


Разница между передней поверхностью и боковой поверхностью режущего инструмента
Механическая обработка или резка металла - это один из субтрактивных производственных процессов, который используется для постепенного удаления лишнего материала из предварительно сформированной заготовки для достижения высокой точности размеров и жестких допусков. Существуют различные типы операций механической обработки для эффективного и продуктивного выполнения задачи удаления материала на различных рабочих материалах с разным уровнем точности. Такие процессы можно в широком смысле классифицировать как традиционную механическую обработку (такую как токарная обработка, торцовка, фрезерование, сверление, расточка, червячная обработка и т. д.), абразивную резку (шлифование, хонингование, притирку и т. д.), нетрадиционную механическую обработку (AJM, USM, Электроэрозионная, УШП, ЭЛП и др.), а также микро- и прецизионная обработка (микрофрезерование, микросверление, алмазно-токарная обработка и др.). Все эти операции имеют разные возможности с точки зрения MRR, чистоты поверхности, доступных материалов, времени обработки, стоимости и т. д.
В обычных процессах механической обработки обязательно используется клиновидный режущий инструмент (также называемый фрезой) для удаления материала в виде стружки с заготовки путем срезания. Геометрия, ориентация и материал — три важных фактора, связанных с каждой фрезой, которые напрямую влияют на общую производительность обработки. Для непрерывного удаления материала режущий материал должен быть достаточно твердым, чем рабочий материал. Геометрия фрезы, еще один важный фактор, включает в себя различные характеристики, такие как поверхности режущей кромки и их наклон, расположение режущих кромок, остроту режущей кромки и вершины и т. д. Каждая фреза состоит как минимум из двух поверхностей режущей кромки — передней поверхности и боковой поверхности. .
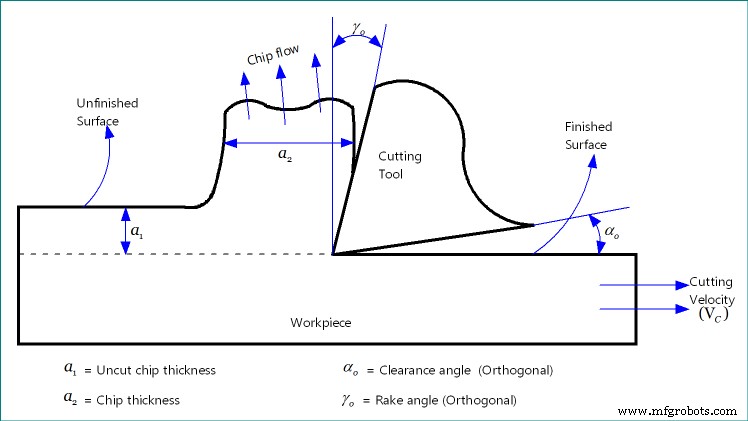
Грабильная поверхность поверхность стекания стружки. Стружка, образующаяся во время обработки, непрерывно стекает по передней поверхности, прежде чем покинуть зону резания. Таким образом, между поверхностью стружки и передней поверхностью происходит сильное трение, в результате чего в этой зоне (называемой зоной вторичной деформации) выделяется сильное тепло. Его наклон от базовой плоскости, измеряемый передним углом, влияет на многие важные параметры, такие как деформация сдвига, толщина стружки, усилие резания, потребляемая мощность и т. д. Помимо передней поверхности, каждый режущий инструмент должен иметь по крайней мере одну <сильную> боковую поверхность . Пересечение передней поверхности и боковой поверхности образует режущую кромку. В отличие от передней поверхности, которая остается в тесном контакте со стекающей стружкой, боковая поверхность остается открытой в примыкании к чистовой поверхности. Однако из-за наличия радиуса вершины и радиуса кромки может возникнуть крошечный контакт между обработанной поверхностью и боковой поверхностью. Различные различия между передней поверхностью и боковой поверхностью режущего инструмента приведены ниже в виде таблицы.
Таблица:Различия между передней поверхностью и боковой поверхностью
| Rake Surface | Боковая поверхность |
|---|---|
| Во время обработки стружка стекает по передней поверхности. | Боковая поверхность не связана со стружкой. Она касается обработанной поверхности на небольшом участке. |
| Наклон передней поверхности измеряется передним углом. | Наклон боковой поверхности измеряется задним углом. |
| Большая часть передней поверхности остается в тесном контакте со стружкой во время обработки. | Боковая поверхность во время работы постоянно остается свободной. |
| Передняя поверхность не имеет непосредственной роли в улучшении качества поверхности. | Небольшой контакт на конце боковой поверхности напрямую помогает улучшить отделку за счет сжатия зубчатых следов. |
| Происходит интенсивное тепловыделение вокруг передней поверхности из-за трения о стекающую стружку. | Выделяется незначительное количество тепла из-за крошечного контакта на наконечнике. |
| Из-за чрезмерного трения передняя поверхность быстро изнашивается (кратерный износ), однако меньший износ не влияет на точность обработки. | Хотя боковая поверхность изнашивается медленно, это напрямую влияет на размерную точность обрабатываемого компонента. |
Контакт со стружкой или готовой поверхностью: Передняя поверхность остается в физическом контакте со стекающей стружкой во время обработки; однако он не касается готовой или обработанной поверхности. С другой стороны, стружка не касается боковой поверхности, а обработанная поверхность касается боковой поверхности в незначительной части из-за наличия радиуса вершины и радиуса кромки. Такой контакт помогает сгладить следы гребешка или корма; однако более длительный контакт между обработанной поверхностью и боковой поверхностью может ухудшить качество чистовой обработки. Таким образом, между ними должен обязательно поддерживаться достаточный зазор (обеспечиваемый углом зазора), чтобы избежать трения.
Передний угол и задний угол: Они указывают наклон поверхностей режущей кромки инструмента от стандартной плоскости или направления. По определению, передний угол — это угол наклона передней поверхности фрезы от базовой плоскости, измеренный на какой-либо другой плоскости. Базовая плоскость — это плоскость, перпендикулярная вектору скорости резания. В зависимости от ориентации передней поверхности относительно базовой плоскости передний угол может быть как положительным, так и отрицательным или нулевым. Точно так же задний угол является мерой боковой поверхности фрезы от вектора скорости резания и измеряется в какой-либо другой плоскости. Однако задний угол не может быть нулевым или отрицательным, он должен иметь положительное значение. В обоих случаях значение угла может отличаться в зависимости от плоскости, в которой он измеряется.
Боковая поверхность остается открытой: Как упоминалось ранее, стружка стекает по передней поверхности и, таким образом, она остается в тесном контакте со стекающей стружкой. Тем не менее, боковая поверхность всегда остается открытой, поскольку она не касается стружки и готовой поверхности (за исключением крошечной части на конце). Однако боковая поверхность может касаться обработанной поверхности, если фреза изношена (износ по задней поверхности), и в таком случае качество обработанной поверхности резко ухудшится из-за трения.
Сведение меток ленты: Зубчатые следы, которые появляются на обработанной поверхности из-за наличия скорости подачи, увеличивают шероховатость поверхности и впоследствии снижают качество отделки. Более высокая скорость подачи приводит к получению шероховатой поверхности; однако подачу нельзя сделать нулевой, потому что это одно из двух формообразующих движений (другое — скорость резания), незаменимо необходимых для каждой операции обработки. Крошечный контакт между боковой поверхностью и обработанной поверхностью на кончике инструмента из-за наличия радиуса вершины и радиуса кромки по своей сути помогает сглаживать поверхность за счет сжатия зубчатых следов. Чем выше радиус вершины, тем лучше будет качество поверхности (т. е. меньшая высота фестончатых следов); однако это может отрицательно сказаться на других параметрах. Передняя поверхность не играет прямой роли в улучшении качества поверхности.
Выработка тепла: При стекании стружки по передней поверхности происходит интенсивное тепловыделение за счет трения. За счет этого трения в очаге вторичной деформации возникает около 60 – 70 % всего тепла резания. Однако большая часть выделяемого тепла уносится из зоны резания движущейся стружкой. Это защищает фрезу, а также заготовку от перегрева и других тепловых повреждений. В отличие от этого, только небольшая часть (ниже 5%) общего тепла при резке генерируется из-за крошечного контакта на кончике. Однако часть этого тепла уходит внутрь заготовки через обработанную поверхность, а остальная часть поступает в резак. Таким образом, тепло, выделяемое в третичной зоне трения, может привести к термическим повреждениям, превышающим определенный предел.
Износ и его воздействие: Непрерывное трение ускоряет скорость абразивного износа передней поверхности, и поэтому лункообразование происходит быстро. Несмотря на то, что он изменяет направление схода стружки и влияет на силу резания и другие важные параметры, небольшой лункообразный износ допустим. Однако износ по задней поверхности напрямую влияет на точность обрабатываемой детали, а незначительный износ также может привести к неточности обработки. Таким образом, срок службы фрезы обычно определяется допустимым пределом износа по задней поверхности (обычно он ограничен 0,3 мм в соответствии с формулой стойкости инструмента Тейлора).
В этой статье представлено научное сравнение передней поверхности и боковой поверхности. Автор также предлагает вам просмотреть следующие ссылки для лучшего понимания темы.
- Обработка и станки, А. Б. Чаттопадхьяй (1 st издание, Wiley).
- Что такое задний угол в режущем инструменте? Его производная, значение и функция от minaprem.com.
- Источник изображения:minaprem.com.
Промышленные технологии
- Разница между цепной передачей и зубчатой передачей
- Разница между ременным приводом и цепным приводом
- Разница между одноточечным резаком и многоточечным резаком
- Разница между передним углом и задним углом режущего инструмента
- Разница между положительным передним углом и отрицательным передним углом
- Разница между токарным процессом и фрезерным процессом
- Разница между режущим инструментом и шлифовальным кругом
- Разница между механической обработкой и шлифовкой
- В чем разница между Индустрией 4.0 и Индустрией 5.0?
- Разница между фанерой из хвойных пород и фанерой из лиственных пород