


Как паять – Полное руководство по пайке печатных плат для начинающих
Изучение того, как паять печатные платы с использованием правильных методов пайки, является важным навыком, особенно для производителей печатных плат. Пайка — полезный и практичный метод, идеально подходящий для соединения двух или более поверхностей вместе. В этой статье речь пойдет о пайке печатных плат и о том, как ее безопасно продать независимо от сценария.
Введение в технологию пайки печатных плат
Тип пайки печатной платы
На рынке существует множество типов припоев, и поиск лучшего может оказаться сложной задачей. Если вы ищете лучший вид пайки печатных плат, убедитесь, что вы выбрали тот, который соответствует вашим потребностям. Из всех видов пайки печатных плат пайка оплавлением является наиболее распространенной.
2.1 Введение в пайку оплавлением
При пайке оплавлением используется паяльная паста для временного прикрепления одного или сотен компонентов/деталей к соответствующим контактным площадкам, после чего их сборка подвергается контролируемому нагреву.
2.1.1 Процесс пайки оплавлением
Первым этапом пайки оплавлением является нанесение паяльной пасты и компонентов на голую печатную плату. Подъемно-разборная машина точно подбирает и размещает все детали на требуемых частях доски. Плата проходит предварительный нагрев, чтобы довести плату до необходимой температуры.
после предварительного нагрева платы следует термическая выдержка. Целью здесь является обеспечение того, чтобы области, которые не были должным образом нагреты, достигли необходимой температуры. После этого следует процесс оплавления. Целью процесса оплавления является создание требуемых или необходимых паяных соединений и удаление летучих веществ. Охлаждение — последний шаг. Надлежащее охлаждение предотвращает тепловой удар и избыточное образование интерметаллидов в частях платы.
2.1.2 Введение в зону рециркуляции
Рециркуляция включает в себя процесс или действие чего-то, что снова циркулирует или заставляет что-то происходить или распространяться. Во время пайки печатных плат важно обеспечить рециркуляцию в системе фильтрации воздуха, чтобы уменьшить запахи и химические пары в среде пайки. Вот четыре момента, которые следует учитывать при пайке печатных плат:
• Прогрев – как следует из названия, этот этап включает в себя прогрев паяльника или утюга. Паяльник должен нагреться до нужной температуры, чтобы обеспечить эффективную работу.
• Замачивание – замачивание включает удаление окисленных заменителей с поверхности печатной платы для получения идеальных паяных соединений. Эти соединения находятся между контактными площадками печатной платы и выводами компонентов.
• Обратный поток – имеет место обратный поток, припой начинает течь в неправильном направлении в процессе пайки. Сильный обратный поток может привести к выходу платы из строя.
• Охлаждение – когда дело доходит до охлаждения печатной платы после пайки, необходимо терпение. Ожидание в течение двадцати-тридцати минут гарантирует, что компоненты вашей платы (плат) прилипнут к их предполагаемому месту.
2.1.3 Адаптация к температуре и кривой
Выполняя пайку печатных плат, вы должны убедиться, что делаете это при рекомендуемой температуре. При пайке компонентов SMD 315C достаточно для правильной пайки соединений без перегрева всей детали.
2.2 Пайка волной припоя
Волновая пайка представляет собой крупномасштабный процесс пайки, и этот процесс включает в себя припайку электронных компонентов к печатной плате для создания электронной сборки. Он состоит из волн расплавленного припоя как средства прикрепления расплавленного припоя к печатной плате.
2.2.1 Введение в пайку волной припоя
Как уже упоминалось, пайка волной припоя — это, скорее, процесс массовой пайки, который находит широкое применение в производстве печатных плат. Процесс включает в себя пропускание печатной платы над поддоном, содержащим расплавленный припой, в результате чего какой-либо насос создает восходящий поток припоя, напоминающий стоячую волну. Идеальные температуры идеально подходят для пайки волной припоя. Такая волна может привести к трещинам и потере проводимости на плате. Кроме того, недостаточный предварительный нагрев и плохая погода могут сделать доску восприимчивой к некоторым нагрузкам.
2.2.2 Процесс пайки волной припоя
Пайка волной припоя включает пять основных этапов. Первый этап заключается в расплавлении припоя с последующей очисткой компонентов. После этого следует размещение компонентов печатной платы. После размещения печатной платы следует нанесение припоя. И, наконец, чистка доски.
2.2.3 Адаптация к температуре и кривой
При пайке волной припоя типичный диапазон температур должен составлять 240-250°C. Важно отметить, что диапазон температур оплавления олово-свинец, как правило, несколько критичен, и незначительные отклонения температуры компонентов и оборудования не создают проблем при пайке как таковых.
2.3 Ручная сварка
Как вы можете себе представить, ручная сварка — непростая задача. Это требует первоклассных навыков и таланта. Когда речь идет об изготовлении печатной платы, иногда применяют ручную сварку. Ручная сварка немного дешевле роботизированной или компьютеризированной сварки. Однако ручная сварка очень подвержена ошибкам.

Незаменимый поток
3.1 Функция потока
При пайке печатных плат флюс служит тройной цели. Во-первых, он удаляет окисленный металл с поверхности печатных плат. Он также изолирует любой воздух, чтобы предотвратить дальнейшее окисление. Наконец, он облегчает амальгамирование для улучшения характеристик смачивания жидким припоем.
3.2 Типы потоков
Существует несколько типов потоков, кратко выделенных ниже:
• Канифольный флюс – представляет собой комбинацию растворителя и канифоли и идеально подходит для легко очищаемых поверхностей.
• Флюс органической кислоты – этот тип флюса состоит из четырех основных компонентов:активаторов, химикатов, разрушающих и растворяющих оксидов металлов. Роль флюса на основе органической кислоты заключается в том, чтобы способствовать всему процессу пайки.
• Неорганический кислотный флюс – неорганический флюс содержит те же компоненты, что и органические флюсы. Тем не менее, они находят интенсивное применение в некоторых процессах пайки и при высоких температурах.
Выбор припоя для пайки печатных плат
Без сомнения, тип припоя, который вы решите использовать на своей печатной плате, повлияет на ее функциональность. Если вы выберете некачественный припой, он может не скрепить все компоненты вместе.
4.1 Что такое пайка
Пайка — это процесс соединения двух или более компонентов вместе с помощью плавящегося припоя. В печатной плате пайка — это присоединение компонентов к печатной плате. Припой — это сплав металла из свинца и олова, расплавляемый горячим утюгом.
4.2 Типы припоя
Существует несколько типов припоев, которые кратко описаны ниже:
Припой на основе свинцового сплава — этот тип припоя положил начало революции в электронике. Припой из свинцового сплава представляет собой смесь 60% олова и 40% свинца. Его также называют мягким припоем на основе высокой концентрации олова.
Бессвинцовый припой – этот припой начал набирать популярность сразу после того, как ЕС начал ограничивать использование свинца в потребительских товарах. Эти типы припоев имеют более высокую температуру плавления по сравнению с обычными припоями.
Припои из серебряных сплавов появились как альтернатива свинецсодержащим припоям. Обычные серебряные припои содержат от 3% до 5% серебра.
4.3 Как выбрать подходящий припой
Выбор лучшего припоя для проекта электроники может быть сложной задачей. Это может сбить с толку как новичков, так и опытных ветеранов. Но еще не все потеряно. Вы должны убедиться, что свинец, который вы выбираете, является водорастворимым и на основе канифоли для лучшего припоя. Вам также необходимо учитывать вопросы, связанные с затратами, типом сварки, сварочным материалом и температурой сварки. Хотя бессвинцовые припои безвредны для окружающей среды, у них нет хорошей репутации из-за технических аспектов, связанных с процессом пайки.
4.3.1 Какой тип припоя мне нужен?
Как упоминалось ранее, существует несколько типов припоя. Основываясь на проекте, который у вас есть, вы можете выбрать тот, который лучше всего подходит для него. Но когда дело доходит до электроники (особенно быстрого прототипирования печатных плат. 3D-печать печатных плат не только изготавливает печатную плату, но и выполняет сборку печатной платы (PCBA), бессвинцовый припой на основе канифоли является лучшим. Припой на основе канифоли имеет состав из сплава олова и меди.
4.3.2 Лид или нет?
На протяжении десятилетий этилированный припой был основным продуктом производителей электроники. Наиболее важным фактором использования свинцового припоя является то, что он нагревается быстрее при более низких температурах, чем бессвинцовый припой. Следовательно, он представляет меньшую тепловую угрозу для основного компонента.
4.3.3 Какой размер припоя мне нужен?
Размер припоя зависит от проекта. Однако для базовой/повседневной работы с электроникой вам может понадобиться припой диаметром примерно от 0,711 мм до 1,63 мм. Для большинства электронных книг лучший припой имеет диаметр от 0,4 до 1,0 мм.

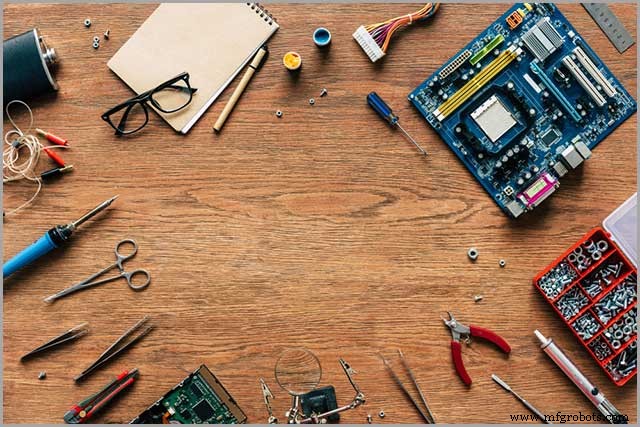
Инструменты, необходимые для пайки печатных плат
Прежде чем приступить к процессу пайки, вам потребуются некоторые инструменты и оборудование. Без правильных инструментов вы можете поставить под угрозу весь проект. Ниже перечислены основные инструменты, необходимые для пайки печатных плат:
• Паяльник –
Без паяльника много чего не сделаешь. Но опять же, пайка не обязательно должна быть дорогой. Вы можете получить лучшие из них всего за 69,12 китайских юаня (10 долларов США), особенно если вы новичок.
• Паяльные станции –
Паяльная станция также необходима во время пайки. Паяльная станция — это многофункциональное силовое паяльное оборудование, предназначенное для пайки электронных компонентов. Он находит интенсивное применение в электронике и электротехнике.
• Жало паяльника –
Наконечники паяльников в основном изготавливаются из меди и используются для передачи тепла на плату. Жала для паяльников, если они не производятся одной компанией, обычно не взаимозаменяемы. В основном есть два основных типа жал для паяльника. К ним относятся паяльники с коническим жалом и паяльники с долотообразным жалом.
• Латунь или традиционная губка –
Латунь или обычная губка — еще один инструмент, который вам понадобится при пайке печатных плат. Либо латунь, либо обычная губка необходимы, когда вы хотите очистить жало паяльника. Это также предотвращает случаи окисления в конце.
• Подставка для паяльника –
В процессе пайки вы заметите, что паяльник сильно нагревается. Когда это произойдет, вам нужно будет поместить его очень безопасным способом между пайкой. По этой причине необходима подставка для паяльника. К счастью, такие оправы стоят недорого и их стоит иметь.
• Ядро –
Сердечник — еще одна важная вещь, которая вам понадобится, когда дело доходит до пайки печатной платы. Настоятельно рекомендуется при покупке припоя убедиться, что вы не выбираете кислотное ядро. Причина этого в том, что это может повредить компоненты вашей схемы.
• Паяльная присоска –
И последнее, но не менее важное:вам понадобится присоска для припоя в процессе пайки печатной платы. Например, если вы нанесете на плату много припоя, вам, возможно, придется удалить лишний припой. Без присоски для отсоса лишнего припоя весь проект может потерпеть неудачу. Присоска для припоя – это ручное механическое устройство, которое всасывает лишний горячий припой нажатием кнопки.
Температура пайки печатной платы
У вас есть какие-то проблемы с плавлением припоя? Если это так, то это означает, что вам нужно немного увеличить огонь. Но опять же, если вы сжигаете свои компоненты, вам нужно уменьшить нагрев или температуру. Рекомендуемая температура пайки печатных плат составляет от 350 до 400 градусов Цельсия. Это равно от 660 до 750 градусов по Фаренгейту.
6.1 Температура пайки жесткой печатной платы
Жесткие печатные платы — это те платы, которые не могут сгибаться или изгибаться. Рекомендуемая температура пайки печатных плат составляет 150 градусов Цельсия. Причина этого заключается в том, чтобы гарантировать, что расслаивание не произойдет в случае термических ударов или влажных условий.
6.2 Температура пайки гибкой печатной платы
Как следует из названия, гибкие печатные платы — это те платы, которые можно легко сгибать или сгибать. Однако, в отличие от жестких печатных плат, для гибких печатных плат требуется меньшая температура пайки. Здесь рекомендуемая температура пайки составляет 105 градусов Цельсия.

Этапы пайки печатной платы
Имея некоторые знания о том, что такое пайка печатных плат, различные типы пайки печатных плат и правильные инструменты для работы, теперь давайте переключим внимание на этапы пайки печатных плат.
Шаг 1. Разогрейте утюг.
Прежде чем вы сможете начать, ваш паяльник должен быть горячим. В противном случае он не сможет нагреть и расплавить припой. Разогрейте утюг и дайте ему немного отдохнуть, пока он не нагреется полностью.

Шаг 2. Подготовьте небольшое пространство.
Ключ к эффективной пайке – начать с чистой поверхности. Подготовьте небольшое рабочее пространство и убедитесь, что оно чистое от пыли и другого мусора. Убедитесь, что в вашей комнате есть только все необходимые инструменты.

Шаг 3. Тщательно нанесите наконечник припоя на припой
Теперь вам нужно тщательно покрыть наконечник припоем. Убедитесь, что вы покрыли всю информацию, используя много припоя. Тем не менее, вы должны быть готовы справиться с излишками капающего припоя.

Шаг 4. Очистите наконечники для пайки
После нанесения покрытия на наконечник припоя его необходимо очистить. Вы можете очистить наконечники припоя, используя влажную губку. Очистка наконечника припоя позволяет избавиться от остатков флюса. Зачищать информацию нужно сразу, чтобы флюс не застыл в итоге. Если он затвердевает, избавиться от него потом становится проблематично.
Шаг 5. Пайка печатной платы
Теперь приступайте к пайке печатной платы. Соедините все детали, сплавив их припоем. В зависимости от вашего проекта вы можете выбрать выборочную пайку, пайку волной припоя или пайку оплавлением.
Шаг 6. Обработка поверхности
Обработка поверхности — это нанесение вещества на поверхность материала, чтобы каким-то образом улучшить его. В печатных платах производители применяют паяльную маску, чтобы сделать платы устойчивыми к коррозии или износу. Обработка поверхности следует после завершения пайки печатной платы.
Шаг 7. Размещение компонентов
Если вы имеете дело с простой схемой, вы, скорее всего, будете паять один или только два компонента одновременно. Однако, если вы работаете со сложной доской, вам, возможно, придется сначала начать с мелких деталей, а затем перейти к более крупным. Начните с выбора маленьких кусочков и размещения их на своих местах на доске. Убедитесь, что выводы согнуты под углом 45 градусов в нижней части платы.
Шаг 8. Нагрев
Если вы хотите убедиться, что вы правильно нагреваете соединение, вам нужно держать утюг так, чтобы кончик касался как вывода компонента, так и платы. Причина этого в том, что если информация соприкоснется с одним из этих компонентов, она не прилипнет. Опять же, следите за тем, чтобы не было перегрева. Если вы заметили пузырьки в каком-то месте, немедленно избавьтесь от тепла. Дайте ему время остыть, прежде чем снова нагревать его.
Шаг 9. Нанесите припой на соединение
После того, как вы закончите нагревать определенные соединения, вы должны быть готовы начать пайку. Начните процесс, коснувшись кончика паяльной площадки и вывода. Если вы нагрели это пространство, как требуется, припой должен свободно течь с пузырящимся флюсом.
Не забудьте добавить припой вокруг этого соединения, пока он не будет полностью покрыт. Когда суставы расслабятся, убедитесь, что вы не касаетесь доски и не двигаете ее. Если вы переместите доску, поверхность будет выглядеть зернистой и тусклой.
Шаг 10. Проверьте соединения и очистите их.
Когда все соединения остынут, проведите краткий осмотр. Если припой нравится, обрежьте выводы. Вы делаете это с помощью резаков. Когда вы закончите, удалите лишний флюс с платы, чтобы получить чистый и привлекательный готовый продукт.
Навыки технологии пайки печатных плат
Когда речь идет о технологии пайки печатных плат, здесь очень важны некоторые навыки и знания. Ниже приведены восемь основных навыков технологии пайки печатных плат:
8.1 Контроль рассеивания тепла во время сборки
Тенденция к более высокой плотности мощности означает, что необходимо уделять больше внимания теплопередаче. Поэтому разработчикам необходимо избавляться от тепла, чтобы компоненты схемы оставались ниже требуемых предельных температур. Во время сборки печатной платы способность эффективно контролировать рассеивание тепла является важным навыком, которым должны обладать проектировщики.
8.2 Содержите жало паяльника в чистоте.
Жало вашего паяльника является важным компонентом, который влияет на производительность оборудования. Если информация не чистая, то ждите плохого понимания паяльника. Ожидайте такие сценарии, как низкая теплопередача и другие проблемы с пайкой.
8.3 Последовательность сварки деталей
Последовательность сварки предполагает крепление или просто сварку компонентов устройства или конструкции в определенном порядке. Когда дело доходит до пайки печатных плат, линия пайки всех частей для получения готового продукта также является важным навыком. Дизайнеры должны знать, что на первом месте, а что на последнем.
8.4 Удаление остатков припоя
Остатки припоя — это флюс, который остается на печатной плате после завершения процесса пайки. Вам необходимо избавиться от остатков припоя, так как это может привести к короткому замыканию низковольтной изоляции. Овладение искусством эффективного удаления флюса/остатков с печатной платы также является важным навыком для проектировщиков.
8.5 Пайка резисторов и конденсаторов для поверхностного монтажа
Пайка резисторов и конденсаторов по технологии поверхностного монтажа (SMT) сама по себе непростая задача. Многие дизайнеры находят этот процесс довольно сложным для себя. Однако способность правильно паять резисторы и конденсаторы для поверхностного монтажа отличает лучших и средних разработчиков печатных плат.
8.6 Проверьте непрерывность и выходной сигнал датчика.
В тот момент, когда устройство цепи выходит из строя, необходимо проверить непрерывность и выходной сигнал датчика. Если ток не течет должным образом, то это означает, что есть проблема. Опять же, способность легко проводить такие тесты является жизненно важным навыком технологии пайки печатных плат.
8.7 Удаление остатков флюса/канифоли
При пайке может остаться лишний флюс или остатки канифоли. К сожалению, многим дизайнерам трудно удалять остатки флюса и канифоли. Вы можете использовать чистый спирт, чтобы избавиться от стойких остатков. Очень важно овладеть искусством идеального избавления от лишнего потока.
8.8 Предотвращение изгиба гибкой печатной платы при сварке
Чтобы предотвратить поворот гибкой печатной платы, вам необходимо разместить толстый элемент жесткости очень близко к местам пайки акселерометра. Опять же, это критически важная технология пайки печатных плат.

Распространенные дефекты пайки печатных плат и решения
Ниже приведены семь наиболее распространенных дефектов пайки и ответы на них:
9.1 Недостаточное заполнение отверстий
Недостаточное заполнение отверстий происходит, когда недостаточно припоя к отверстиям, изначально просверленным в плате. Идеальное решение для этого — убедиться, что размер контактных площадок и диаметр штифтов совпадают.
9.2 Зазоры в паяных соединениях
Несколько причин вызывают зазоры или пропуски в паяных соединениях. Серьезной причиной является использование неправильной высоты волны между платой и волной пайки. Кроме того, еще одной причиной является размещение контактных площадок переменного размера на этапе проектирования. Чтобы предотвратить это, дизайнеры должны знать толщину своих досок. Идеальное соотношение между площадкой и зазором должно составлять 0,5 мм или меньше.
9.3 Феномен шарика припоя
Этот сценарий возникает в процессе пайки. Это происходит, если припой прилипает к печатной плате. Если температура предварительного нагрева не подходит или печатная плата была влажной во время производства и хранения, могут образоваться шарики припоя. Решения для шариков припоя включают в себя надлежащее хранение печатной платы, запекание печатной платы и ее равномерное нанесение.
9.4 Обесцвечивание паяльной маски
Это происходит, когда производители используют флюс при высоких температурах. Кроме того, при изменении циклов отверждения может произойти обесцвечивание. Кроме того, измененные и смешанные партии также являются другой причиной для этого. Идеальные решения для этого включают отказ от смешивания партий и использование одного поставщика. Кроме того, циклы отверждения должны быть стандартными.
9.5 Плохое проникновение
На печатной плате низкое проникновение возникает из-за применения неподходящего флюса. Также такое бывает, если был какой-то неправильный предварительный прогрев. Решения для низкого проникновения просты. Припой и предварительный нагрев должны быть адекватными.
9.6 Явление подъема модулей
Это явление, также известное как надгробная плита, характеризуется отрывом компонентов от площадки. Если припой в одном месте не полностью смачивается или имеет неравную толщину, может произойти вздутие модуля. Если вы хотите избежать этого, необходимо дать жилищу завершить процесс смачивания.
9.7 Брендинг
Наконец, есть брендинг. Опять же, это дефект пайки печатной платы, в основном вызванный использованием некачественных материалов или неопытным персоналом. Вам нужно будет маркировать свои печатные платы, чтобы отличить их от конкурентов. Чтобы добиться идеального брендинга, убедитесь, что вы используете лучшие материалы и опытный персонал.
Распространенные проблемы при пайке
1. Интерференционные суставы
Соединения с натягом - это соединения, которые подвергаются некоторым движениям во время затвердевания припоя. Если вы внимательно присмотритесь, вы заметите, что соединение выглядит несколько кристаллическим, матовым или шероховатым.
2. Холодный стык/перегрев стыка.
Это происходит, если температура паяльника ниже оптимальной. Это может произойти и в том случае, если продолжительность нагревания шва была существенно короткой. Паяные соединения имеют грязный, тусклый и рябый вид.
3. Чрезмерное количество припоя
Слишком большое количество припоя на плате приводит к образованию шариков припоя в месте пайки. Выглядя как аномальный нарост на печатной плате, избыток припоя может в конечном итоге повлиять на функциональность всей платы. Это верно, когда припой начинает плавиться в условиях высокой температуры.
4. Недостаточное смачивание (на контактных площадках, штифтах и поверхностном монтаже)
Еще одной проблемой при пайке является отсутствие смачивания мест пайки. Плохо смачиваемый шов приводит к плохому соединению с платой. Это приводит к ухудшению работы всей цепи.
5. Паяльный голод
Во время пайки может иметь место недостаточная пайка. Жажда припоя определяется ситуацией, когда конструкторы используют мало припоя. Жажда припоя выражается в плохом электрическом контакте между частями схемы.
6. Необрезанные лиды
Судя по их длине, это провода, которые имеют высокий риск контакта с остальными зарядами. Это может привести к нежелательным коротким замыканиям. Перед пайкой все наконечники требуют обрезки до необходимой длины.
Проблема холодной пайки
Вот еще несколько проблем с замороженными суставами, на которые следует обратить внимание:
1. Что такое холодная пайка
Холодная пайка представляет собой жесткое, грубое и неровное соединение, особенно на печатной плате. Соединение холодной пайки очень подвержено разрушению и растрескиванию.
2. Причины образования холодных припоев
Основной причиной образования холодных паяных соединений является неправильное или неполное плавление припоя. Если это произойдет, ждите холодной пайки на вашей плате.
3. Ремонт соединений холодной пайки
Сам процесс ремонта соединений холодной пайки не так сложен. Все, что вам нужно сделать, это повторно нагреть соединение горячим утюгом, пока припой не начнет течь.
4. Как предотвратить холодную пайку
Нам нужно избегать таких ошибок в будущем, чтобы предотвратить такую ошибку в будущем, и лучше убедиться, что вы правильно предварительно нагреваете паяльник. Также убедитесь, что паяльник работает с соответствующей мощностью.
Вопросы безопасности при пайке
Безопасность имеет первостепенное значение при пайке печатных плат. Ведь вы же не хотите работать с людьми, получившими травмы или причинившие телесные повреждения. Ниже приведены важные вопросы безопасности при пайке:
12.1. Обратите внимание на высокую температуру — высокая температура при пайке может нанести вред плате и вам. Вы должны убедиться, что вы регулируете температуру до приемлемого уровня.
12.2. Достаточный свет — без достаточного света вы можете припаять компоненты не к той части платы. Убедитесь, что у вас достаточно света во время пайки.
12.3. Дым от сварки – при сварке, конечно, будет выделение дыма. Испарения могут быть опасны для вашего здоровья. Во время сварки обязательно наденьте на лицо защитную маску.
12.4. Защитное оборудование и защита — во время пайки вам необходимо обеспечить безопасность вашего оборудования до и после использования. Храните оборудование в безопасном месте, вдали от детей. Удалите все, что вам не нужно, и положите в безопасное место.

Обзор
Достижение идеальной пайки печатной платы многим кажется сложной задачей. Однако для WellPCB это не проблема. Мы обслуживали и продолжаем помогать сотням тысяч клиентов, нуждающихся в надежной пайке печатных плат. Если вам нужна помощь или дополнительные знания о пайке печатных плат, не стесняйтесь обращаться к нам. Мы являемся высоконадежными, эффективными и надежными экспертами по пайке печатных плат.
Промышленные технологии
- Что такое пайка? - Типы и способы пайки
- Как сварить чугун:полное руководство
- Как сваривать никелевые сплавы — полное руководство
- Как паять алюминий — полное руководство
- Руководство по выбору материалов для печатных плат
- Руководство по проблемам пайки волной припоя для печатных плат
- Руководство по элементам жесткости для печатных плат
- Как работают тормозные суппорты? Полное руководство
- Как работает сцепление:полное руководство
- Как работает пьезоэлектрик:Полное исчерпывающее руководство