


9 идеальных решений для устранения дефектов алюминиевого литья под давлением
Благодаря многим характеристикам процесса литья под давлением он демонстрирует большие преимущества в повышении уровня точности, эффективности производства и качества поверхности отливок из сплавов цветных металлов. С развитием таких отраслей, как автомобилестроение и мотоциклетная промышленность, и реализацией конструктивных требований, таких как повышение качества литья под давлением, экономия энергопотребления и снижение загрязнения окружающей среды, область применения литья под давлением из сплавов цветных металлов, особенно литья под давлением из легких сплавов. , быстро расширяется. Одним из наиболее широко используемых является литье алюминия под давлением. .

Некоторые данные показывают, что использование отливок из алюминиевых и магниевых сплавов для замены стальных отливок в промышленно развитых странах становится важной тенденцией развития. В настоящее время литье под давлением стало одним из наиболее широко используемых процессов формовки алюминиевых сплавов для автомобилей, на его долю приходится 49 % различных процессов формовки автомобилей.
Однако в производственном процессе изготовления литья под давлением часто случаются мелкие аварии, в результате которых появляются дефекты изготавливаемых деталей. В этой статье собраны 9 дефектов алюминиевого литья под давлением и пути их решения. Я надеюсь, что вы поможете решить проблему, если столкнетесь с такой же проблемой.
1. На поверхности алюминиевых деталей, литых под давлением, появляются метки и узоры
Визуальный осмотр:на поверхности отливки имеются полосы, соответствующие направлению потока расплавленного металла, а также явные ненаправленные линии, отличающиеся от цвета металлической матрицы, и отсутствует тенденция развития.

Причины появления меток потока следующие:
1) Температура пресс-формы слишком низкая
2) Плохая конструкция направляющей и неправильное положение внутреннего литника
3) Температура материала слишком низкая
4) Низкая скорость заполнения и короткое время заполнения
5) Система заливки неразумна
6) Плохой выхлоп
7) Необоснованный спрей
Причина появления рисунка в том, что краска в полости распылена слишком сильно или качество краски низкое. Решения и методы предотвращения следующие:
1) Отрегулируйте площадь поперечного сечения или положение внутренней направляющей
2) Увеличьте температуру пресс-формы
3) Отрегулируйте скорость и давление внутренней направляющей
4) Правильный подбор краски и корректировка дозировки
2. Холодная изоляция литых под давлением алюминиевых деталей
Визуальный осмотр:поверхность литья под давлением имеет явные, неровные, затонувшие линейные линии (есть два типа проникновения и непроникания), форма маленькая и узкая, а иногда край интерфейса гладкий, что может быть сломан под действием внешней силы.

Причины следующие:
1) Два металлических потока соприкасаются друг с другом, но они не полностью сплавлены и между ними нет включений, а сила связи между двумя металлами очень слабая
2) Температура заливки или температура формы для литья под давлением низкая
3) Неправильное положение бегунка или слишком длинный путь потока
4) Низкая скорость наполнения
Решения и методы предотвращения:
1) Правильно увеличить температуру заливки
2) Улучшите коэффициент впрыска, сократите время наполнения и увеличьте скорость впрыска
3) Улучшить условия выхлопа и наполнения
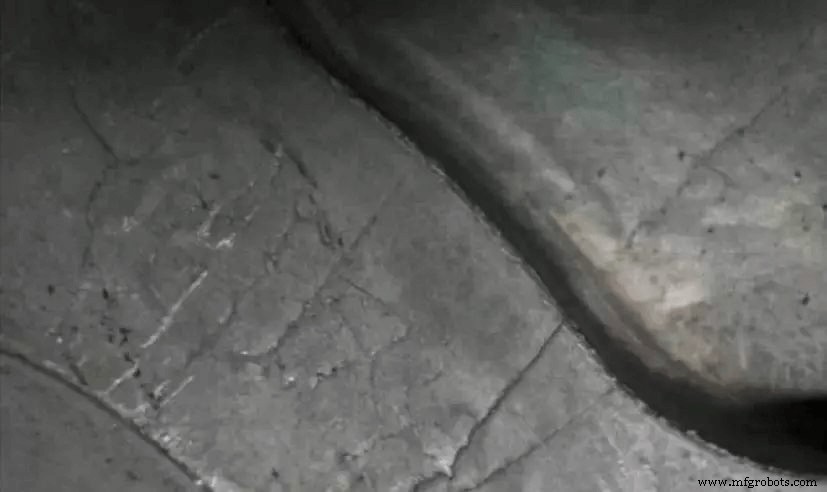
3. На поверхности алюминиевых деталей, отлитых под давлением, имеются трещины
Визуальный осмотр:На поверхности литых деталей имеются сеткообразные волосяные выступы или впадины, которые расширяются и удлиняются с увеличением количества литья под давлением.
Причины следующие:
1) На поверхности полости для литья под давлением есть трещины
2) Неравномерный прогрев формы для литья под давлением
Решения и методы предотвращения:
1) Форму для литья под давлением следует регулярно отжигать или после определенного количества раз литья под давлением для устранения напряжения в полости
2) При наличии трещин на поверхности полости поверхность литья следует отшлифовать для удаления слоя трещин.
Предварительный нагрев пресс-формы должен быть равномерным
4. Детали из литого под давлением алюминия имеют вмятины на поверхности
Визуальный осмотр:на поверхности самой толстой части отливки имеются гладкие вмятины (похожие на диски).
Причины следующие:
1) Неправильная конструкция литья под давлением, вызванная усадкой, слишком большой разницей в толщине стенок, неправильным положением литника, низким коэффициентом впрыска, коротким временем выдержки под давлением и высокой локальной температурой формы для литья под давлением
2) Конструкция системы охлаждения неразумна
3) Открыть форму слишком рано
4) Слишком высокая температура заливки
Решения и методы предотвращения:
1) Толщина стенки должна быть одинаковой
2) Переход толщины должен быть облегчен
3) Правильно выберите положение ввода жидкого сплава и увеличьте площадь поперечного сечения внутреннего литника
4) Увеличьте давление впрыска и продлите время выдержки
5) Соответствующим образом снизить температуру заливки и температуру формы для литья под давлением
6) Местное охлаждение для локальной высокой температуры
7) Улучшить условия переполнения
5. На поверхности алюминиевых деталей, отлитых под давлением, имеются следы прилипания
Проверка внешнего вида:мелкие чешуйки и металлические или неметаллические и металлические матричные детали свариваются, а мелкие чешуйки отслаиваются под действием внешней силы.

Причины следующие:
1) На поверхности полости формы для литья под давлением есть остатки металла или неметалла
2) При заливке загрязнения сначала вносятся и прикрепляются к поверхности полости
Решения и методы предотвращения:
1) Перед литьем под давлением полость камеры высокого давления и литниковую систему следует очистить от металлических или неметаллических прилипаний
2) Залитый сплав тоже нужно зачистить
- Выберите правильное покрытие, покрытие должно быть однородным.
6. Отслоение поверхности алюминиевых деталей, отлитых под давлением (корка и отслоение)
Визуальный осмотр или осмотр повреждений:На части литья имеется прозрачный слой металла.

Причины следующие:
1) Жесткости пресс-формы недостаточно. В процессе заливки расплавленным металлом плита кристаллизатора дрожит
2) В процессе впрыска пуансон пополз
3) Неправильная конструкция направляющей системы
Решения и методы предотвращения:
1) Увеличьте жесткость пресс-формы и затяните детали пресс-формы, чтобы сделать их устойчивыми
2) Отрегулируйте взаимодействие между пуансоном для впрыска и камерой давления, чтобы устранить явление ползучести
- Разумная конструкция внутренней направляющей
7. Аблация поверхностным трением литых под давлением деталей
Визуальный осмотр:поверхность отливки в некоторых местах имеет шероховатую поверхность.

Причины следующие:
1) Неправильное положение, направление и форма внутренней направляющей, вызванные формой для литья под давлением (формой)
2) Недостаточное охлаждение деталей, где расплавленный металл разбрызгивает внутренний желоб из-за условий литья
Решения и методы предотвращения:
1) Улучшить положение и направление канала притока
2) Улучшите условия охлаждения, особенно для улучшения деталей, где расплавленный металл сильно разбрызгивает
3) Добавьте краску на удаленную часть
4) Отрегулируйте скорость потока жидкости сплава так, чтобы она не вызывала кавитацию
5) Устранить прилипание сплава к пресс-форме (штампу) инструмента
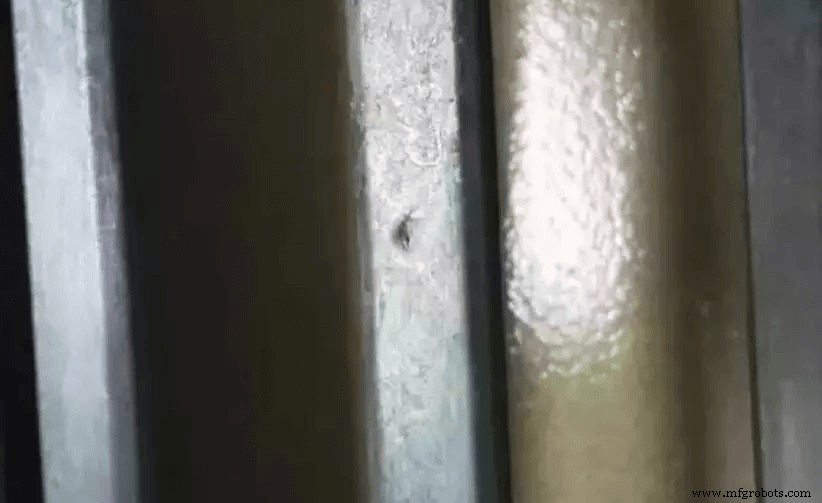
8. Эрозия
Визуальный осмотр:в местах литья под давлением имеются оспины или выступы.

Причины следующие:
1) Положение внутренней направляющей установлено неправильно
2) Плохие условия охлаждения
Решения и методы предотвращения:
1) Толщина внутренней направляющей должна быть соответствующей
2) Изменить положение, направление и способ установки бегунка
- Усилить охлаждение эрозионных деталей.
- Трещины на поверхности литых деталей
Визуальный осмотр:Отливка помещена в щелочной раствор, трещины темно-серого цвета. Повреждение и растрескивание металлической матрицы представляют собой прямые или волнистые линии, линии узкие и длинные, и имеется тенденция развития под действием внешней силы.

Причины появления трещин в отливках из алюминиевых сплавов:
1) слишком высокое содержание железа в сплаве или слишком низкое содержание кремния; слишком высокое содержание вредных примесей в сплаве, что снижает пластичность сплава; алюминиево-кремниевый сплав и алюминиево-кремниевый сплав содержат слишком много цинка или меди; алюминиево-магниевый сплав содержит слишком много магния
2) время удержания пресс-формы слишком короткое, и время удержания давления короткое; толщина стенки отливки резко меняется
3) Локальная сила оборачивания слишком велика, и сила неравномерна во время выброса
Решения и методы предотвращения:
1) Правильно контролировать состав сплава, в некоторых случаях:в сплав можно добавлять слитки чистого алюминия для снижения содержания магния в сплаве; или в сплав можно добавить алюминиево-кремниевую лигатуру для увеличения содержания кремния
2) Увеличить температуру пресс-формы (пресс-формы); изменить структуру отливки, отрегулировать механизм вытягивания сердечника или сделать равным напряжение толкателя
3) Увеличьте угол уклона и локально используйте сильный разделительный состав
4) Увеличьте время удерживания пресс-формы и увеличьте время выдержки под давлением
Промышленные технологии
- Плюсы и минусы литья под давлением
- OSGi для решений IoT:идеальное сочетание
- Подходит ли блокчейн для цепочки поставок?
- В чем разница между ковкой, штамповкой и литьем?
- 5 методов литья алюминия
- Применения для литья в песчаные формы для рынка тяжелого оборудования
- Литье по выплавляемым моделям и литье под давлением:в чем разница?
- Литье в песчаные формы и литье под давлением:в чем разница?
- Применения для литья в песчаные формы для автомобильного рынка
- Термообработка алюминиевых отливок