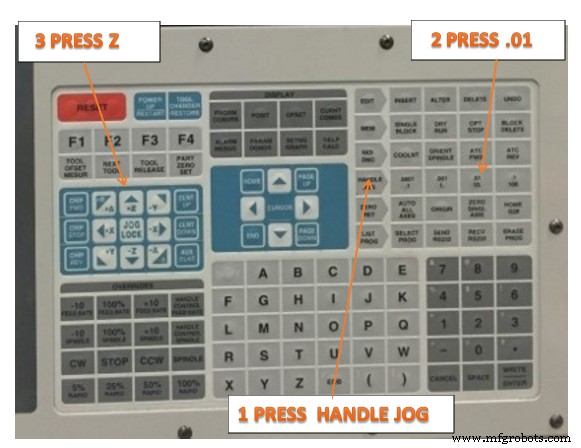
Рис. 6. TLO
4. Смещение:выберите и нажмите «Смещение»
- Отображается страница смещения инструмента.
5. Стрелки курсора:выравнивание по активному инструменту
- Используйте клавиши курсора Up-Dn (при необходимости), чтобы переместить выделенную полосу на графическом дисплее на значения смещения для текущего активного инструмента.
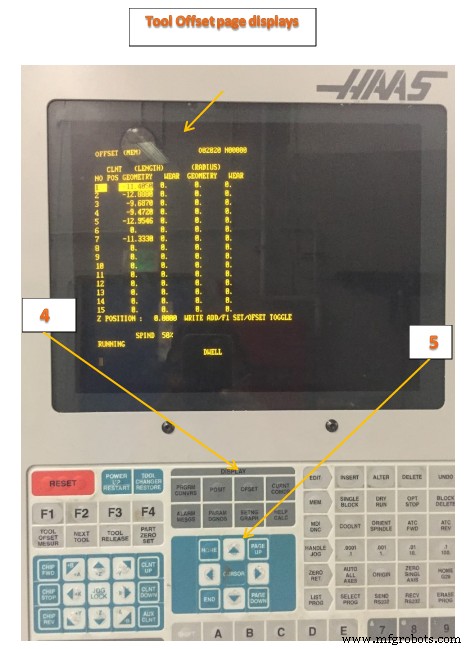
Рис. 7. Смещение
6. Используйте блок 1-2-3 для установки длины инструмента
- Переместите инструмент так, чтобы он оказался ниже верхнего блока.
- Слегка надавите, чтобы заблокировать инструмент. С помощью поворотного колеса поднимите инструмент, пока блок не проскользнет под ним.
- Переместите блок в сторону, а затем переместите инструмент обратно на 0,01 дюйма ниже верхней части блока.
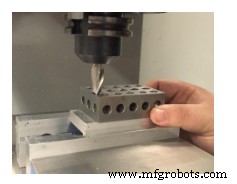
Рис. 8
7. Шаг шага:0,001
- Уменьшите шаг толчковой подачи и используйте ручку толчковой подачи, чтобы поднимать инструмент с шагом 0,001, пока он снова не скользнет под блок.
8. Измерение смещения инструмента:выберите и нажмите Измерение смещения инструмента
- Это приводит к тому, что элемент управления вводит текущую позицию инструмента в регистр смещения длины.
- Перед продолжением убедитесь, что номер длины инструмента обновлен.
9. Следующий инструмент:выберите и нажмите «Следующий инструмент»
- Это приводит к удалению текущего инструмента и загрузке следующего инструмента.
- Повторяйте шаги с 1 по 9, пока не будут настроены все инструменты.
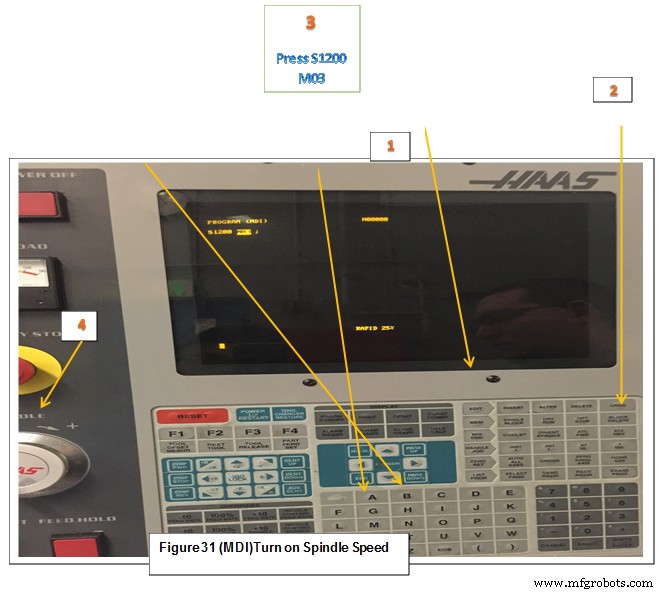
Рис. 9. Страница отображения со смещением
ПРИМЕЧАНИЕ.
Установка инструментов требует ручного толчка машины руками в рабочей зоне машины. Будьте предельно осторожны и соблюдайте следующие правила:
• Шпиндель должен быть выключен.
• Никогда не помещайте руку между инструментом и заготовкой.
• Перед толчковым перемещением убедитесь, что заданы правильные оси и приращение толчкового перемещения.
• Двигайте ручку медленно и осознанно. Всегда следите за своими руками и положением инструмента.
• Никогда не позволяйте кому-либо управлять системой управления, когда ваша рука находится в рабочей зоне.
Как получить доступ к MDI
Режим ручного ввода данных (MDI) — это один из режимов, в котором может работать ваш станок с ЧПУ. Идея состоит в том, чтобы вводить G-коды или M-коды в строке, которые немедленно выполняются машиной — вам не нужно писать целую программу G-кода, когда будет достаточно строки или двух. MDI предлагает много возможностей, но требует очень мало обучения. Вы даже можете использовать команды MDI для обработки своей детали. С MDI ЧПУ может быть быстрым и грязным, как и ручная обработка.
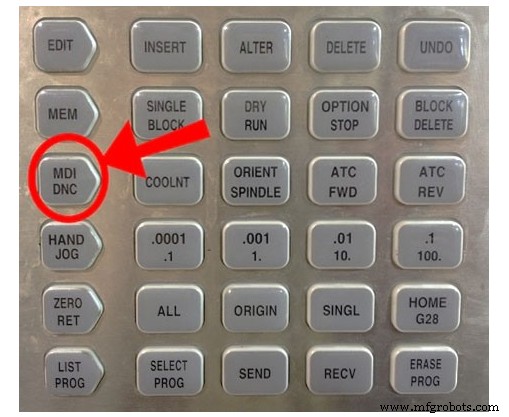
Рис. 10. MDI
Нажмите клавишу MDI на панели управления ЧПУ, чтобы перейти в режим MDI.
Например:
Нажмите MDI/DNC
Erase Prog:выберите и нажмите (чтобы очистить все команды)
Введите S1200 M03 (скорость шпинделя 1200 об/мин, по часовой стрелке)
Установка смещения нуля детали по оси XY (с помощью поиска кромок)
Контрольный список:
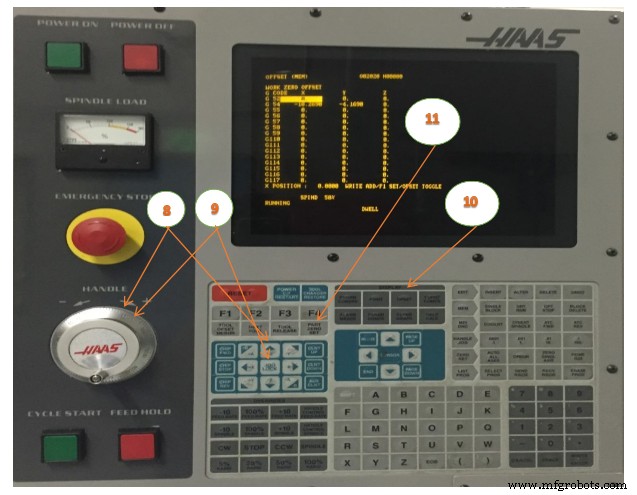
1. Клавиша MDI/DNC:выберите и нажмите MDI/DNC
2. Erase Prog:выберите и нажмите Erase Prog, чтобы очистить все команды
3. Включите скорость шпинделя:S1200
- Нажмите S1200 M03(Ввод):выберите:Запись/Ввод
4. Начало цикла:выберите
- Шпиндель запустится по часовой стрелке со скоростью 1200 об/мин.
Рис. 11. Включение скорости шпинделя (MDI)
5. Handle Jog:выберите Handle Jog и шаг Jog Increment:.01
6. Ручка толчковой подачи:по мере необходимости
- Выберите направление толчковой подачи и с помощью рукоятки поместите стилус искателя краев рядом с краем левой части.

7. Шаг шага:0,001
- Медленно перемещайте искатель краев, пока он не сдвинется с центра, как показано ниже.
- Это помещает центр шпинделя ровно в 0,100 от края детали.
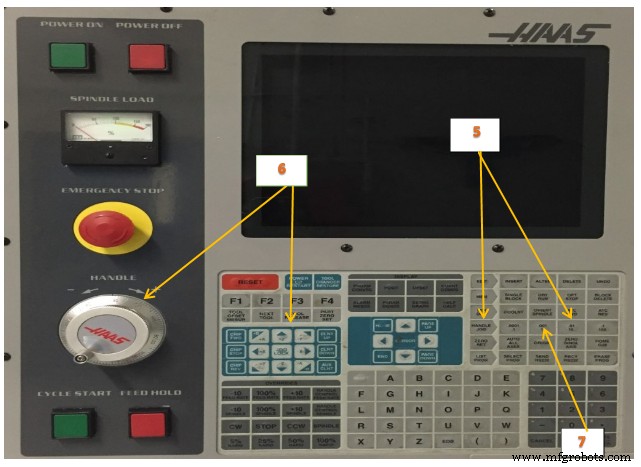

Рис. 12. Непосредственно перед отключением отключение
8 .Jog Handle:втягивание по оси Z 
• Двигайтесь прямо вверх по оси Z до тех пор, пока искатель кромки не окажется над деталью, а рукоятка толчковой подачи не покажет ноль на циферблате.
9. Рукоятка толчкового режима:установите направление толчкового перемещения на +X и поверните рукоятку на один полный оборот по часовой стрелке. 
Поскольку элемент управления находится в режиме приращения 0,001, при повороте циферблата ровно на один полный оборот центр шпинделя располагается прямо над левым краем детали.
10. Страница смещения:выберите и нажмите 
• Нажимайте кнопку Offset и кнопки PgUp/PgDn, пока не появится страница Work Zero Offset. Используйте клавиши со стрелками, чтобы выделить G54 (или любое другое смещение приспособления, которое необходимо установить).
11. Установка нуля детали:нажмите «Установка нуля детали»
• Это устанавливает значение G54 X в текущую позицию шпинделя.
12. Остановка шпинделя:нажмите кнопку остановки шпинделя
13. Для настройки оси Y повторите шаги 6-11
Использование MDI для проверки смещения нуля детали
1. Клавиша MDI/DNC:выберите и нажмите MDI/DNC
2. Erase Prog:выберите и нажмите (чтобы очистить все команды)
3. Введите G00 G90 G54 X0 Y0
4. Вставка:выберите и нажмите «Вставить»
5. Запуск цикла:выберите и нажмите «Запуск цикла»
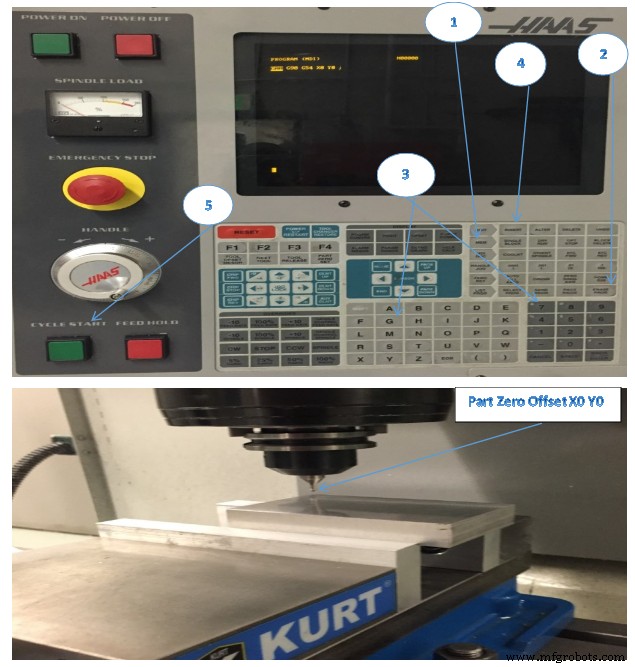
Смещение нуля детали X0 Y0 (MDI)
- Чтобы сместить опорную точку ВПРАВО по отношению к оператору станка, ДОБАВЬТЕ величину смещения к значению смещения X. Например, чтобы сдвинуть X+.1, введите .1 WRITE/ENTER.
- Чтобы сместить опорную точку БЛИЖЕ к оператору станка, ВЫЧИТАЙТЕ величину смещения из значения Y смещения. Например, чтобы сдвинуть Y-.1, введите -.1 WRITE/ENTER
Установка смещения нуля детали по осям XY (с помощью механического указателя)
Чтобы обработать деталь, завод должен знать, где находится деталь
Таблица. Вы можете использовать искатель краев, электронный щуп или многие другие инструменты и
методы установления нулевой части. Чтобы установить смещение нуля детали с помощью механического указателя:
1. Поместите материал (1) в тиски и затяните.
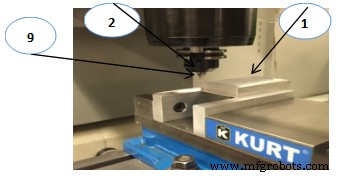
Рис. 14. Установка нуля XY детали (с помощью механического указателя )
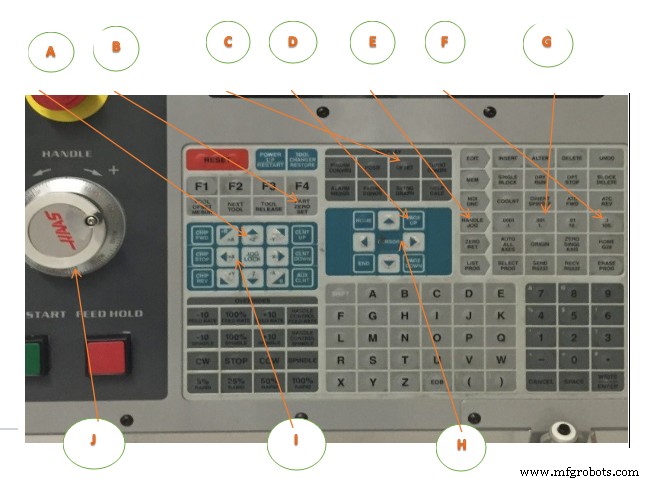
2. Установите указатель (2) в шпиндель.
3. Нажмите (HANDLE JOG) (E).
4. Нажмите (.1/100.) (F) (Мельница будет двигаться быстро
скорость при повороте рукоятки).
5. Нажмите (+Z) (A).
6. Переместите рукоятку (J) ось Z примерно на 1 дюйм выше детали.
7. Нажмите (.001/1.) (G) (Мельница будет двигаться с низкой скоростью при повороте ручки).
8. Ручкой толчкового перемещения (J) по оси Z приблизительно. на 0,2 дюйма выше детали.
9. Выберите между осями X и Y (I) и рукояткой (J) переместите инструмент в левый верхний угол
части (см. рис. 36 выше (9).
10. Нажимайте (СМЕЩЕНИЕ) (C), пока панель «Активное рабочее смещение» не станет активной.
11. Курсор (H) к столбцу оси X G54.
12. Нажмите [PART ZERO SET] (B), чтобы загрузить значение в столбец оси X. Второй
нажатие [PART ZERO SET] (B) загружает значение в столбец оси Y.
Настройка смещения инструмента
Следующим шагом будет прикоснуться к инструментам. Определяет расстояние от кончика инструмента до
верх части. Другим названием для этого является смещение длины инструмента, которое обозначается буквой H в
строка машинного кода. Расстояние для каждого инструмента вводится в таблицу смещения инструмента.
Настройка смещения инструмента. Когда ось Z находится в исходном положении, измеряется смещение длины инструмента
от кончика инструмента (1) до верхней части детали (2). См. рис. 15.
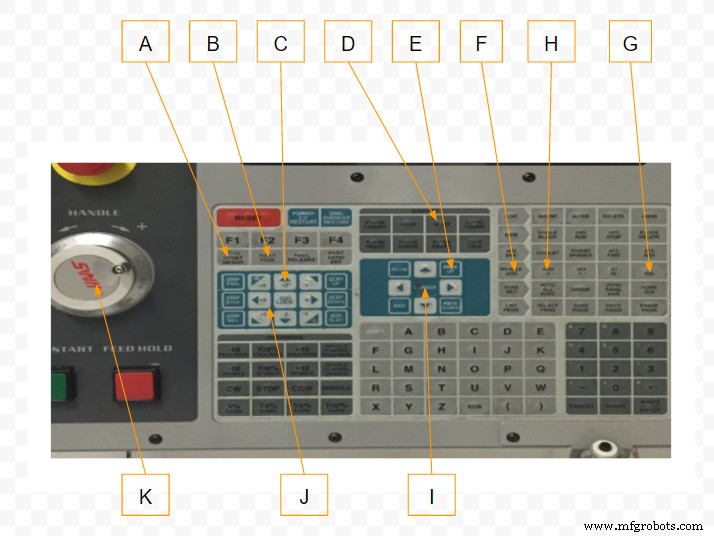
1. Загрузите инструмент в шпиндель (1).
2. Нажмите (HANDLE JOG) (F).
3. Нажмите (.1/100.)(G) (Мельница движется с высокой скоростью при повороте ручки).
4. Выберите между осями X и Y (J) и рукояткой (K) переместите инструмент рядом с центром детали.
5. Нажмите (+Z) (С).
6. Переместите рукоятку (K) ось Z примерно на 1″ выше детали.
7. Нажмите (.0001/.1) (H) (Мельница движется медленно при повороте ручки).
8. Поместите лист бумаги между инструментом и заготовкой. Аккуратно перемещайте инструмент
вниз к верхней части детали, как можно ближе, но по-прежнему иметь возможность перемещать бумагу.
9. Нажмите (СМЕЩЕНИЕ) (D).
10. Нажимайте (PAGE UP) (E), пока не появится окно Program Tool Offsets. Прокрутите до инструмента №1.
11. Курсор (I]) к геометрии для позиции №1.
12. Нажмите [ИЗМЕРЕНИЕ СМЕЩЕНИЯ ИНСТРУМЕНТА] (A).
Следующий шаг заставляет шпиндель быстро перемещаться по оси Z.
13. Нажмите (СЛЕДУЮЩИЙ ИНСТРУМЕНТ) (B).
14. Повторите процесс смещения для каждого инструмента.
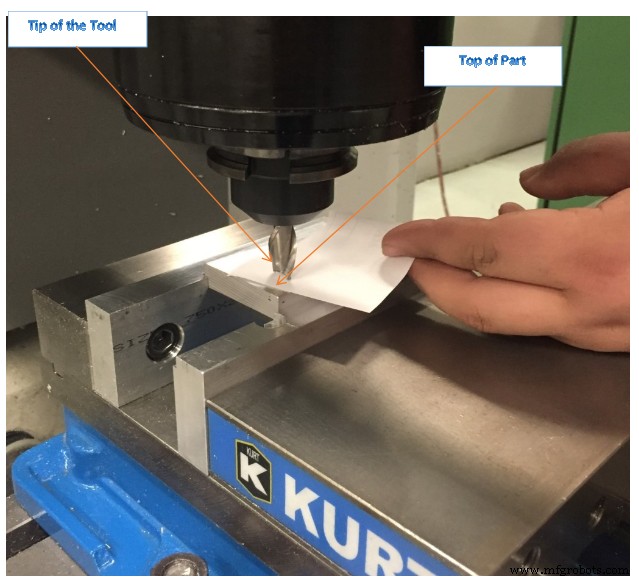
Рисунок 15. Настройка смещения инструмента (лист бумаги)
Использование MDI для проверки смещения длины инструмента
1. Клавиша MDI/DNC:выберите и нажмите MDI/DNC
2. Erase Prog:выберите и нажмите (чтобы очистить все команды)
3. Введите G00 G90 G43 H01 Z2.00
4. Вставка:выберите и нажмите «Вставить»
5. Запуск цикла:выберите и нажмите «Запуск цикла»
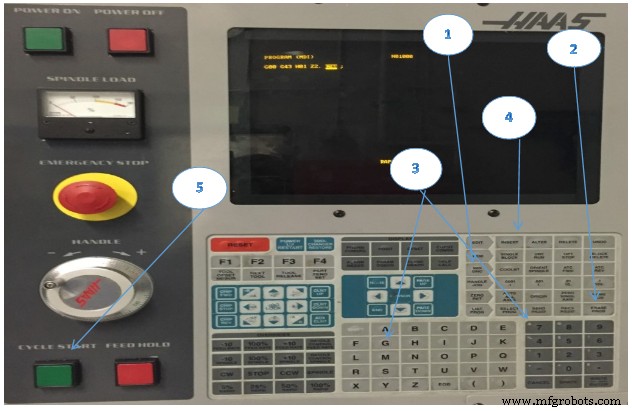
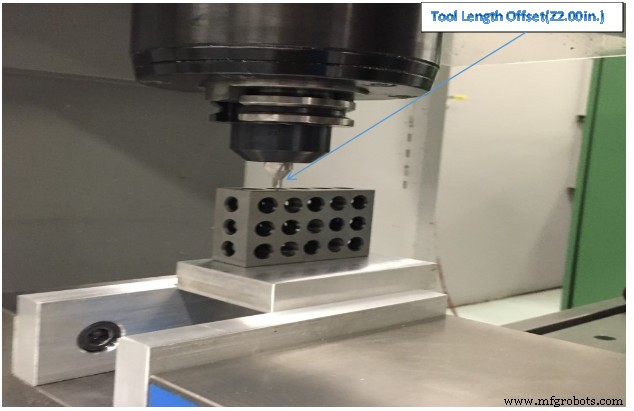
Рисунок 16. Смещение длины инструмента (2,00 дюйма над деталью) используя блок 1 2 3 для проверки)
Загрузить программу ЧПУ
1. Редактировать:выберите и нажмите «Редактировать»
2. F1:выберите и нажмите F1
3. Курсор:нажмите клавишу со стрелкой влево для ввода/вывода, а затем клавишу со стрелкой DN, чтобы переместить полосу выделения на Disk Directory.
4. Запись/Ввод:выберите и нажмите Запись/Ввод
5. Курсор (Каталог диска):нажмите клавишу со стрелкой DN для загрузки программы.
6. Запись/Ввод:выберите и нажмите Запись/Ввод
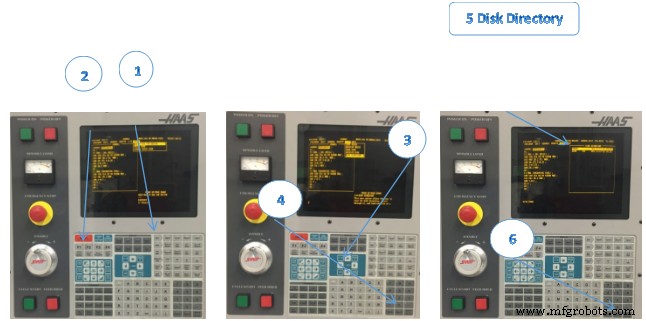
Рис. 17. Загрузка программы ЧПУ
Сохранить программу ЧПУ
1. Редактировать:выберите и нажмите «Редактировать»
2. F1:выберите и нажмите F1
3. Курсор:нажмите клавишу со стрелкой влево, чтобы перейти к вводу/выводу, а затем клавишу со стрелкой DN, чтобы переместить полосу выделения к пункту «Отправить диск».
4. Запись/Ввод:выберите и нажмите Запись/Ввод
5. Введите имя файла на диске:O80001
6. Напишите/введите
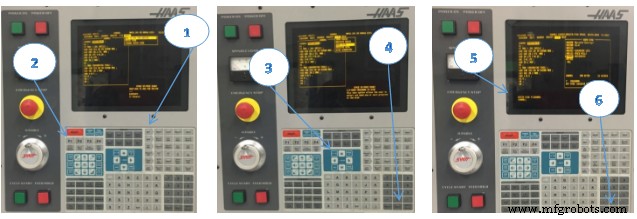 Рисунок 18. Сохранение программы ЧПУ
Рисунок 18. Сохранение программы ЧПУ
Запустить программу ЧПУ
Это предпочтительный процесс для запуска новой программы. После проверки программы все скорости подачи могут быть установлены на 100 %, а режим покадровой обработки может быть отключен.
Операция пробного прогона
Машина выполняет все движения точно так, как запрограммировано. Не используйте заготовку в машине во время пробного прогона. Функция пробного прогона используется для быстрой проверки программы без фактического вырезания деталей.
Чтобы выбрать Пробный прогон:
1. В режиме MEM или MDI нажмите (DRY RUN).
В пробном режиме все ускоренные движения и подачи выполняются со скоростью, выбранной с помощью кнопок скорости толчкового режима.
2. Пробный прогон можно включить или выключить только после завершения программы или нажатия кнопки [СБРОС]
.нажал. Пробный прогон делает все заданные перемещения X Y Z и запрошенный инструмент
изменения. Клавиши коррекции можно использовать для регулировки скорости вращения шпинделя.
Контрольный список :
1. Предстарт
- Убедитесь, что тиски или приспособление надежно закреплены, а также что у вас есть безопасная установка.
- Не должно быть никакой возможности того, что задержка работы не будет выполняться должным образом.
- Удалите ручки тисков.
- Очистите рабочую область от любых инструментов или других объектов.
- Закройте дверцы машины.
- Включите одиночный блочный режим.
- Нажмите кнопку «Быстрая подача-10» восемь раз, чтобы установить коррекцию скорости быстрой подачи на 20 % от максимальной.
2. Начать
- Поместите одну руку на кнопку остановки подачи и будьте готовы нажать ее, если возникнут какие-либо проблемы.
- Нажмите кнопку запуска цикла.
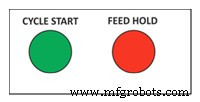
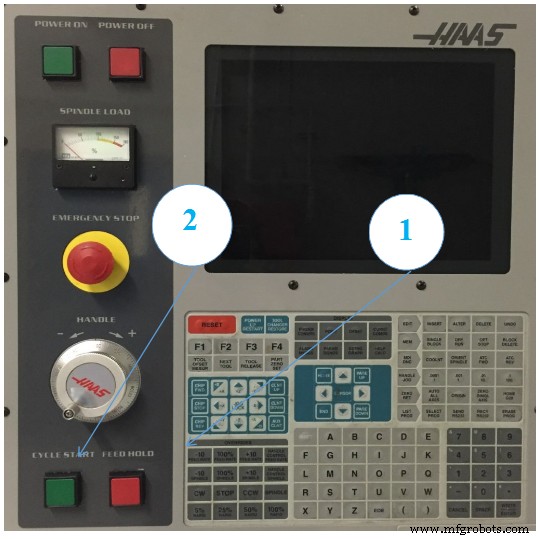
Рис. 19. Запуск программы ЧПУ
Распространенной ошибкой является неправильная установка коррекции длины приспособления или инструмента. При первом запуске программы установите станок в режим покадровой обработки. Уменьшите скорость быстрой подачи до 25% и действуйте с осторожностью. Когда инструмент начнет резать, выключите режим покадровой обработки и дайте программе запуститься. Не оставляйте машину без присмотра и держите одну руку на кнопке остановки подачи. Слушайте, наблюдайте за образованием стружки и будьте готовы отрегулировать скорость подачи в соответствии с условиями резания.
Настройка смещения CDC
Операции обработки, в которых используется компенсация диаметра фрезы (CDC:G41/G42), могут быть скорректированы с учетом износа и отклонения инструмента. Измерьте готовый элемент детали и сравните его с желаемым значением. Вычтите фактический размер из целевого и введите разницу в регистр CDC на элементе управления для этого инструмента. Например:
(Целевой размер элемента:2,5000 – (Фактический размер элемента:2,5150) = Значение износа: -0,0150
Траектория инструмента теперь будет компенсирована за разницу в размерах. Выполнение той же операции снова должно привести к тому, что объект будет иметь точно целевой размер
Компенсация износа используется только на проходах по контуру. Он не используется для торцевого фрезерования, 3D-фрезерования или циклов сверления. Выберите параметр «Компенсация износа» в программном обеспечении CAD/CAM и, при необходимости, установите значение износа диаметра инструмента, как показано выше. При использовании значение износа всегда является отрицательным числом. Всегда устанавливайте нулевое значение геометрии диаметра инструмента для всех инструментов, поскольку программное обеспечение CAD/CAM уже учитывает диаметр инструмента путем программирования траектории центральной линии инструмента.
Контрольный список:
1. Страница смещения:выберите и нажмите «Смещение»
2. Отрегулируйте смещение диаметра:выберите и введите значение
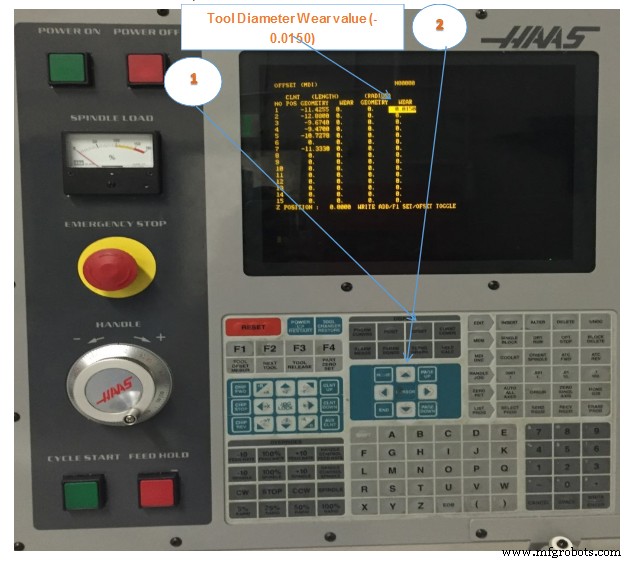
- Pg Up/Dn, чтобы выделить инструмент, который нужно настроить.
- Введите значение с цифровой клавиатуры.
- Пример значения износа диаметра инструмента, как показано выше:-0,0150
- Выберите и нажмите Запись/Ввод.
Рис. 20. Настройка смещения CDC
Выключить станок с ЧПУ
Контрольный список:
1. Снимите инструмент со шпинделя:
- Введите номер пустой карусели инструментов.
- Выберите ATC FWD
2. Переместите машину в безопасную зону:
• Выберите пробежку
3. Кнопка выключения:нажмите POWER OFF
Контрольный список после отключения питания:
• Протрите шпиндель мягкой чистой тряпкой, чтобы удалить охлаждающую жидкость и предотвратить появление ржавчины.
• Уберите инструменты.
• Уборка рабочего места.
• Всегда оставляйте машину, инструменты и оборудование в том же или лучшем состоянии, чем когда вы их нашли.
Важно чистить машину после каждого использования, чтобы предотвратить коррозию, обеспечить безопасную рабочую среду и проявить профессиональную вежливость по отношению к другим. В конце каждого занятия выделяйте на уборку не менее 15-30 минут. По крайней мере, уберите все неиспользуемые инструменты и оснастку, промойте станок охлаждающей жидкостью, удалите стоячую охлаждающую жидкость со стола и запустите конвейер для стружки.
БЛОК-ТЕСТ
1. Перечислите восемь функциональных областей клавиатуры HAAS.
2. Опишите, как переопределить дверь.
3. Объясните, как загрузить Инструменты.
4. Опишите MDI и приведите один пример.
5. Объясните, как задать смещение нуля детали.
6. Пожалуйста, опишите использование MDI для проверки смещения нуля детали.
7. Объясните, как установить смещение длины инструмента
8. Пожалуйста, опишите использование MDI для проверки смещения длины инструмента.
9. Опишите, как сохранить программу ЧПУ.
10. Объясните, пожалуйста, процедуру отключения.
Промышленные технологии
- Цепи управления
- Что такое блок управления:компоненты и его конструкция
- MicroMax:интерфейсный блок защищенных релейных систем
- Введение в систему управления SIEMENS 808D для фрезерных станков с ЧПУ
- DATRON next© Control меняет отрасль ЧПУ
- Каким должен быть идеальный инструмент для управления производством?
- 12 Глава 3:Сверлильный станок
- Автоматическая установка инструмента на токарном центре с ЧПУ Haas
- Смещение инструмента на токарном станке с ЧПУ с Fanuc Control
- Очистка всех смещений с помощью G-кода G10 на станке Haas