


Как вы можете решить дорогостоящие проблемы со стружкодроблением алюминия
Алюминиевые сплавы проще для машинистов по сравнению с такими металлами, как суперсплавы, но у них есть один существенный недостаток:потенциально дорогостоящие проблемы со стружкодроблением при токарных операциях с использованием маломощного оборудования.
Алюминиевые сплавы набирают около 400 баллов по таблице обрабатываемости Американского института чугуна и стали, что превосходит все металлы, кроме латуни и магния. Для сравнения, холоднотянутая сталь B1112 имеет показатель 100, нержавеющая сталь 316 — 45, а некоторые жаропрочные сплавы на основе никеля имеют пятна в десятках.
На самом деле алюминий работает настолько хорошо, что многие издатели таблиц обрабатываемости даже не удосуживаются указать его. Удаление материала вместе с металлом часто ограничивается только доступной мощностью шпинделя и тем, насколько крепко зажата деталь. Срок службы инструмента редко вызывает беспокойство.
Подробнее: Как оптимизировать обработку алюминияПравда, алюминиевые сплавы с высоким содержанием кремния являются абразивными, а некоторые из более мягких сплавов, используемых для экструзии, довольно липкие, но режущие инструменты из поликристаллического алмаза (PCD), алмазоподобного углерода (DLC) покрытия и правильно смешанной воды -растворимая смазочно-охлаждающая жидкость быстро с ними справится.
«Если у вас есть токарный станок мощностью 60 лошадиных сил с ходом 36 дюймов и расстоянием между центрами 200 дюймов, просто возьмите практически любую подходящую пластину и приступайте к вспашке», — говорит Кит Брейк, специалист по токарной обработке в западно-центральном регионе США в Sandvik Coromant Inc. в Мебане, Северная Каролина.
«Давайте достаточно сильно, и вы, как правило, можете получить хороший чип», — добавляет он.
По крайней мере, с такой идеальной настройкой.
Реальность, однако, такова, что сегодня таких станков в эксплуатации немного, «поэтому цехам необходимо найти такие режущие инструменты для своих маломощных станков, которые удаляют материал чисто, предсказуемо и производят высококачественные заготовки», — говорит Брейк. /Р>
Риск «запутанного беспорядка»
Обходные пути стали особенно важными в последнее время, поскольку все больше магазинов обращаются к автоматизации, где необходим постоянный контроль стружки. Ключ в том, чтобы найти геометрию пластины, которая соответствует вашему станку и настройке, говорит Брейк.
Без этого операторы токарных станков должны иметь дело с длинными, волокнистыми комками стружки, обернутыми вокруг всего. Использование неправильной пластины, неправильных подач и скоростей или глубины резания, которая слишком велика или слишком мала для стружколома пластины (при условии, что он есть), может привести к тому, что операторы будут искать аварийную остановку, поскольку содержимое лотка для стружки сметается. и вокруг вращающегося патрона, создавая беспорядок, который останавливает производство и, вполне возможно, выбрасывает дорогую заготовку.
Хотя результаты неадекватного контроля стружки не всегда столь драматичны, они снижают производительность, замедляя и даже прерывая рабочий процесс. В худшем случае они могут оказаться опасными.
К счастью, Sandvik Coromant и другие компании могут предложить решения.
Токарная обработка алюминия с ЧПУ
«При токарной обработке алюминия первым выбором обычно является шлифованная пластина без покрытия с положительной геометрией и острой линией кромки, которая помогает контролировать стружку и бороться с накоплением», — говорит Брейк. «Однако, если бы одна пластина и одна геометрия выполняли все идеально, нам не нужно было бы производить так много разных режущих инструментов, поэтому у нас есть сплавы с покрытием и без покрытия для алюминия, а также множество форм и стилей стружколомов. Мы также добились определенного успеха с нашей линейкой Prime Turning, если вы применяете правильные параметры токарной обработки».
По словам Тодда Рукера, руководителя технического центра подразделения индексируемых инструментов компании Kyocera Precision Tools Inc. в Хендерсонвилле, Северная Каролина, компании, которая также может похвастаться впечатляющим токарным станком по алюминию, доступны многочисленные сплавы и геометрия с высокой резкостью для улучшения плохого контроля над стружкодроблением. портфолио.
Однако один из них может стать сюрпризом для любого оператора, который боролся со стружкодроблением при чистовой обработке.
«Недавно мы добавили то, что мы называем AP, в нашу линию положительной вставки», — говорит он. «Он предназначен для очень малой глубины резания, когда практически невозможно добиться хорошего контроля над стружкодроблением. AP имеет литой стружколом с углублениями очень близко к режущей кромке — они на самом деле не ломают стружку, а скручивают ее в красивую тугую спираль, которая спадает с зоны резания».
Развернуть Развернуть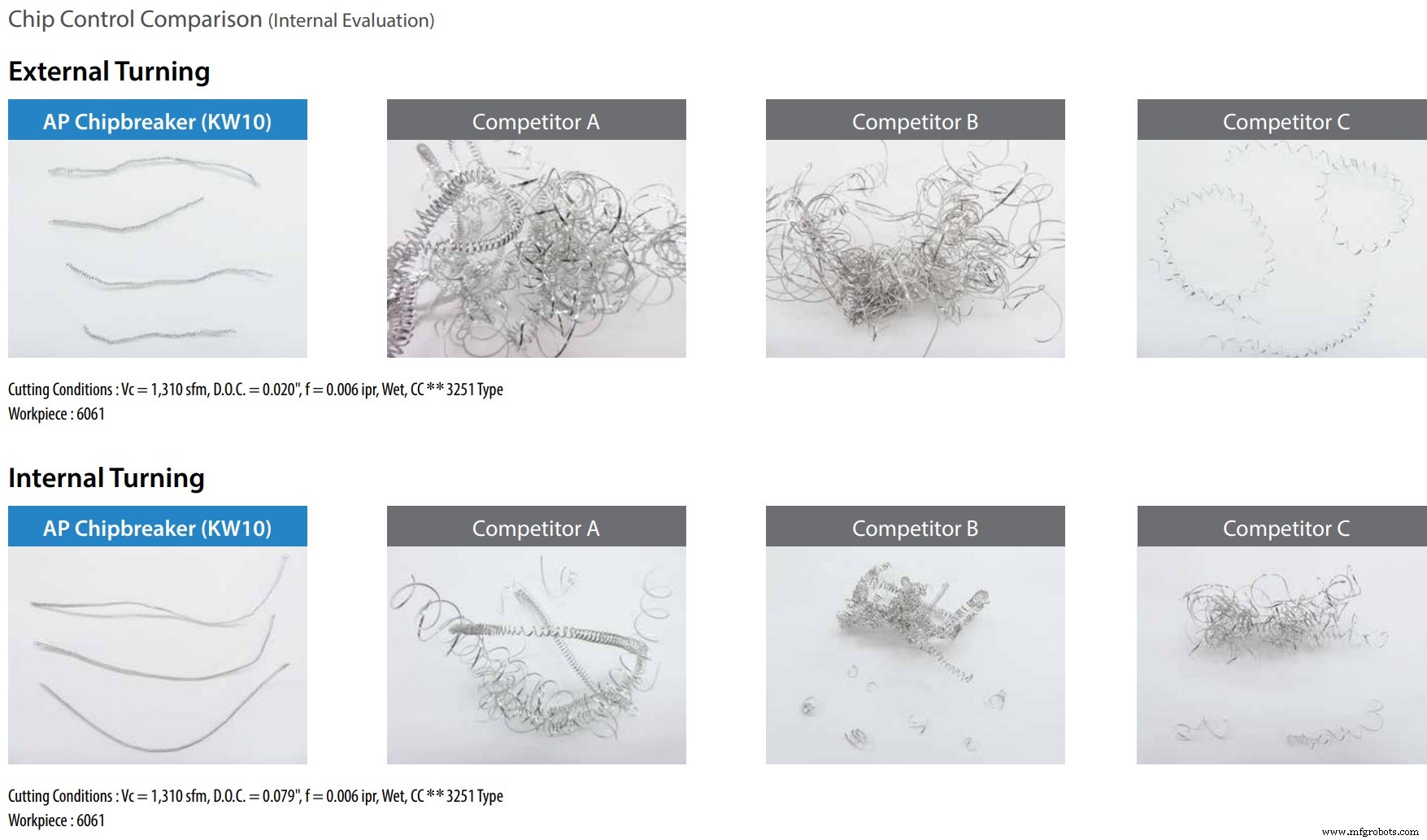 Изображение предоставлено Kyocera Precision Tools
Изображение предоставлено Kyocera Precision Tools Набор правильных параметров
Оба эксперта рекомендуют то, о чем ранее упоминал Брейк:использование правильных параметров.
«Скорость и подача по-прежнему очень важны при токарной обработке алюминия, — говорит Ракер. «Если вы бежите слишком быстро, материал нагревается и становится более податливым, что затрудняет разрушение стружки. Бегите слишком медленно, и вы получите нарастание лезвия, что помешает эффективному режущему действию. Вот почему магазины всегда должны выбирать пластины, рассчитанные на предполагаемую глубину резания, а затем следовать рекомендациям производителя по ним».
Другая рекомендация не имеет ничего общего с маркой или типом инструмента, установленного в револьверной головке:СОЖ высокого давления или HPC.
Эти и другие производители режущего инструмента разработали державки с внутренними каналами, которые направляют смазочно-охлаждающую жидкость точно в рабочую зону; при давлении 70 бар (1000 фунтов на кв. дюйм) у волокнистой алюминиевой стружки нет ни единого шанса.
«HPC сам по себе продлевает срок службы инструмента, уменьшает нарост на кромке и повышает надежность независимо от того, что вы режете», — говорит Брейк. «А при использовании с геометрией пластины и державкой, специально разработанной для высокопроизводительных вычислений, токарная обработка достигает максимально возможного уровня производительности».
Промышленные технологии
- 5 распространенных проблем, с которыми сталкивается 3D-печать металлом - и как их исправить
- Как три проблемы склада можно решить с помощью автоматизации
- Проблемы с людьми:как вы справляетесь?
- Как полировать анодированный алюминий
- Как паять алюминий — полное руководство
- Как паять алюминий – техническое руководство
- Узнайте, как сваривать морскую латунь
- Как много вы знаете об алюминиевом корпусе с ЧПУ?
- Как настройка PDP может сэкономить вам деньги
- Как сделать гидравлику более прочной?