


Завивка первого слоя. Подробное руководство по 3D-печати!
Как любитель 3D-принтеров, вы, должно быть, когда-то сталкивались с неудачными или некрасивыми первыми слоями. Скручивание происходит по нескольким причинам, и иногда это может быть сложно решить.
Первый слой может свернуться из-за неоткалиброванного оборудования или давления, вызванного температурой.
Скручивание или коробление происходит из-за усадки расплавленной нити в процессе 3D-печати. Усадка материала приводит к тому, что углы отпечатка приподнимаются до того, как он отсоединяется от рабочей пластины.
Точно так же, когда вы печатаете пластиком, он немного расширяется, но сжимается при охлаждении. Таким образом, если материал чрезмерно сжимается, отпечаток выгибается над рабочей пластиной.
Некоторые материалы имеют тенденцию к усадке больше, чем другие. Например, усадка ПК остается выше, чем у ПЛА. Это означает, что вам нужно быть более осторожным при использовании пластика для ПК, чтобы избежать скручивания.
Эта статья поможет вам узнать больше о скручивании или деформации 3D-печати и послужит подробным руководством, чтобы избежать или свести к минимуму проблему.
Почему происходит скручивание первого слоя?
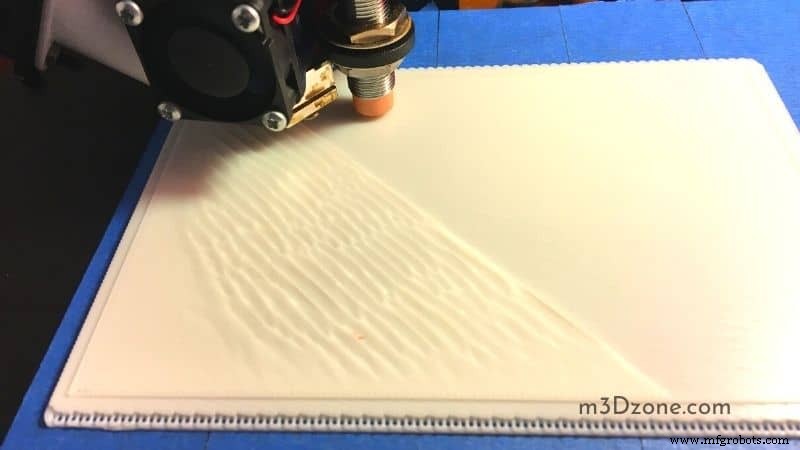
Когда первые нити или тонкие слои расплавленных нитей выходят из сопла принтера, они соприкасаются с поверхностью печати. При этом они подвергаются сильным перепадам температуры.
Тонкий слой
Материалы имеют свойство расширяться в горячих средах. Когда вы вставляете твердую нить в сопло принтера, она нагревается и расширяется. Горячий филамент может нагреваться до 250 градусов Цельсия в зависимости от типа филамента.
Теперь сопло принтера наносит расплавленную нить с температурой 250 градусов Цельсия на нагретый слой, температура которого составляет всего 90 градусов Цельсия.
Это изменение температуры вызывает сильное сжатие нити на поверхности нагретой рабочей пластины и остается первой известной причиной скручивания первого слоя.
Эта проблема может быть причиной сбоя печати с самого начала. Однако это может значительно проявиться в последующих слоях.
Примечательно, что первой реальной причиной скручивания остается разница температур между нагретой рабочей пластиной и экструдированной нитью. .
Комнатная температура
Второй причиной скручивания первого слоя является фактор окружающего воздуха в среде 3D-печати. Печатная платформа — не единственное холодное вещество, с которым контактирует расплавленная нить.
Вот почему в промышленных 3D-принтерах есть нагревательная камера для устранения этих эффектов. Бытовые принтеры также выигрывают от прилагаемых корпусов.
Тем не менее, 3D-принтеры с открытой рамой не имеют корпуса и подвергаются прямому воздействию окружающего воздуха, что приводит к скручиванию первого слоя печати.
Как предотвратить скручивание первого слоя?
Если платформа вашего принтера остается не выровненной, вы, вероятно, станете свидетелем скручивания первого слоя. Было бы полезно, если бы вы неизбежно выравнивали свою платформу для печати, чтобы получать высококачественные и успешные отпечатки.
Выровняйте поверхность печати
Ровная печатная платформа позволяет материалам выдавливаться равномерно по всей поверхности. Кроме того, выровненная печатная платформа позволяет печатать даже первые слои, в результате чего получается высококачественная готовая продукция.
3D-принтеры используют различные механизмы для выравнивания рабочей пластины. Некоторые используют ручки, расположенные под поверхностью печати, которые могут изменять высоту одного угла рабочего стола.
Кроме того, вы можете использовать другие регуляторы для одновременной регулировки всей рабочей платформы.
Кроме того, некоторые 3D-принтеры оснащены датчиками уровня кровати. Датчики определяют, деформировалась ли рабочая пластина, и автоматически корректируют ее.
Кроме того, вы можете провести ручное выравнивание платформы печати, подведя сопло принтера к одному из углов платформы. Затем вы настраиваете высоту поверхности так, чтобы стандартная бумага не могла пройти через зазор.
Когда вы отрегулируете угол одной кровати, перейдите к остальным и повторите тот же процесс, пока не закончите все углы.
Настроить Z-смещение
Z-Offset — это расстояние между исходным положением оси Z и кончиком сопла принтера. Примечательно, что Z-Offset гарантирует получение ровного первого слоя.
Теоретически Z-Offset приравнивается к зазору между поверхностью печати и хотэндом. Такие ошибки, как неисправный микропереключатель, не выровненный слой и самонаводящиеся датчики, нарушают стандартные параметры.
Таким образом, вы можете добиться хорошего Z-смещения, просто выровняв кровать соответствующим образом. Ключом к отличному первому слою является правильное смещение по оси Z и правильный уровень слоя.
Регулировка температуры сопла и нагреваемого слоя
Разница температур между горячей нитью и поверхностью сборки является основной причиной скручивания первого слоя. Таким образом, вы можете избежать скручивания отпечатков, уменьшив эту разницу температур.
Кроме того, это информирует вас о том, почему при 3D-печати с некоторыми типами филамента необходим подогреваемый стол вместо холодного.
Обычно нить накала остается более горячей, чем температура слоя. Таким образом, увеличивая температуру нагреваемого слоя и уменьшая температуру сопла, вы сможете избежать скручивания первого слоя.
Однако существуют ограничения на температуру печати, и любые существенные изменения могут создать множество новых проблем.
Например, горячая нить обладает большей текучестью и адгезией. Таким образом, понижение температуры влияет на адгезию и может привести к серьезному засорению нити.
Вы можете добиться точной настройки температуры, протестировав объект в различных температурных диапазонах и выбрав значение температуры, которое позволит вам печатать высококачественные продукты на 3D-принтере.
Отключить вентиляторы охлаждения
В 3D-печати вы используете охлаждающие вентиляторы, чтобы улучшить качество поверхности и избежать натяжения.
Однако потоки холодного воздуха над горячими нитями нити усиливают перепад температур и тепловое давление внутри пластика, что в конечном итоге приводит к скручиванию первого слоя.
Таким образом, вентиляторы остаются источником нежелательных потоков воздуха вокруг печатной платформы. Рекомендуется отключить охлаждающие вентиляторы, чтобы получить наилучшие первые слои.
Регулярно очищайте платформу 3D-принтера
Вам необходимо выработать привычку регулярно очищать поверхность платформы 3D-принтера. Помните, что каждый раз, когда вы его используете, остатки нити скапливаются на поверхности платформы для печати.
Не пренебрегайте очисткой от пыли и грязи. Даже тонкие слои грязи и пыли могут отрицательно сказаться на адгезии нити, что приведет к скручиванию первого слоя.
Чтобы очистить поверхность печатной платформы, вы можете приобрести на рынке несколько чистящих средств и спирт. Например, изопропиловый спирт (проверьте на Amazon) отлично подходит для очистки печатного стола.
Ежемесячно вы можете снимать поверхность платформы принтера и мыть ее теплой водой с мылом. После очистки не прикасайтесь к нему, когда будете вставлять обратно.
Используйте клей
На рынке 3D-печати представлено множество клеев для постельного белья (проверьте на Amazon) , каждый из которых обещает отличные результаты, которые вы можете выбрать.
-
Синий художник и каптон
Эти клеи подходят для начинающих, и вы, возможно, не захотите их пропустить. Используйте их, нанеся ровный слой на поверхность печати.

Кроме того, вы можете нанести тонкий слой клея-карандаша (проверьте на Amazon) сверху для увеличения адгезии.
-
Лак для волос
Другой вариант — использовать лак для волос (проверьте на Amazon) непосредственно на поверхности кровати. Однако после каждого отпечатка вам нужно будет чистить печатную платформу.
Другие доступные на рынке клеи, которые вы можете использовать, включают нанополимеры и клеевые стержни ПВА.
Улучшить подвал
Геометрия печати может изменить профиль адгезии и температуры нити. Например, если вы добавите поля, это сделает нижнюю часть модели более широкой. Тем не менее, более широкая нижняя часть обеспечивает лучшее сцепление модели с поверхностью.
Вместо этого вы также можете использовать плот. Точно так же плот увеличивает базу вашей модели, создавая более крупный захват для вашей 3D-модели. Кроме того, плот остается отдельным от печатного изделия объектом, и от него можно быстро отколоть принт.
Еще один способ обойти эту проблему — добавить тонкие диски в основу дизайна, называемые ушами мыши. Вы можете раздвинуть уши мыши повсюду на печатной платформе, хотя обычно их следует использовать в острых углах.
Избегайте черновиков
Иногда вы можете сделать все возможное, чтобы ваш отпечаток не скручивался, но он все равно скручивался. Проверьте открытые окна и кондиционеры, если вы находитесь в таком положении. Они остаются значительными источниками окружающего воздуха, вызывающего перепады температур, приводящие к скручиванию.
Использовать вложение
Когда вы начинаете 3D-печать первого слоя, расплавленная нить соприкасается с горячим концом. Затем он распределяется по нагретому слою, и первый слой будет поддерживать свою температуру около температуры нагретого слоя, пока процесс не закончится.
Было бы полезно, если бы вы использовали корпус, чтобы держать объект в тепле. Сохранение вырабатываемого тепла в камере позволяет избежать сквозняков.
Как предотвратить скручивание отпечатков?
Скручивание в 3D-печати происходит из-за усадки материала. Это явление вызывает разницу температур экструдера печатающей головки и температуры слоя. Из-за этого края печати скручиваются и приподнимаются.
Чтобы предотвратить скручивание отпечатков, можно использовать следующие приемы:
- Нанесите адгезию на рабочую пластину.
- Правильно выровняйте платформу
- Используйте поля
- Использовать плот
- Измените исходные настройки слоя.
- Используйте соответствующие настройки вентилятора для охлаждения.
- Используйте переднюю боковую дверь
- Печать с ветрозащитной витриной
Как сделать идеальный первый слой?
В 3D-печати первый слой остается основой для всей 3D-печати. Таким образом, правильное нанесение первого слоя — это все, что вам нужно для создания идеального объекта.
Однако даже опытные пользователи 3D-принтеров подтверждают, что получение первого слоя — непростая задача.
5 шагов, чтобы получить Идеальный первый слой
- Выровняйте платформу печати
- Уменьшить скорость первого слоя.
- Проверить температуру
- Обработайте поверхность сборки
- Добавьте плот, юбку или поля.
Заключение
Первый слой остается основной основой высококачественной 3D-печати. Даже опытные принтеры иногда могут испытывать трудности с правильным нанесением первого слоя.
Было бы полезно, если бы вы правильно разобрались с крошечными деталями печати, такими как скорость печати, ширина экструзии, температура стола и идеально ровная платформа принтера.
Теперь вы знаете несколько причин, которые приводят к скручиванию или деформации первых слоев, и шаги, которые вы можете предпринять, чтобы избежать этой ловушки.
Кроме того, в статье представлены многочисленные способы, которым вы можете следовать, чтобы избежать обычного скручивания или деформации 3D-печати. .
3D печать
- Руководство для новичков по силиконовой 3D-печати
- Краткое руководство по 3D-печати с использованием струйной печати под переплет
- Полное руководство по 3D-печати методом струйной печати
- 3D-печать TPU:руководство по 3D-печати гибких деталей
- Внутренняя 3D-печать и аутсорсинг:полное руководство
- Руководство Карла Калабрии по использованию вставок на Mark One
- Полное руководство по 3D-печати
- Скорость 3D-печати и качество; Лучшие настройки!
- Руководство по выбору материалов для 3D-печати
- 3D-печать Polyjet:обзор технологии