


Что такое экструзия – подробное объяснение | Сообщение о механике
Приветствую вас, сообщение о механике ! Сегодня мы увидим Что такое экструзия? его процесс, преимущества и ограничения Итак, давайте начнем с определения экструзии .
Определение экструзии
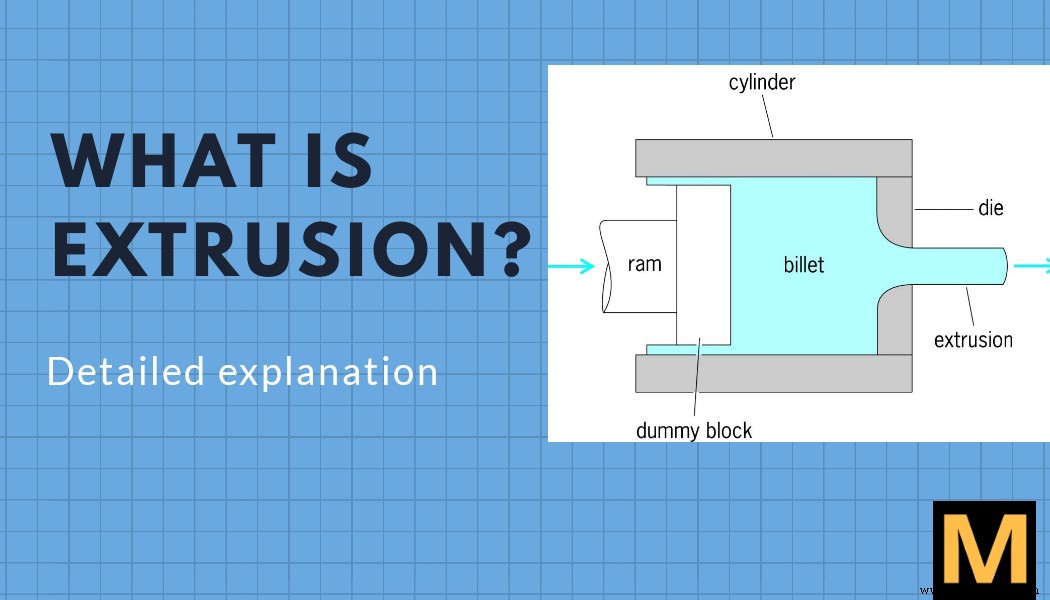
Экструзия может быть определена как производственный процесс, в котором блок металла, заключенный в контейнер, пропускают через небольшое отверстие определенной формы и размера, называемое матрицей .
Термины, связанные с экструзией, которые вы должны знать
Заготовка Заготовка представляет собой однородные блоки экструдируемого материала (например, алюминиевые профили). ). Размеры этих блоков варьируются в зависимости от оборудования, используемого для экструзии. Затем эти блоки используются для экструдирования желаемого продукта.
 |
| изображение экструзионной головки |
Умереть
Экструзионные головки представляют собой круглые стальные пластины или диски значительной толщины, имеющие одно или несколько отверстий для создания желаемого профиля. Они изготовлены из штамповой стали H-13 и проходят термообработку, так как должны выдерживать высокое давление и температуру, возникающие при продавливании горячей заготовки через штамп.
Рамчатый экструдер
Ползун представляет собой тип поршня или плунжера, тяжелый по массе, который используется для проталкивания заготовки через матрицу с приложением огромной силы. Примером тарана является шприц врача, когда врач прикладывает силу к тарану, жидкость в нем вынуждена вытекать.Процесс выдавливания
Процесс экструзии начинается с нагрева заготовки. Заготовку обычно нагревают до температуры, при которой материал становится легко ковким и пластичным.
Экструзия более широко применяется при изготовлении сплошных и полых профилей из цветных металлов и их сплавов (алюминиевых сплавов, меди, латуни и бронзы и др.), но с развитием плавильных процессов можно успешно обрабатывать и сталь и другие сплавы черных металлов. смазочные материалы для стекла.
Исходным материалом при экструзии являются литые или катаные заготовки. Ассортимент прессованных изделий очень широк:прутки диаметром от 3 до 25 мм, трубы диаметром от 20 до 400 мм с толщиной стенки от 1 мм и более, а также более сложные формы, которые нельзя получить другими механическими способами обработки. Помимо металлов экструзия пластмасс также возможно.
Вы также можете прочитать
- Что такое сварка GTAW или TIG?
- Что такое сталь и ее виды – подробная классификация
- Что такое серый чугун
- Промышленная автоматизация и ее виды
Типы выдавливания:
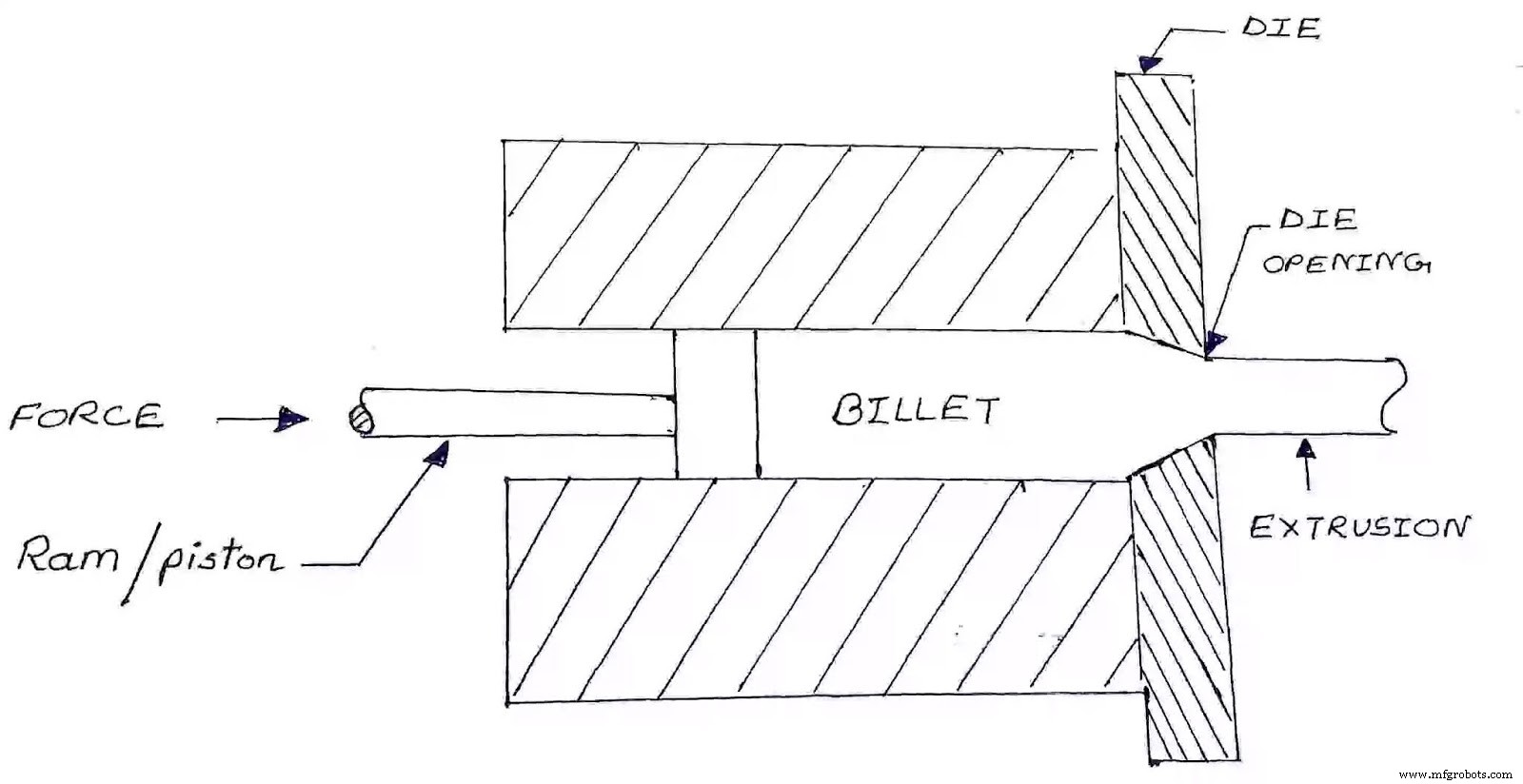
Прямое выдавливание:
Нагретую заготовку помещают в контейнер. Он толкается поршнем к матрице. Металл подвергается пластической деформации, скользит по стенкам емкости и вынужден вытекать через отверстие матрицы. В конце операции экструзии небольшой кусок металла, называемый торцевым ломом, остается в контейнере и не может быть экструдирован. Для получения полого профиля часто используют полую заготовку вокруг оправки. В некоторых случаях заготовка является сплошной и перед началом цикла экструзии протыкается оправкой или осевым отверстием, просверленным в ней с помощью сверлильного станка. Оправку можно прикрепить к плунжеру. При движении ползуна в направлении матрицы металл вытесняется через кольцевой зазор и из трубы.
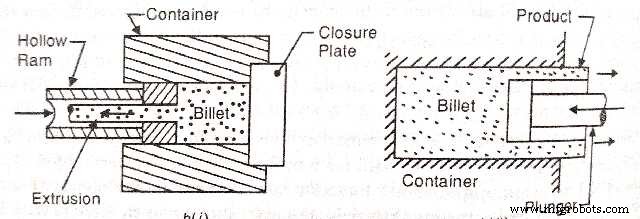
Косвенная экструзия:
В процессе непрямой экструзии металл выдавливается в направлении, противоположном движению плунжера. Для этой цели используется полый стержень (как показано выше). Полый поршень содержит матрицу в форме желаемого продукта. Для изготовления детали матрица устанавливается на один конец полого ползуна, а другой конец контейнера закрывается. По мере движения ползуна матрица оказывает давление на заготовку, и деформированный металл проходит через отверстие матрицы, противоположное движению ползуна, и продукт выдавливается через полый ползун.
Горячее выдавливание:
Горячая экструзия процесс, при котором заготовка нагревается перед экструзией . Горячая экструзия выполняется при температуре выше температуры рекристаллизации материала, что не только помогает материалу от деформационного упрочнения , но и облегчает проталкивание материала через головку.
Холодное выдавливание:
В отличие от процесса горячей экструзии процесс холодной экструзии работает при комнатной температуре. Холодная экструзия имеет преимущество перед горячей экструзией, поскольку не вызывает окисления, обеспечивает более высокую прочность за счет холодной обработки, может обрабатываться с меньшими допусками, лучшим качеством поверхности и высокой скоростью экструзии.Материалы, которые обычно подвергаются холодной экструзии. включают:
- ведущий,
- жесть,
- алюминий,
- медь,
- цирконий,
- титан,
- молибден,
- бериллий,
- ванадий,
- ниобий и сталь.
Примеры продуктов, произведенных с помощью этого процесса:складные трубы, корпуса огнетушителей, цилиндры амортизаторов и заготовки шестерен.
Этот процесс похож на горячее выдавливание, за исключением того, что обрабатываемые металлы обладают пластичностью, необходимой для успешной формовки без их нагревания. Обычно эти металлы обладают высокой степенью пластичности. Холодная экструзия также используется для улучшения физических свойств металла и получения готовой детали.
Преимущества выдавливания:
- Ассортимент экструдированных изделий очень широк. Формы поперечного сечения, невозможные при прокатке, могут быть экструдированы, например, с входными сечениями.
- При изменении формы не теряется время, поскольку штампы можно легко снять и заменить.
- Точность размеров экструдированных деталей обычно выше, чем у катаных.
- Автоматизация экструзии проще, поскольку изделия производятся за один проход.
- Профили легче, надежнее и прочнее, чем отливки.
- Экструзия более точна, чем литье, и требует меньше процессов отделки после экструзии.
Ограничения процесса экструзии:
- Технологические отходы при экструзии выше, чем при прокатке, где они составляют всего от 1 до 3%.
- Относительно высокая стоимость оснастки, так как она изготавливается из дорогостоящей легированной стали.
- По производительности экструзия значительно уступает прокатке, особенно ее непрерывным разновидностям.
- Стоимость экструзии обычно выше по сравнению с другими методами.
- Срок службы экструзионного инструмента короче из-за высоких контактных напряжений и скорости проскальзывания.
- Можно производить только формы с постоянным поперечным сечением.
Если вам понравился этот пост, сообщите нам об этом в комментариях и поделитесь с друзьями и семьей с помощью ссылок в социальных сетях, указанных ниже. Также дайте мне знать, какую тему вы хотите прочитать дальше 🙂
Также рассмотрите возможность подписки, нажав кнопку подписки, и вы никогда не пропустите нашу публикацию!
Промышленные технологии
- Что такое механическое соединение?
- Что такое ударная экструзия?
- Что такое экструзионно-выдувное формование?
- Что такое механическая пружина растяжения?
- Что такое повторная платформа в облаке?
- Каковы основные типы механических систем передачи энергии?
- Что такое 5С? Объяснение элементов 5S для культуры бережливого производства
- Что входит в производственный процесс?
- Что такое механическая связь?
- Что такое механический пресс?